

-
Шлицевые соединения: виды центрирования прямобочных шлицевых соединений, расчет на прочность и меры повышения прочности шлицевых соединений.
Шлицевые соединения стандартизированы и широко распространены в машиностроении. Они образуются выступами (зубьями) на валу, входящими в соответствующие впадины (шлицы) в ступице. Эти соединения можно рассматривать как многошпоночные, у которых шпонки выполнены как единое целое с валом.
Шлицевые соединения имеют значительные преимущества перед шпоночными по прочности, технологичности и точности. Повышенная прочность шлицевых соединений обусловлена тем, что: элементы, передающие вращающий момент, выполнены заодно с валом; соединение имеет меньшее число деталей (всего две детали – вал и ступица, а в шпоночном соединении – три детали: вал, ступица и шпонка); в соединении лучшее центрирование вала и ступицы; число элементов, передающих вращающий момент, больше 4 зубьев; обладает большей усталостной прочностью на изгиб зубьев вала (особенно в эвольвентном шлицевом соединении).
Размеры прямобочных шлицевых соединений бывают трёх серий: легкой, средней и тяжелой (с числом зубьев на валу Z = 6…20 и наружным диаметром вала D = 14…125 мм). При переходе от лёгкой серии к средней и к тяжелой увеличивается наружный диаметр вала D и число зубьев Z на валу (при одном и том же размере внутреннего диаметра d) следующим образом: Zл = Zc < ZT; b л = b c > b T, DЛ < Dc = DT.
Это приводит к росту нагрузочной способности соединения за счет увеличения поверхности, передающей вращающий момент.
Р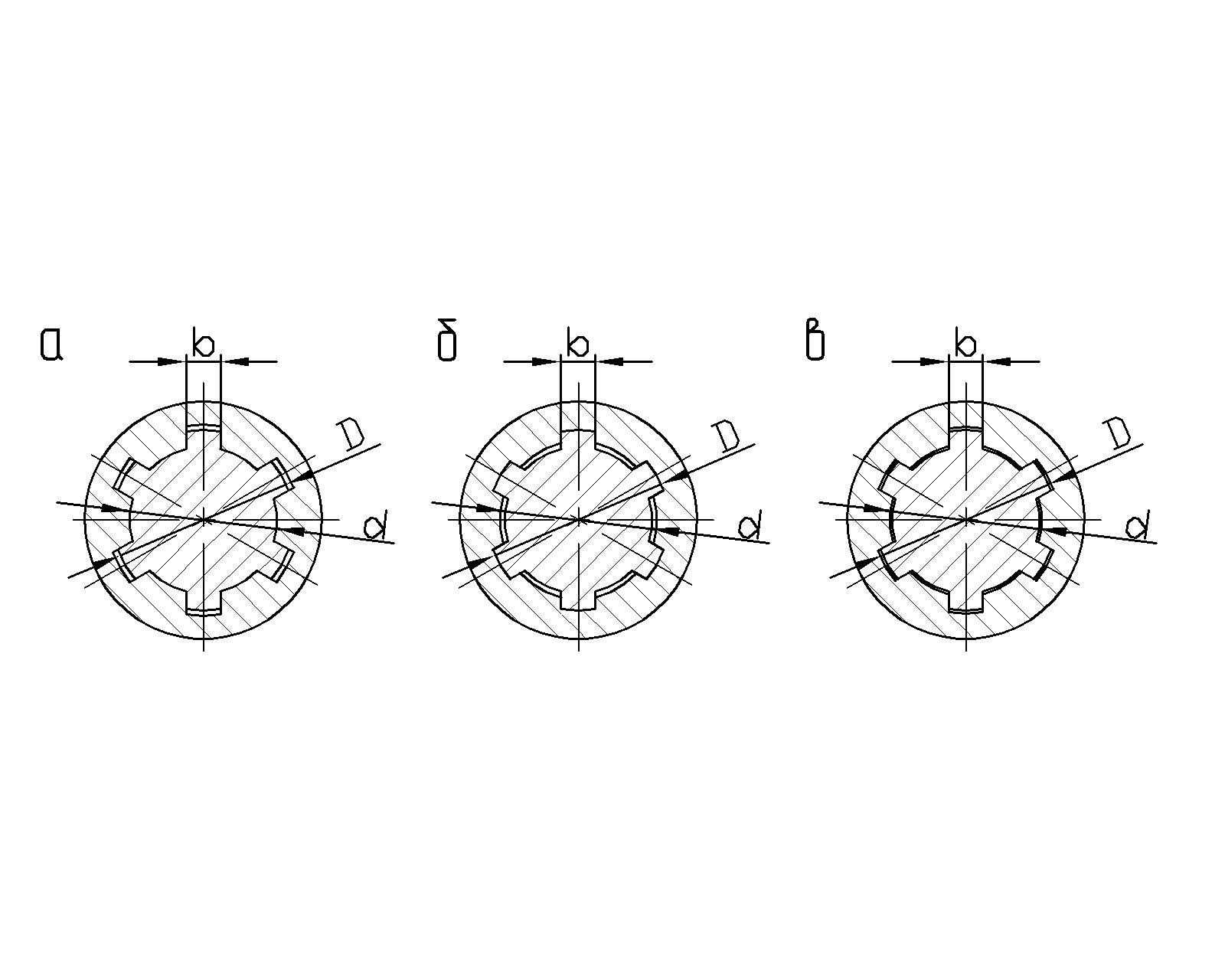 ис.
6.1. Прямобочные шлицевые соединения: а
–
центрирование
по d;
б
– центрирование D;
в
–
центрирование
по ширине шлица b.
ис.
6.1. Прямобочные шлицевые соединения: а
–
центрирование
по d;
б
– центрирование D;
в
–
центрирование
по ширине шлица b.
