

Нагрузка поперечная
F – приложенная сила
При затяжке болта на стыке деталей возникают силы нормального давления F n , а после приложения внешней поперечной нагрузки на стыке деталей возникают силы трения F ТР, препятствующие относительному сдвигу деталей.
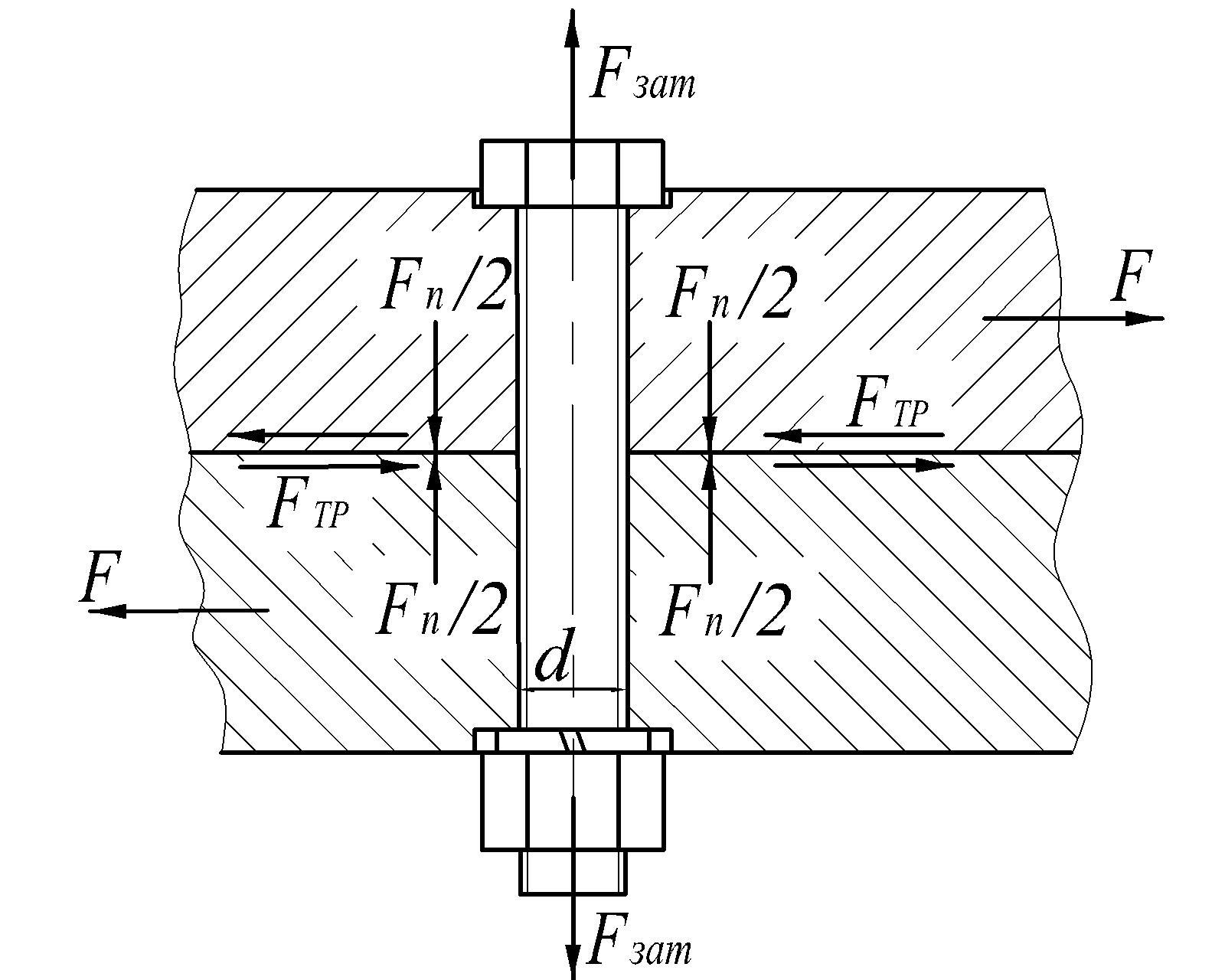
ц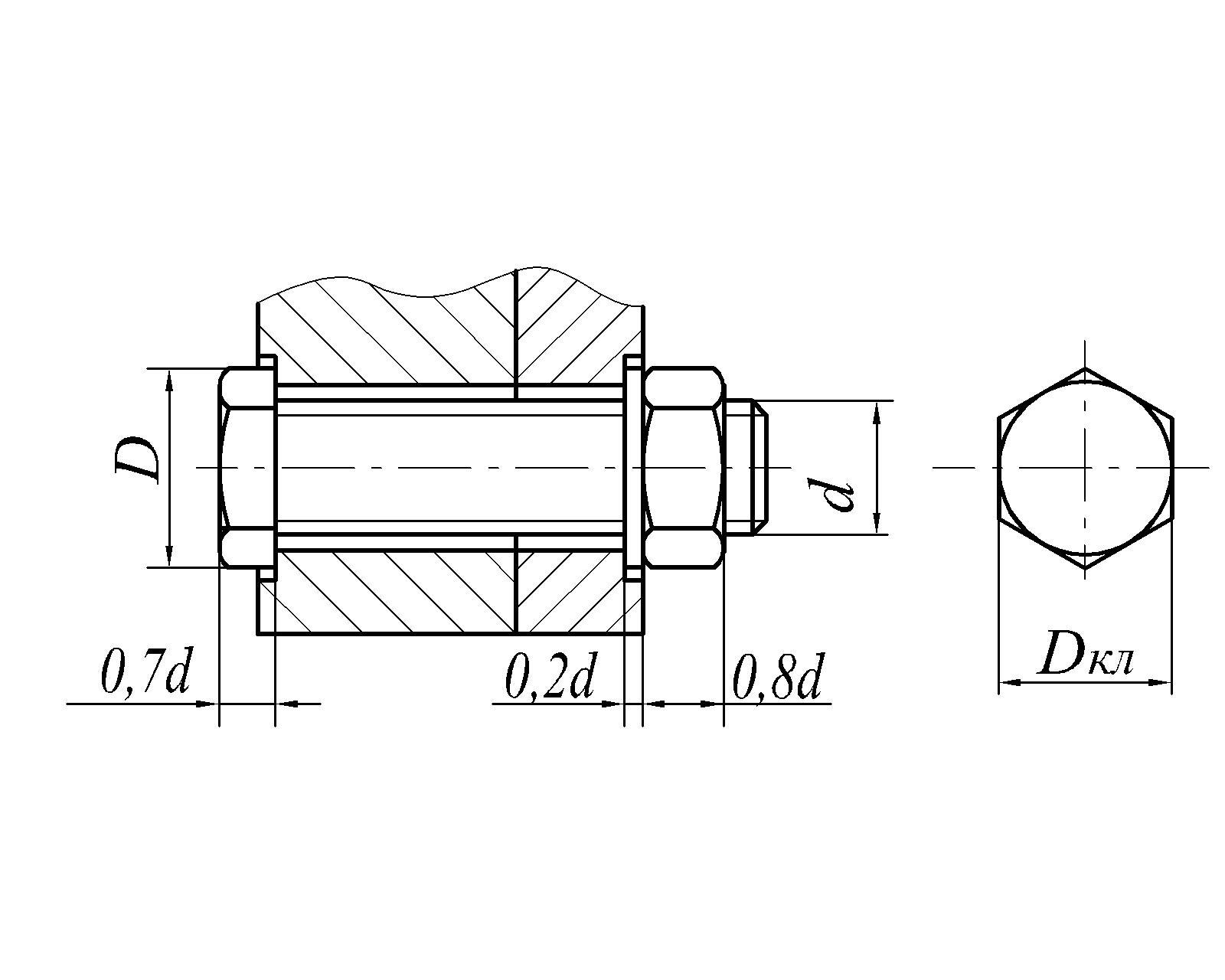 ель
расчета
– определение
величины силы затяжки F
ЗАТ,
достаточной для предотвращения
относительного сдвига деталей под
действием внешней поперечной силы.
