

1.2. Изделие и его элементы
Изделием в машиностроении называют любой предмет производства, изготовляемый на предприятии. Изделием может быть сложная машина, ее элемент в сборе (сборочная единица) и отдельная деталь.
Деталь - это изделие, изготовленное из однородного материала без применения сборочных операций. Характерный признак детали - отсутствие разъемных и неразъемных соединений.
Сборочная единица - это изделие, составные части которого подлежат соединению (резьбовыми соединениями, сваркой, пайкой, склеиванием, крепежными изделиями, по посадкам и т.д.). Сборочная единица может состоять из отдельных деталей, может включать в себя более мелкие сборочные единицы.
Примером детали может быть зубчатое колесо, изготовленное из цельной заготовки (отливки или штамповки), но это же зубчатое колесо может быть сборочной единицей из нескольких деталей (ступицы, диска и венца), сваренных между собой.
1.3. Технологический процесс и его структура
На технологический процесс обработки или сборки разрабатывается технологическая документация. Правила по порядку разработки, оформления и комплектации технологической документации, применяемой при изготовлении и ремонте изделий, установлены комплексом государственных стандартов -ЕСТД (Единой Системой Технологической Документации).
Структура технологического процесса и названия его составных частей регламентируются ГОСТ 3.1109-82 «Термины и определения основных понятий».
Технологический процесс - часть производственного процесса, содержащая целенаправленные действия по изменению состояния предмета труда. Под производственным процессом понимают совокупность отдельных процессов, осуществляемых для получения готового изделия.
Технологический процесс обработки детали заключается в последовательном изменении формы, размеров, свойств материала заготовки с целью получения детали и представляет собой план обработки детали с указанием, какие поверхности надо обработать, в каком порядке и какими способами.
Технологический процесс состоит из технологических операций.
Технологическая операция - законченная часть технологического процесса, выполняемая на одном рабочем месте. Технологическая операция охватывает все последовательные действия рабочего и станка над деталью до перехода к обработке следующей детали.
Диапазон работ, входящих в состав операции, может быть очень широким. Например, операцию может составлять обработка всего лишь одного шпоночного паза вала на шпоночно-фрезерном станке. И в то же время обработка нескольких поверхностей сложной детали на многошпиндельном полуавтомате также будет являться операцией.
6
С тем чтобы иметь возможность представить структуру операции и учесть затраты времени на ее выполнение, потребовалось расчленение операции на отдельные части.
Элементами технологической операции являются установ, позиция и переход.
Установ - часть технологической операции, выполняемая при неизменном закреплении обрабатываемой заготовки или собираемой сборочной единицы.
Обработка ступенчатого вала в центрах с одного конца, а затем, после переустановки вала в центрах, с другого конца, является одной операцией в два установа (рисунок 1.1). Обработка партии валов по аналогичной схеме является обработкой в две операции.
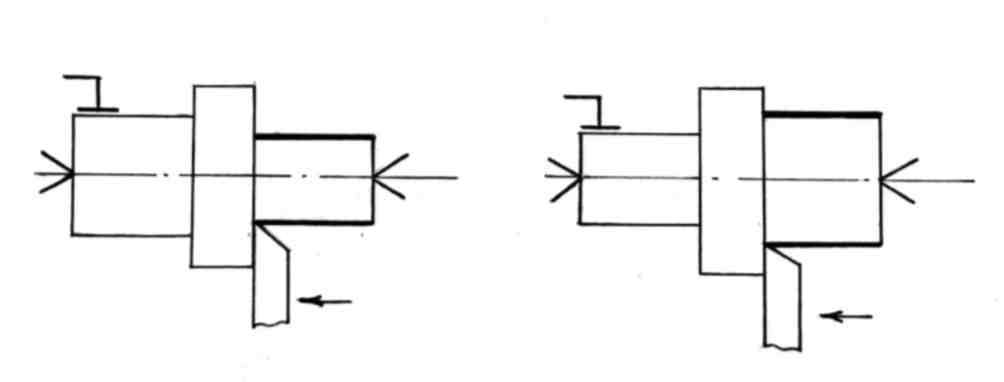
Рис.1.1. Обработка ступенчатого вала
Установленная и закрепленная заготовка может изменять свое положение на станке относительно его рабочих органов с помощью перемещающих или поворотных устройств, занимая новую позицию.