Центрирование (соосное положение) вала и ступицы в соединениях возможно: 1)по наружному диаметру соединения D при твёрдости ступицы Н < 350НВ (см. рис. 6.1, б); 2)по внутреннему диаметру d при твёрдости ступицы Н > 40HRC (см. рис. 6.1, а); 3)по ширине зубьев b при реверсивной работе соединения или при переменной нагрузке на него (см. рис. 6.1, в).
Наибольшее распространение получило центрирование по наружному диаметру D или по внутреннему диаметру d. Соединения тяжелой серии преимущественно используют в тяжелонагруженных тихоходных узлах. При центрировании по d и D центрирующие поверхности обрабатывают как посадочные, а по не центрирующим поверхностям выполняют значительные зазоры. Наиболее точно и просто центрирование соединения по наружному диаметру. Центрирование по внутреннему диаметру применяют при высокой твердости ступицы (Н > 40HRC). Центрирование по боковым граням шлицев обеспечивает высокую нагрузочную способность соединения при низкой соосности деталей. Благодаря отсутствию зазоров по ширине шлица этот вид центрирования используют в тяжелонагруженных соединениях, подверженных реверсивным динамическим нагрузкам.
Например, условное обозначение прямобочного шлицевого соединения с центрированием по наружному диаметру: числом зубьев Z = 8, внутренним диаметром d = 42 мм, наружным диаметром D = 46 мм и шириной зуба b= 8 мм, посадками по наружному диаметру Н7/Js6 и посадкой по ширине зуба – D9/jS7: D – 8 × 42 × 48 Н7/Js6 × 8 D9/jS7 ГОСТ 1139-80.
Расчет шлицевых соединений. Основные размеры шлицевого соединения: наружный диаметр D и длину l шлицевого участка задают при конструировании. Обычно для неподвижных соединений l > 1,5D, так как при большей длине существенно возрастают неравномерность распределения нагрузки по длине зуба и трудоемкость изготовления. Шлицевые соединения чаще всего выходят из строя по двум причинам: 1) из-за повреждения боковых поверхностей зубьев вала и 2) из-за усталостного разрушения вала. Поэтому после конструирования соединения зубья вала подвергают проверке на прочность по напряжениям смятия, а вал – расчету на усталостную прочность по внутреннему диаметру соединения.