ель
расчета
– определение
величины силы затяжки F
ЗАТ,
достаточной для предотвращения
относительного сдвига деталей под
действием внешней поперечной силы.
Взаимная неподвижность деталей под действием внешней силы F может быть обеспечена силами трения на стыке FТР F. Сила трения на стыке определяется сочетанием материалов деталей и величиной силы затяжки соединения FзАТ : FТР = FЗАТ f с
где с – число стыков в соединении; f – коэффициент трения на стыке деталей.
Тогда требуемая сила затяжки соединения: FЗАТ > F / (f с)
Переходя к знаку равенства, правую часть умножают на коэффициент k =1,5...2,0 (k – коэффициент запаса от сдвига деталей). Тогда необходимая сила предварительной затяжки: FЗАТ = k F / (f с)
Поскольку внешняя сила F непосредственно на болт не передаётся, и болт в этом соединении нагружен растягивающей силой FЗАТ, то из условия
прочности болта:
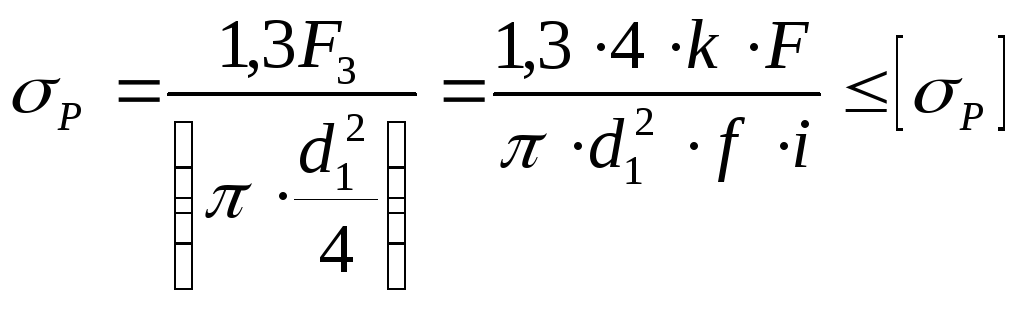
При необходимости проектного расчета легко определить
внутренний диаметр резьбы d1 , затем – наружный диаметр d и выбрать
требуемый стандартный болт.
55.Какие виды резьбовых соединений вы знаете? по каким условиям прочности выполняют расчеты резьбы? каковы особенности конструкции стандартных винтов (с точки зрения их прочности)?
Резьбовыми называют соединения деталей при помощи резьбы. Эти соединения являются разъемными и имеют весьма широкое распространение. Свыше 60% всех деталей машин имеют резьбу благодаря:
-
высокой нагрузочной способности и надежности;
-
большой номенклатуре резьбовых деталей;
-
удобству сборки и демонтажа соединений 4) малой стоимости, обусловленной стандартизацией деталей и высокой производительностью изготовления.
К недостаткам резьбовых соединений следует отнести концентрацию напряжений, вызываемую витками резьбы. при переменных нагрузках концентрация напряжений приводит к снижению усталостной прочности соединения. Изготавливают резанием на универсальных или спец.станках(в единичном производстве-вручную, что обеспечивает среднюю точность ее параметров) и накатываением гребенками или роликами на резьбонакатных станках, т.е. пластической деформацией. Этот способ высокопроизводителен и создает профиль витков не разрезая поверхностных волокон заготовки, благодаря чему предел выносливости материала готовой детали на 40-90% выше, чем с нарезанной резьбой.
Резьба –это равномерно расположенные выступы или впадины постоянного сечения образованные на бокой цилиндрической или конической поверхности по винтовой линии с постоянным шагом.
