

12.4. Протягивание плоских поверхностей
Протягивание наружных плоских поверхностей благодаря высокой производительности и низкой себестоимости обработки находит широкое применение в серийном и массовом производстве. При обработке наружных предварительно не обработанных поверхностей за один ход протяжки достигаются высокая точность и чистота поверхности. В процессе протягивания каждый режущий зуб протяжки снимает слой металла, составляющий часть припуска, а калибрующие зубья зачищают поверхность, при этом они долго не теряют своей режущей способности и формы.
При обработке плоских поверхностей применяют обычные и прогрессивные протяжки (рис.12.16).
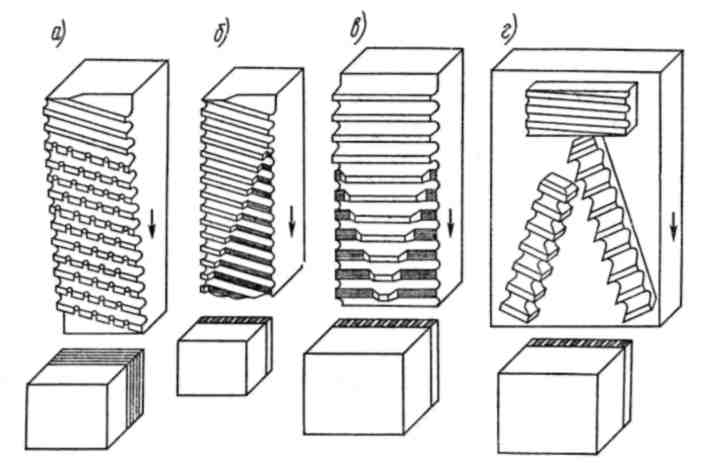
Рис.12.16. Схемы плоских протяжек а – обычные; б, в, г – прогрессивные
У обычных протяжек каждый зуб снимает стружку по всей ширине обрабатываемой поверхности. У прогрессивных протяжек режущие зубья делают переменной ширины, постепенно увеличивающейся, и каждый зуб срезает металл не по всей ширине обрабатываемой поверхности, а полосой, причем ширина этих полос с каждым зубом увеличивается, и только калибрующие зубья зачищают обрабатываемую поверхность по всей ширине. При протягивании необработанных поверхностей отливок и поковок обычными плоскими протяжками их режущие кромки быстро тупятся и выкрашиваются. У прогрессивных протяжек зубья служат дольше.
При протягивании стали по прогрессивной схеме резания зубья протяжки имеют криволинейную вогнутую спинку, сопрягающуюся со стружечной ка-
101
навкой (рисунок.12.17а). При протягивании чугуна и цветных металлов, а также стали по профильной схеме резания, применяют зубья с прямолинейной спинкой, которые проще в изготовлении. Зубья с криволинейной спинкой позволяют более плавно и в большем объеме отводить стружку.
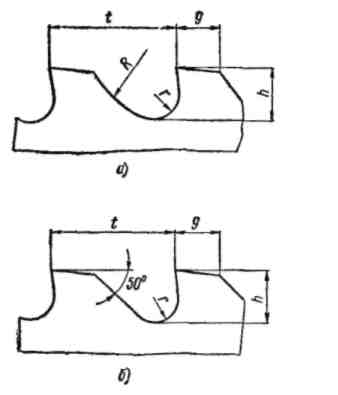
Рис.12.17. Форма зубьев протяжек а – с криволинейной спинкой; б – с прямолинейной спинкой
Для обработки широких плоскостей устанавливают несколько протяжек рядом.
Протяжки для наружного протягивания обычно выполняются сборными и состоят из корпуса и рабочей части. На рисунке 12.18 показана наружная протяжка для горизонтально-протяжных станков общего назначения. Протяжка
имеет корпус с хвостовиком для закрепления в патроне тяговой головки станка. В корпусе крепятся секции, которые можно менять по мере затупления.

Рис.12.18. Наружная сборная протяжка с хвостовой частью для работы на горизонтально-протяжных станках
Протягивание наружных поверхностей может производиться на горизонтально-протяжных, вертикально-протяжных, карусельно-протяжных и протяжных станках непрерывного действия. На горизонтально-протяжных станках движение резания осуществляется деталью или протяжкой, на вертикально-протяжных станках движется протяжка. Вертикально-протяжные станки получили широкое распространение ввиду своей компактности.
102
На рисунке 12.19 приведена схема вертикально-протяжного станка для наружного протягивания. На станине 5 по направляющим перемещается подвижная плита 3, на которой крепятся плоские протяжки 4. Подвижная плита перемещается возвратно-поступательно с разной скоростью, регулируемой гидроприводом. На передней части станины имеется стол 7, на котором установлен суппорт 1, поперечно перемещающийся для установки глубины протягивания. На суппорте закрепляется обрабатываемая заготовка 2. Протяжки, опускаясь, обрабатывают заготовку и в конце останавливаются в нижнем положении. Затем заготовку снимают и включают обратный ускоренный ход протяжки. После возвращения протяжек в исходное положение в суппорт устанавливают новую заготовку.
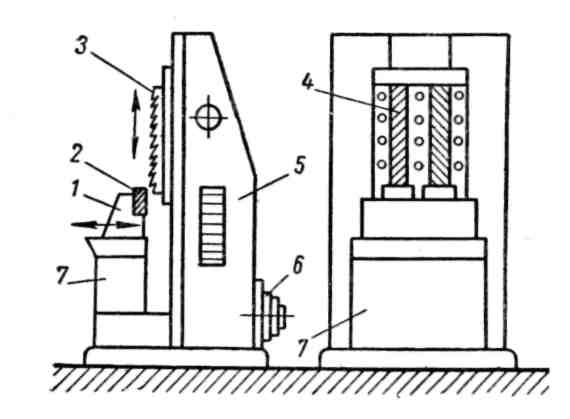
1 – суппорт; 2 – заготовка; 3 – подвижная плита; 4 – протяжки; 5 – станина; 6 – электропривод; 7 – стол
Рис.12.19. Вертикально-протяжной станок для наружного протягивания