Расчет зубьев вала
выполняют при
допущениях:
а) высота
зубьев мала по сравнению с диаметром
вала; б) передаваемый крутящий момент
между зубьями соединения распределяется
равномерно.Условие
прочности зубьев вала по напряжениям
смятия имеет вид:
![]() (6.1)
где σCM,
[σCM]
– фактические и допускаемые напряжения
смятия на рабочих поверхностях зубьев,
МПа;
Т
– передаваемый крутящий момент,
Н.мм;
Z
– число зубьев в соединении;
h,
lp
–
высота и длина рабочей поверхности
одного зуба вала, мм; ψ
– коэффициент
неравномерности распределения нагрузки
вдоль зуба,
ψ
= 0,7…0,8; dCР
– средний диаметр соединения, мм.
(6.1)
где σCM,
[σCM]
– фактические и допускаемые напряжения
смятия на рабочих поверхностях зубьев,
МПа;
Т
– передаваемый крутящий момент,
Н.мм;
Z
– число зубьев в соединении;
h,
lp
–
высота и длина рабочей поверхности
одного зуба вала, мм; ψ
– коэффициент
неравномерности распределения нагрузки
вдоль зуба,
ψ
= 0,7…0,8; dCР
– средний диаметр соединения, мм.
Входящие в ф. (6.1) параметры h, и dCР определяют в зависимости от типа соединения и вида его центрирования (табл.)
|
Прямобочные шлицевые соединения |
Эвольвентные шлицевые соединения |
|
dCР = 0,5(D + d),
h =0,5(D – d) – 2c |
При центрировании по b: dCP = d = m .Z; h = m |
|
При центрировании по D: dCP = d = m .Z; h = 0.9m |
Разрешается превышение расчетных напряжений по отношению к допускаемым не более 5%. Если проверочный расчет показал перегрузку зубьев (шлицев) по напряжениям смятия более 5%, то необходимо: -увеличить рабочую длину соединения (но не более 1,5d ), -изменить термообработку рабочих поверхностей деталей соединения, -увеличить внутренний диаметр d соединения, -затем повторить проверочный расчет.
По ф.
(6.1) можно выполнять проектировочный
расчет
шлицевого соединения: после выбора
основных размеров соединения по
внутреннему диаметру d
вычисляют
рабочую длину
lp
по зависимости:
![]() Если в результате расчета получится
lp
более
1,5d,
то необходимо перейти к большему
внутреннему диаметру соединения или
другому типу соединения вала со ступицей.
Если в результате расчета получится
lp
более
1,5d,
то необходимо перейти к большему
внутреннему диаметру соединения или
другому типу соединения вала со ступицей.
Проверочный расчет на изнашивание для прямобочных шлицевых соединений регламентирован ГОСТ 21425 – 75.
Меры повышения прочности. В связи с работой в условиях изнашивания нужно раб.поверх-ти упрочнять. В ответ-х соед-х применяют поверх-ую закалку с нагревом ТВЧ, цементацию или нитроцементацию с закалкой, азотирование. Сопряженные поверх-ти упрочняют также или из-за технолог-их трудностей подвергают улучшению. В ответственных соед-х желательно шлицы располагать по длине симметрично относительно венцов иначе возможен перекос зубьев.
-
шлицевые соединения: виды, технология изготовления, область применения каждого вида. расчет на прочность и меры повышения прочности шлицевых соединений. почему шлицевое соединение прочнее шпоночного (при равных диаметрах валов).