Основные детали резьбового, соединения – это винт, болт, шпилька.). В зависимости от способа сборки резьбовые соединения делят на:
1) болтовое, когда винт устанавливают в отверстия соединяемых деталей и на его резьбовой конец навинчивают гайку. Эти соединения наиболее простые и дешевые, т.к. не требуют нарезания резьбы в соединяемых деталях. Применяют болтовые соединения:
-
для скрепления деталей средней толщины или
-
деталей из малопрочных материалов либо
-
при необходимости частой сборки и разборки соединения;
Основные соотношения размеров деталей болтового соединения представлены на рис.
2) винтовое, когда винт пропускают сквозь более тонкую деталь и ввинчивают в более массивную деталь соединения (а). Эти соединения применяют
-
при достаточной толщине и прочности деталей,
-
при отсутствии места под гайку или
-
при жестких требованиях к металлоемкости конструкции;
3) шпилечное, когда материал соединяемых деталей не обеспечивает достаточной долговечности резьбы при необходимых частых сборках и разборках соединения. Шпильку ввинчивают в более массивную и прочную деталь, а другую деталь присоединяют к первой детали при помощи гайки, навинчиваемой на свободный конец шпильки (б).
В зависимости от способа изготовления винты и шпильки делят на:
а) черные, т.е. полученные горячей или холодной высадкой с последующей накаткой резьбы;
б) чистые, т.е. подученные точением с последующим нарезанием резьбы;
в) получистые, т.е. черные, но со снятой резанием фаской на резьбовом конце.
По форме стержня винты подразделяют на 3 группы:
-
с нормальным стержнем (а);
-
с утолщенным и чисто обработанным стержнем для установки без зазоров в развёрнутые отверстия соединяемых деталей (б);
-
со стержнем уменьшенного диаметра (в) с целью снижения концентрации напряжений у резьбы и лучшего восприятия переменных и ударных нагрузок на соединение; иногда на таких стержнях выполняют центрирующий поясок (г).
Крепежные винты устанавливают в отверстия деталей с зазором в 1 мм при диаметре винта от 10 до 24 мм. При d >24 мм величину зазора выбирают по ГОСТ 11284 –75.
Глубина завинчивания винтов и шпилек в зависимости от материала детали должна быть не менее :
-
(1,00…1,25) . d – для стальной детали;
-
(1,25...1,50) . d – для чугунной детали;
-
(1,50...2,00) . d – для детали из алюминиевых и магниевых сплавов.
Прочность – основной критерий работоспособности резьбовых деталей и соединений.
В связи с тем, что винты, как правило,
работают со значительной силой
предварительной
затяжки
(т.е. с
затяжкой деталей соединения до
приложения внешней нагрузки
к нему) в машиностроении для них применяют
расчет на
статическую
нагрузку.
связи с тем, что винты, как правило,
работают со значительной силой
предварительной
затяжки
(т.е. с
затяжкой деталей соединения до
приложения внешней нагрузки
к нему) в машиностроении для них применяют
расчет на
статическую
нагрузку.
В предварительно затянутых соединениях винты могут выйти из строя по одной из следующих причин :
1) разрыв стержня по резьбе или по переходному сечению при перегрузке на растяжение,
2) повреждение или разрушение резьбы при перегрузке ее витков,
3) отрыв головки за счет перегрузки по напряжениям изгиба.
Поскольку все стандартные винты изготовляют равнопрочными по всем трём перечисленным выше критериям, то их расчет можно выполнять по одному, главному критерию работоспособности – условию прочности стержня винта на растяжение [ p] p.(подробнее смотри вопрос 53 и 54)
-
шпоночные соединения посредством призматических шпонок: конструкция, назначение, передача крутящего момента через шпонку. каковы меры, которые следует предпринять в случае невыполнения условия прочности шпонки на срез?
В состав шпоночного соединения входят: вал, шпонка, ступица (зубчатого колеса, шкива, звёздочки и др.). Шпонка – это стальной брус прямоугольного поперечного сечения. Шпонку устанавливают в пазы вала и ступицы. Она служит для передачи вращающего момента от вала к ступице и наоборот.