Позиция - фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой совместно с приспособлением относительно инструмента или неподвижной части оборудования при выполнении определенной части операции.
Примером обработки в две позиции может служить фрезерование детали на станке с поворотным устройством (рисунок 1.2).
Частью технологической операции является переход. Переходы могут быть технологические и вспомогательные.
Технологический переход - законченная часть технологической операции, выполняемая одними и теми же средствами технического оснащения при постоянных режимах и установке. Технологический переход характеризуется постоянством инструмента, поверхности и режима. Например, последовательное точение поверхностей ступенчатого вала составляет два перехода, а выполнение этой операции двумя резцами одновременно - один переход (рисунок 1.3).
7

1, 2 - обрабатываемые поверхности;
3 - заготовка;
4 - фреза; 5 - поворотная часть приспособления.
Рис. 1.2. Фрезерование на станке с поворотным устройством
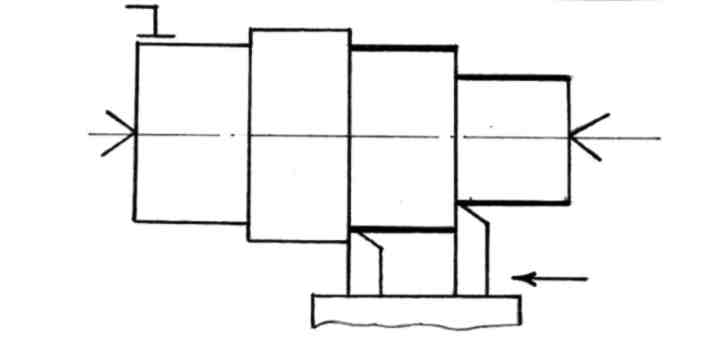
Рис. 1.3. Одновременная обработка двумя резцами
Вспомогательный переход - законченная часть технологической операции, состоящая из действий человека или оборудования, которые не сопровождаются изменением свойств предмета, но необходимы для выполнения технологического перехода (закрепление и снятие заготовки, смена инструмента, подвод его к заготовке и т.п.).
Технологический переход разделяется на рабочие и вспомогательные ходы.
Рабочий ход - законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, размеров, качества поверхности и свойств заготовки.
8
Технологический переход может быть выполнен в результате удаления с поверхности одного или нескольких слоев материала, снимаемых один за другим одним и тем же инструментом. В первом случае говорят о переходе, выполняемом за один рабочий ход, во втором — за несколько рабочих ходов. Рабочий ход – это однократное относительное движение инструмента и заготовки, в результате которого с ее поверхности удаляется один слой материала. После выполнения каждого рабочего хода на заготовке образуется новая поверхность. Однако переход будет завершен лишь по осуществлении всех рабочих ходов, необходимых для достижения требуемого результата. Например, переход по обработке шейки вала шлифованием с продольной подачей осуществляется в результате выполнения нескольких рабочих ходов.
Рабочий ход часто называют проходом. Число рабочих ходов в одном технологическом переходе выбирают, исходя из оптимальных условий обработки, например, при съеме значительных слоев материала уменьшают глубину резания за счет нескольких проходов:
припуск на обработку
Количество проходов = .
глубина резания
Вспомогательный ход - законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, необходимая для подготовки рабочего хода (возвращение суппорта в исходное положение).
Лекция 2. ОСНОВЫ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ОБРАБОТКИ ДЕТАЛЕЙ
Рассматриваемые вопросы: Последовательность проектирования технологических процессов. Исходные данные для проектирования технологического процесса. Типы машиностроительных производств.