Шлицевые соединения образуются выступами - зубьями на валу, ходящими во впадины соответствующей формы в ступице. Вал и отверстие в ступице обрабатывают так, чтобы боковые поверхности зубьев или участки цилиндрических поверхностей (по внутреннему или наружному диаметру зубьев) плотно прилегали друг к другу. Соответственно различают шлицевые соединения с центрированием по боковым поверхностям зубьев, по внутреннему или наружному диаметру. Центрирование по диаметрам обеспечивает более высокую соосность вала и ступицы, а центрирование по боковым граням обеспечивает более равномерное распределение нагрузки по зубьям. По характеру соединения различают: неподвижные – для закрепления детали на валу; подвижные - допускающие перемещение детали вдоль вала (например, блока шестерен коробки передач станка). В зависимости от профиля зубьев различают три основных типа соединений: - с прямобочными зубьями - число зубьев Z = 6, 8, 10, 12; - с эвольвентными зубьями - число зубьев Z = 12, 16 и более; - с треугольными зубьями - число зубьев Z = 24, 36 и более. Зубья на валу фрезеруют, а в ступице — протягивают на специальных станках.
Современные методы обработки шлицев ступицы (протягивание, шлифование центрирующих поверхностей) и зубьев вала (фрезерование червячными фрезами, строгание долбяками, наружное протягивание, накатка в холодном состоянии профильными роликами, шлифование центрирующих поверхностей) обеспечивают высокую точность и взаимозаменяемость шлицевых деталей.
Наибольшее распространение в машиностроении имеют прямобочные зубчатые соединения. Их применяют в неподвижных и подвижных соединениях. Стандартом предусмотрены три серии прямобочных зубчатых соединений — легкая, средняя и тяжелая, отличающиеся одна от другой высотой и числом зубьев (чаще применяют соединения с шестью—десятью зубьями).
Соединения
с эвольвентным
профилем зубьев
тоже стандартизованы и используются
так же, как и прямобочные,
в подвижных и неподвижных соединениях.
Угол зацепления
![]() = 30°.
Ножка зуба усилена. Соединения
выполняются с центрированием по боковым
поверхностям зубьев, реже по наружному
диаметру. По сравнению с прямобочными
зубьями имеют повышенную прочность,
лучше центрируют вал в ступице, позволяют
применять типовые процессы зубонарезания.
Эвольвентные
шлицы создают меньшую концентрацию
напряжений у основания шлица, поэтому
в настоящее время получают преимущественное
распространение. Рекомендуется
для передачи больших вращающих моментов
при повышенной точности центрирования.
= 30°.
Ножка зуба усилена. Соединения
выполняются с центрированием по боковым
поверхностям зубьев, реже по наружному
диаметру. По сравнению с прямобочными
зубьями имеют повышенную прочность,
лучше центрируют вал в ступице, позволяют
применять типовые процессы зубонарезания.
Эвольвентные
шлицы создают меньшую концентрацию
напряжений у основания шлица, поэтому
в настоящее время получают преимущественное
распространение. Рекомендуется
для передачи больших вращающих моментов
при повышенной точности центрирования.
Соединения
с треугольным
профилем зубьев
применяют главным образом как неподвижные
соединения. Имеют большое число мелких
зубьев, поэтому мало ослабляют вал.
Выполняются с центрированием по боковым
поверхностям, не стандартизованы.
Рекомендуются для тонкостенных ступиц,
пустотелых валов, а также для передачи
небольших вращающих моментов. Шлицевые
соединения изготовляют из сталей с
временным сопротивлением
![]() =
500 МПа.
=
500 МПа.
Расчет шлицевых соединений. Основные размеры шлицевого соединения: наружный диаметр D и длину l шлицевого участка задают при конструировании. Обычно для неподвижных соединений l > 1,5D, так как при большей длине существенно возрастают неравномерность распределения нагрузки по длине зуба и трудоемкость изготовления. Шлицевые соединения чаще всего выходят из строя по двум причинам: 1) из-за повреждения боковых поверхностей зубьев вала и 2) из-за усталостного разрушения вала. Поэтому после конструирования соединения зубья вала подвергают проверке на прочность по напряжениям смятия, а вал – расчету на усталостную прочность по внутреннему диаметру соединения.