Призматические шпонки обеспечивают лучшее центрирование вала с сопрягаемой деталью и образуют как неподвижные, так и скользящие соединения. Призматические шпонки закладывают в шпоночные канавки так, чтобы между верхней гранью шпонки и дном канавки верхней детали был зазор. Крутящий момент передается боковыми гранями шпонки, поэтому призматические шпонки должны иметь гарантированный натяг по боковым сторонам в шпоночной канавке.
При использовании призматических шпонок получают ненапряженные соединения (не возникают предварительные напряжения), которые используются в малосерийном производстве (в силовых соединениях). Шпонку устанавливают в пазы ступицы и вала примерно на одинаковую величину ее высоты (см. рис. а). Рабочими являются боковые, более узкие грани шпонок высотой h.
П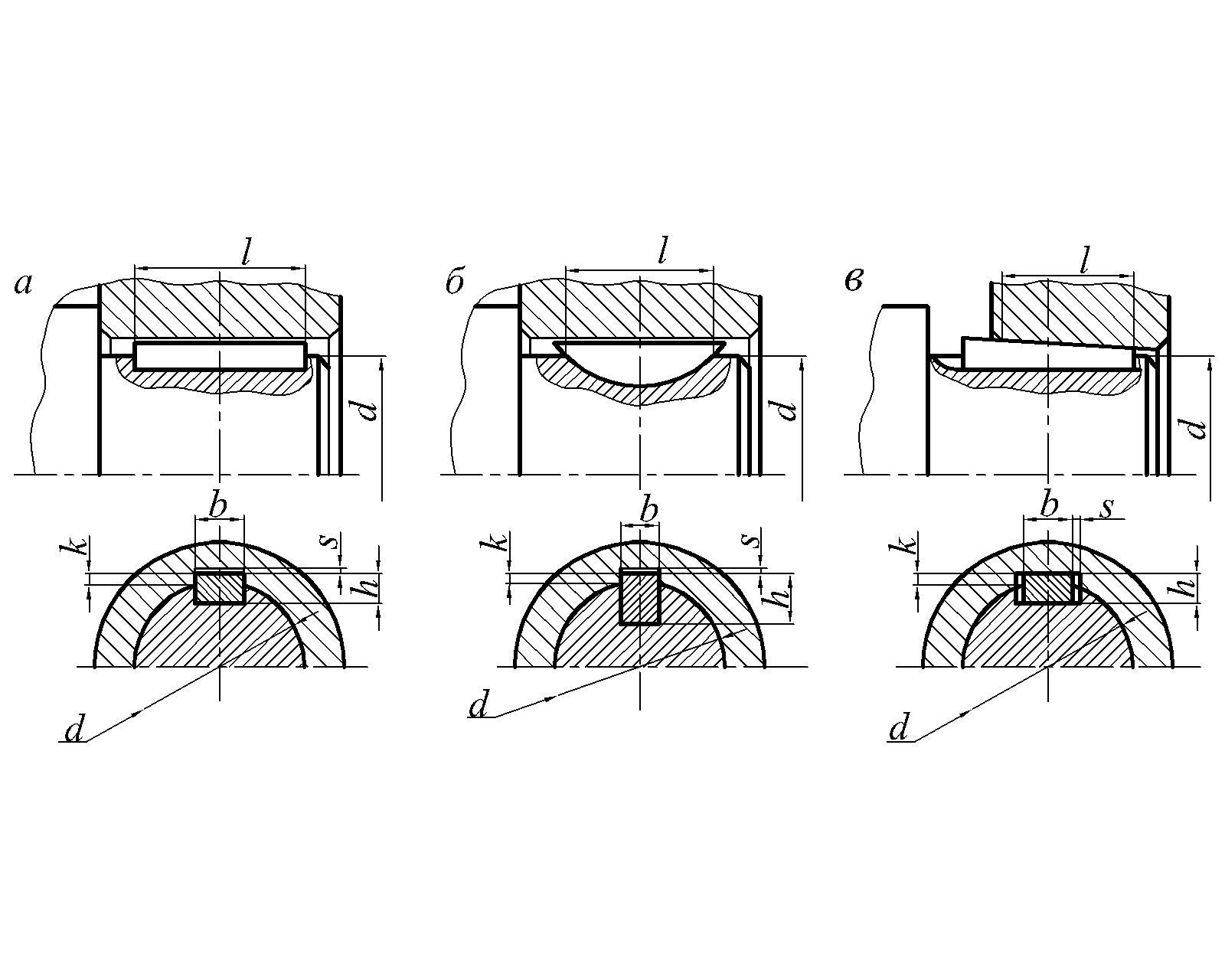 ризматические
шпонки бывают с двухсторонними
скруглёнными торцами (исполнение 1), с
двухсторонними плоскими торцами
(исполнение 2), и с одним плоским, а другим
скруглённым торцом (исполнение 3).
