

10.3. Установка и обработка деталей на токарных станках
Рис.10.3.
Способы закрепления заготовок на
токарном станке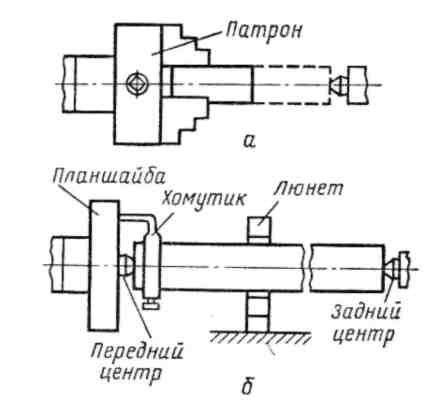
а – в патроне; б – в центрах
1 – заготовка; 2 и 3 – резцы
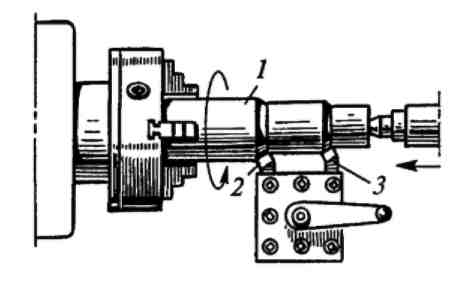
Рис.10.4. Установка заготовок в патроне с поджимным задним центром
55
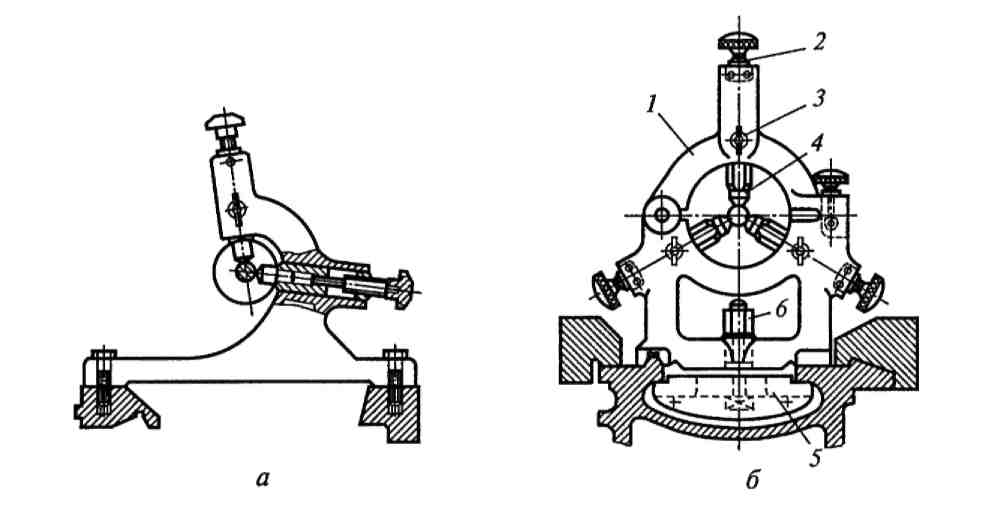
а – подвижный; б – неподвижный: 1 – верхняя (откидная) часть; 2 – винты; 3 – болты; 4 – кулачки или ролики; 5 – планка; 6 – болт с гайкой
Рис.10.5. Люнеты
Для наружного продольного чернового и чистового точения применяют проходные резцы. Резцы для чернового точения снимают стружку большего сечения, чем резцы для чистового точения.
Проходные резцы бывают прямые и отогнутые. По направлению подачи различают проходные резцы левые и правые.
а – прямой; б – отогнутый; в – левый прямой Рисунок 10.6. Резцы проходные
10.4. Режимы резания при токарной обработке
При токарной обработке различают (табл. 10.1):
– черновое (или обдирочное) точение – с точностью обработки до IТ12 с шероховатостью поверхности до Rа = 12,5 мкм;
– получистовое точение – до IТ11 и шероховатости до Rа = 3,2 мкм; – чистовое точение – до IТ8 и шероховатость до Rа = 1,6 мкм; – тонкое точение – до IТ8 и шероховатость до Rа = 0,4 мкм.
56
Таблица 10.1 Шероховатость поверхности и классы точности при обработке наружных цилиндрических поверхностей
Вид обработки |
Квалитет точности |
Шероховатость поверхности, Ra, мкм |
||
Наружное точение |
черновое |
12 – 14 |
12,5 – 50 |
|
получистовое |
11 – 13 |
3,2 – 25 |
||
чистовое |
8 – 10 |
1,6 – 6,3 |
||
тонкое |
7 – 8 |
0,4 – 1,6 |
||
При черновом обтачивании, как и при любой черновой обработке, снимают до 70% припуска. При этом назначаются максимально возможные глубина резания и подача. Глубину резания определяют в основном припуском на обработку, который можно удалять за один рабочий ход. Глубина резания для черновой обработки равна 3 - 5 мм; для получистовой – 2 - 3 мм и чистовой – 0,5 - 1,0 мм.
Подача ограничивается силами, действующими в процессе резания, которые могут привести к поломке режущего инструмента и станка. Целесообразно работать с максимально возможной подачей. Обычно подачу назначают по таблицам справочников, составленным на основе специальных исследований и изучения опыта работы машиностроительных заводов. После выбора подачи из справочников ее корректируют по кинематическим данным станка, на котором ведут обработку. При этом выбирают ближайшую меньшую подачу. Для черновой обработки подача составляет 0,3-1,5 мм/об, для чистовой – 0,1- 0,4 мм/об.
На черновых операциях повышения производительности обработки добиваются увеличением глубины резания (уменьшением числа рабочих ходов), а также подачи. На чистовых операциях подача ограничивается заданной шероховатостью поверхности, поэтому сокращение основного времени возможно за счет увеличения скорости резания.