

12.3. Фрезерование плоских поверхностей
В массовом и серийном производстве фрезерование более эффективно, чем строгание и долбление. При фрезеровании поверхность обрабатывается не однолезвийным инструментом – резцом, а многолезвийным вращающимся инструментом – фрезой. Повышение производительности при фрезеровании достигается также увеличением количества одновременно обрабатываемых заготовок и работающих инструментов (параллельное, последовательное или непрерывное фрезерование, фрезерование с маятниковой подачей).
Фреза – многозубый режущий инструмент, представляющий собой тело вращения, на образующей поверхности которого (а иногда и на торце), имеются режущие зубья. Главное движение (движение резания) при фрезеровании – вращательное и его совершает фреза; движение подачи – прямолинейное и его может иметь заготовка или фреза.
Фрезами обрабатывают разные виды поверхностей, в том числе и плоские (рисунок 12.11). Фрезы классифицируют по технологическим и конструктивным признакам. Одним из основных типов являются цилиндрические фрезы и торцовые фрезы. Если режущая часть фрезы имеет форму обработанной поверхности, то такая фреза называется фасонной. Номенклатура фрез очень широка. Существуют дисковые, концевые, угловые, отрезные и пр. фрезы. Фрезы могут быть цельные, составные, насадные, сборные со вставными пластинками из твердого сплава.
97
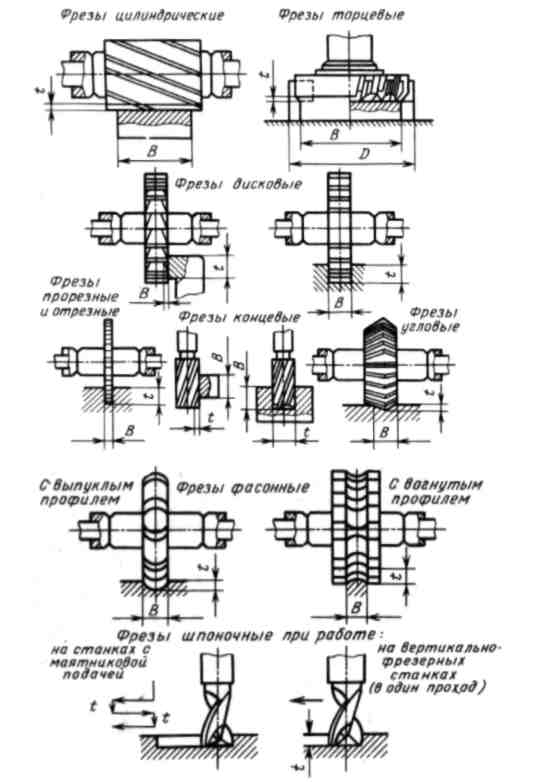
Плоские поверхности можно фрезеровать торцовыми и цилиндрическими фрезами. Фрезерование торцовыми фрезами более производительно. Это объясняется возможностью применения фрез большого диаметра.
Фрезерование цилиндрическими фрезами производится двумя способами: встречного и попутного фрезерования. При встречном способе вращение фрезы направлено против подачи, при попутном способе направление вращения фрезы совпадает с направлением подачи.
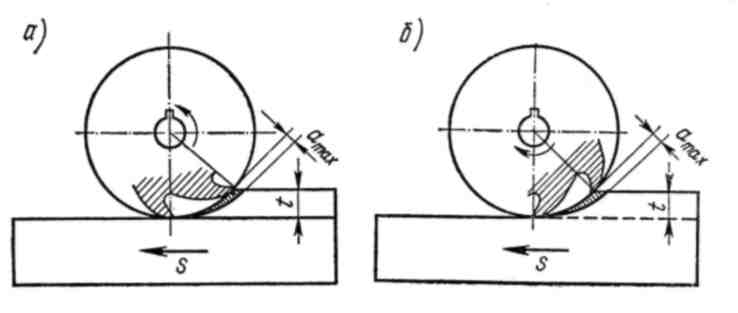
Рис.12.12. Схемы фрезерования а – встречное; б – попутное
98
При встречном фрезеровании толщина срезаемого слоя постепенно увеличивается от нуля (при входе зуба в материал заготовки) до максимального значения аmax. В процессе резания нагрузки на зуб фрезы возрастают плавно и постепенно.
При попутном фрезеровании в момент входа зуба нагрузка резко возрастает, наблюдается явление удара. Поэтому попутное фрезерование можно производить на станках, обладающих достаточной жесткостью и виброустойчивостью. Конструкция фрезы должна выдерживать ударные нагрузки. Однако этот способ более производителен и обеспечивает более высокое качество поверхности.
Фрезерные станки разделяются на следующие виды:
– горизонтально-фрезерные;
– вертикально-фрезерные;
– универсально-фрезерные;
– продольно-фрезерные;
– карусельно-фрезерные;
– барабанно-фрезерные;
– специальные (шпоночно-фрезерные, резьбо-фрезерные, фрезерно-центровальные)
Фрезерные станки первых трех видов являются станками общего назначения и применяются во всех видах производства, остальные относятся к высокопроизводительным и станки используются в серийном, крупносерийном и массовом производствах.
