

13.2. Нарезание резьбы резцами
На токарных станках наиболее широко применяют способ нарезания резьбы резцами.
Вершина резца при перемещении с постоянной подачей вдоль вращающейся заготовки оставляет на ее поверхности винтовую линию (рисунок 13.3). Наклон винтовой линии к плоскости, перпендикулярной к оси вращения детали, зависит от частоты вращения заготовки и подачи резца и называется углом подъема винтовой линии. Расстояние между соседними винтовыми линиями, измеренное вдоль оси заготовки, называется шагом винтовой линии. При углублении резца в поверхность заготовки вдоль винтовой линии образуется винтовая поверхность – резьба, форма которой соответствует форме вершины резца.
Резьбонарезные резцы бывают стержневые, призматические и круглые. Их геометрические параметры не отличаются от геометрических параметров фасонных резцов. Стержневые резцы применяют для нарезания внутренней и наружной резьб. Наружную резьбу нарезают прямыми или отогнутыми резцами, а внутреннюю – изогнутым резцом в отверстиях малого диаметра и прямым резцом, установленным в оправку, в отверстиях большого диаметра.
107

Рис. 13.3. Схема нарезания наружной резьбы а – схема движения инструмента и заготовки; б – нарезание резьбы резцом
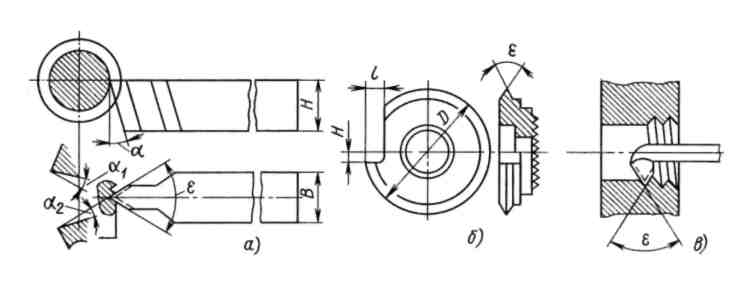
Рис. 13.4. Резьбонарезные резцы а – прямой; б – круглый; в – изогнутый
Рис.13.5.
Схемы установки резца при нарезании
резьбы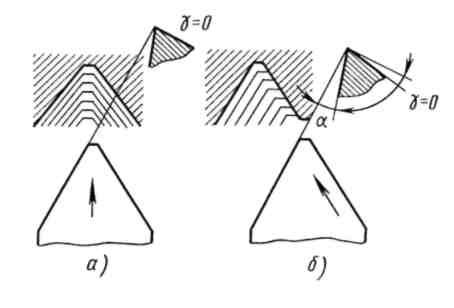
108
Для повышения производительности труда вместо одного резца применяют резьбовые гребенки, которые по конструкции подразделяют на стержневые, призматические и круглые.