Расчет зубьев вала
выполняют при
допущениях:
а) высота
зубьев мала по сравнению с диаметром
вала; б) передаваемый крутящий момент
между зубьями соединения распределяется
равномерно.Условие
прочности зубьев вала по напряжениям
смятия имеет вид:
![]() (6.1)
где σCM,
[σCM]
– фактические и допускаемые напряжения
смятия на рабочих поверхностях зубьев,
МПа;
Т
– передаваемый крутящий момент,
Н.мм;
Z
– число зубьев в соединении;
h,
lp
–
высота и длина рабочей поверхности
одного зуба вала, мм; ψ
– коэффициент
неравномерности распределения нагрузки
вдоль зуба,
ψ
= 0,7…0,8; dCР
– средний диаметр соединения, мм.
(6.1)
где σCM,
[σCM]
– фактические и допускаемые напряжения
смятия на рабочих поверхностях зубьев,
МПа;
Т
– передаваемый крутящий момент,
Н.мм;
Z
– число зубьев в соединении;
h,
lp
–
высота и длина рабочей поверхности
одного зуба вала, мм; ψ
– коэффициент
неравномерности распределения нагрузки
вдоль зуба,
ψ
= 0,7…0,8; dCР
– средний диаметр соединения, мм.
Входящие в ф. (6.1) параметры h, и dCР определяют в зависимости от типа соединения и вида его центрирования (табл.)
|
Прямобочные шлицевые соединения |
Эвольвентные шлицевые соединения |
|
dCР = 0,5(D + d),
h =0,5(D – d) – 2c |
При центрировании по b: dCP = d = m .Z; h = m |
|
При центрировании по D: dCP = d = m .Z; h = 0.9m |
Разрешается превышение расчетных напряжений по отношению к допускаемым не более 5%. Если проверочный расчет показал перегрузку зубьев (шлицев) по напряжениям смятия более 5%, то необходимо: -увеличить рабочую длину соединения (но не более 1,5d ), -изменить термообработку рабочих поверхностей деталей соединения, -увеличить внутренний диаметр d соединения, -затем повторить проверочный расчет.
По ф.
(6.1) можно выполнять проектировочный
расчет
шлицевого соединения: после выбора
основных размеров соединения по
внутреннему диаметру d
вычисляют
рабочую длину
lp
по зависимости:
![]() Если в результате расчета получится
lp
более
1,5d,
то необходимо перейти к большему
внутреннему диаметру соединения или
другому типу соединения вала со ступицей.
Проверочный
расчет
на изнашивание
для прямобочных шлицевых соединений
регламентирован ГОСТ 21425 – 75.
Если в результате расчета получится
lp
более
1,5d,
то необходимо перейти к большему
внутреннему диаметру соединения или
другому типу соединения вала со ступицей.
Проверочный
расчет
на изнашивание
для прямобочных шлицевых соединений
регламентирован ГОСТ 21425 – 75.
Меры повышения прочности. В связи с работой в условиях изнашивания нужно раб.поверх-ти упрочнять. В ответ-х соед-х применяют поверх-ую закалку с нагревом ТВЧ, цементацию или нитроцементацию с закалкой, азотирование. Сопряженные поверх-ти упрочняют также или из-за технолог-их трудностей подвергают улучшению. В ответственных соед-х желательно шлицы располагать по длине симметрично относительно венцов иначе возможен перекос зубьев.
Шлицевые соединения имеют значительные преимущества перед шпоночными по прочности, технологичности и точности. Повышенная прочность шлицевых соединений обусловлена тем, что: элементы, передающие вращающий момент, выполнены заодно с валом; соединение имеет меньшее число деталей (всего две детали – вал и ступица, а в шпоночном соединении – три детали: вал, ступица и шпонка); в соединении лучшее центрирование вала и ступицы; число элементов, передающих вращающий момент, больше 4 зубьев; обладает большей усталостной прочностью на изгиб зубьев вала (особенно в эвольвентном шлицевом соединении). Недостатки зубчатых соединений: требуют специального оборудования для изготовления отверстий, более сложная технология изготовления, а следовательно, и более высокая стоимость.