Призматические шпонки имеют прямоугольное
сечение с соотношением сторон b
/ h
=1 (для
валов диаметром d
< 22 мм) и соотношением в
/ h
= 2 (для
валов диаметром d
>
22 мм).
ризматические
шпонки бывают с двухсторонними
скруглёнными торцами (исполнение 1), с
двухсторонними плоскими торцами
(исполнение 2), и с одним плоским, а другим
скруглённым торцом (исполнение 3).
Призматические шпонки имеют прямоугольное
сечение с соотношением сторон b
/ h
=1 (для
валов диаметром d
< 22 мм) и соотношением в
/ h
= 2 (для
валов диаметром d
>
22 мм).
Размеры поперечного сечения шпонки: ширину “b” и высоту “h” выбирают в зависимости от диаметра вала “d”. Длину шпонки “l” выбирают, как правило, на 5…10 мм меньше длины участка вала, на котором расположен паз под шпонку. Одновременно, длина шпонки должна быть согласована нормальными рядами чисел. Длина шпонки, обычно, составляет l = (0,8…1,5)d. Во избежание неравномерности нагружения шпонки её длина не должна превышать 1,5d.
Соединение посредством призматической шпонки собирают в такой последовательности: шпонку запрессовывают в паз вала; центрируют по шпонке паз в ступице и надевают ступицу на вал.
В узлах машин призматические шпонки могут быть силовыми, направляющими и скользящими, что достигается подбором посадок шпонки в пазы вала и ступицы.
Условия прочности шпонки на смятие и срез:
![]() и
и
![]() , где
, где
Т – передаваемый крутящий момент, Н. мм; dB – диаметр вала, мм. Площадь поверхности смятия шпонки с учетом фаски f = 0,06. h; k – высота выступающей из вала части шпонки, мм; lP – рабочая длина шпонки, мм. b – ширина шпонки, мм. Допускаемые напряжения смятия для шпонок: при стальной ступице [σСМ ]= 130…200МПа; при чугунной ступице [σСМ ]= 80…110МПа.
Допускаемые напряжения среза для шпонок , [τ СР ] = 70…100 МПа.
Из условия прочности
шпонки на срез можно получить зависимость
для проектного расчета, для определения
рабочей длины шпонки:
![]()
Полученное значение рабочей длины шпонки обязательно надо согласовать с нормальными рядами чисел. Длину ступицы выполняют на 8…10 мм больше длины шпонки. Если в результате этих расчетов получится, что длина ступицы больше 1,5 dB , то целесообразнее заменить шпоночное соединение на шлицевое или на соединение с гарантированным натягом. При спокойной нагрузке на соединение допускают перегрузку шпонки не более 5%.
Если условие прочности шпонки на срез не выполняется и перегрузка превышает 5%, то следует : 1) увеличить lр шпонки или 2) поставить в соединении две (под 180°) или три шпонки (под углом 120°). Но технологически целесообразнее заменить шпоночное соединение на шлицевое, т. к. выдержать одинаковые углы расположения пазов на валу и в ступице трудно.