Горизонтально- и вертикально-фрезерные станки называются по расположению оси вращения фрезы. Вращение фрезы – это главное движение. Стол перемещается в трех взаимно перпендикулярных направлениях. Универсальные станки, кроме этого, имеют поворотный стол или поворотную головку.
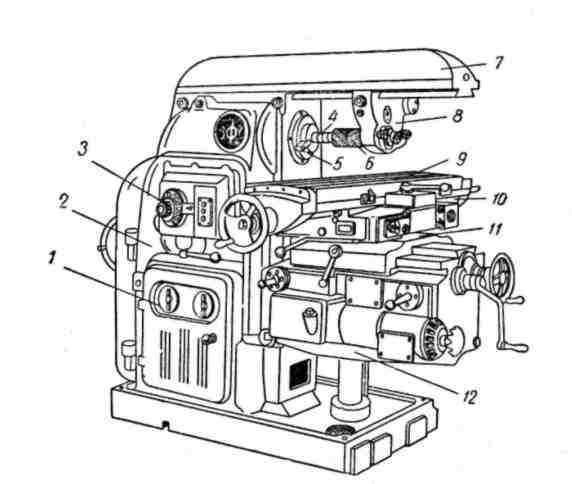
1 – коробка подач; 2 – станина; 3 – коробка скоростей; 4 – оправка; 5 – шпиндель; 6 – фрезы; 7 – хобот; 8 – серьга; 9 – стол; 10 – поворотная часть; 11 – салазки; 12 – консоль
Рис.12.13. Горизонтально-фрезерный станок
99
Продольно-фрезерные станки могут иметь несколько горизонтальных и вертикальных шпинделей. Это одностоечные или двухстоечные станки большого размера, с продольной подачей стола.
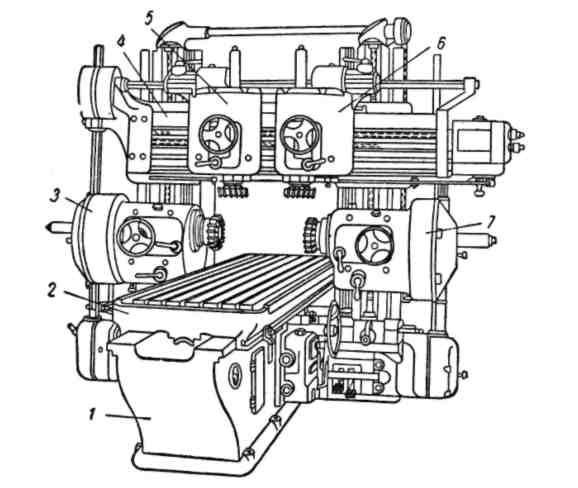
1 – станина; 2 – стол; 3, 5, 6, 7 – шпиндельные бабки; 4 – поперечина Рис.12.14. Продольно-фрезерный станок
Карусельно-фрезерные станки имеют круглый вращающийся стол большого диаметра и 1 или 2 вертикальных шпинделя. На этих станках обрабатываются плоские поверхности торцовыми фрезами. На станках, имеющих два шпинделя, совмещается черновая и чистовая обработка.
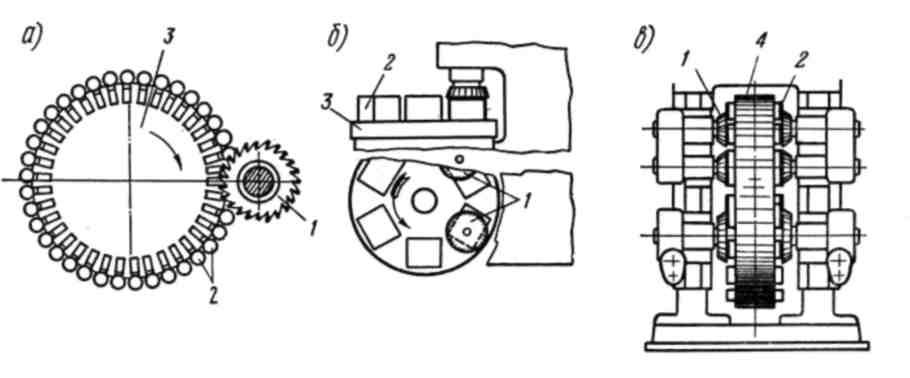
1 – фрезы; 2 –обрабатываемая деталь; 3 – стол станка; 4 – барабан Рис.12.15. Обработка на фрезерных станках
а – карусельно-фрезерный станок с одним шпинделем; б – карусельно-фрезерный станок с двумя шпинделями; в – барабанно-фрезерный станок
Барабанно-фрезерные станки служат для обработки параллельных плоскостей деталей одновременно с двух сторон, совмещая черновую и чистовую
100
обработку. Детали устанавливаются на вращающемся барабане. Фрезы (черновая и чистовая) размещаются на расположенных с двух сторон бабках.