а
Рис.13.6. Резьбовые гребенки стержневая; б – призматическая; в – круглая
Нарезание резьбы гребенками является более производительным способом обработки, так как зубья гребенки образуют ряд последовательно расположенных резцов, работающих одновременно. При этом полный профиль резьбы получают за один-два рабочих хода.
13.3. Нарезание резьбы плашками и метчиками
Для нарезания наружной резьбы на винтах, болтах, шпильках и других деталях применяют плашки. Участок детали, на котором необходимо нарезать резьбу плашкой, предварительно обрабатывают. Для образования захода резьбы в начале нарезаемой поверхности снимают фаску, соответствующую высоте профиля резьбы.
Рис.13.7.
Резьбонарезная плашка а
–
вид в плане; б
–
элементы резьбы плашки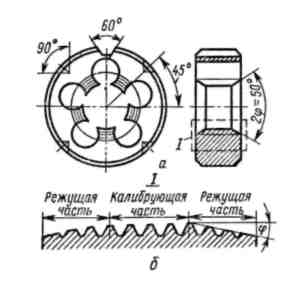
109
Основной недостаток плашек – необходимость свинчивания их по окончании нарезания, что вызывает значительные затраты времени и ухудшает качество резьбы.
Нарезание резьбы самораскрывающимися резьбонарезными головками значительно производительнее, чем нарезание плашками и не требует их обратного свинчивания благодаря автоматическому раскрыванию.
Резьбонарезные головки нормализованной конструкции изготавливаются серийно с тангенциальным и радиальным расположением плашек, а также с круглыми плашками. В конце нарезания резьбы плашки или гребенки автоматически расходятся и при обратном ходе не соприкасаются с резьбой.
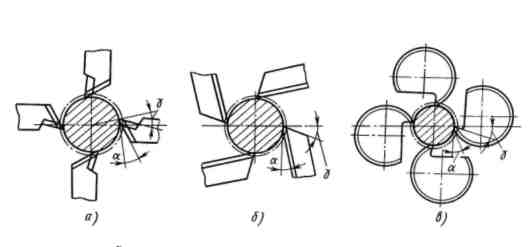
Рис.13.8. Резьбонарезные винторезные головки
а – радиальная; б – тангенциальная; в – круглая
а б
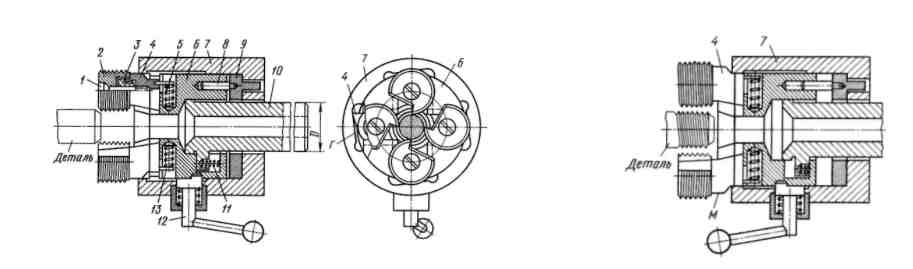
1 – винт; 2 –гребенка; 3 – выточка; 4 – кулачок; 5 –пружина; 6 – корпус; 7 – обойма; 8 – штифт; 9 – кольцо; 10 – хвостовик; 11 – пружина; 12 – рукоятка; 13 – штифт
Рис.13.9. Винторезная головка для нарезания наружной резьбы а – в рабочем положении; б – с открытыми гребенками
Наибольшее распространение получили головки с круглыми гребенками, так как они допускают большее количество переточек и обладают большей стойкостью, чем радиальные и тангенциальные гребенки. Конструкция такой головки приведена на рисунке 13.9. Нарезание резьбы производится гребенками 2, которые выточкой 3 установлены на кулачках 4 и закреплены винтом 1. Пружинами 5 кулачки 4 прижимаются к обойме 7. В рабочем положении резьбонарезные гребенки сведены, так как кулачки своими выступами М упираются
110
в обойму. В конце рабочего хода подача прекращается, хвостовик 10 и обойма 7 останавливаются. Корпус 6, увлекаемый резьбой детали, продолжает двигаться. Выступы М кулачков 4 выходят из обоймы и кулачки вместе с гребенками под действием пружин 5 расходятся, освобождая обрабатываемую деталь.
Внутренние метрические резьбы нарезают метчиками. Обычно применяют машинные метчики, что позволяет нарезать резьбу за один рабочий ход. Для нарезания резьбы в деталях из твердых и вязких материалов применяют комплекты, состоящие из двух или трех метчиков. В комплекте из двух метчиков первый (черновой) выполняет 75 % всей работы, а второй (чистовой) доводит резьбу до требуемого профиля. В комплекте из трех метчиков первый (черновой) выполняет 60 % всей работы, средний (получистовой) – 30 % и третий (чистовой) – 10 %. Метчики в комплекте различают по длине заборной части, наибольшая длина заборной части у чернового метчика.

Рис.13.10. Резьбонарезной метчик
Метчик представляет собой винт с резьбой требуемого профиля и продольными стружечными канавками. На пересечениях канавок с витками резьбы образуются резьбовые гребенки. Резание выполняется режущей частью метчика, высота режущих зубьев постепенно увеличивается. За режущей частью расположена калибрующая часть.
В отверстиях с прерывистой поверхностью (с пазом, канавкой) резьбу нарезают метчиками с винтовыми канавками.
111