

Расчетные перемещения
конечных звеньев кинематической цепи при простом делении:
n
=
![]() ,
(6)
,
(6)
где n – число оборотов рукоятки;
Z – число частей для деления.
n оборотам рукоятки 4 должен соответствовать поворот шпинделя головки на 1/Z оборота.
Уравнение кинематического баланса.
n
=
![]() =
=
![]() ;
где
;
где
![]() = 1 (7)
= 1 (7)
80
Формула настройки
n
=
![]() =
=
![]() ;
(8)
;
(8)
где Zk – число зубьев червячного колеса;
Kч – число заходов червяка;
N – характеристика УДГ;
Z – число нарезаемых зубьев;
Z3 и Z4 – зубчатые колёса УДГ.
N
=
![]() =
=
![]() = 40 – характеристика УДГ-135
= 40 – характеристика УДГ-135
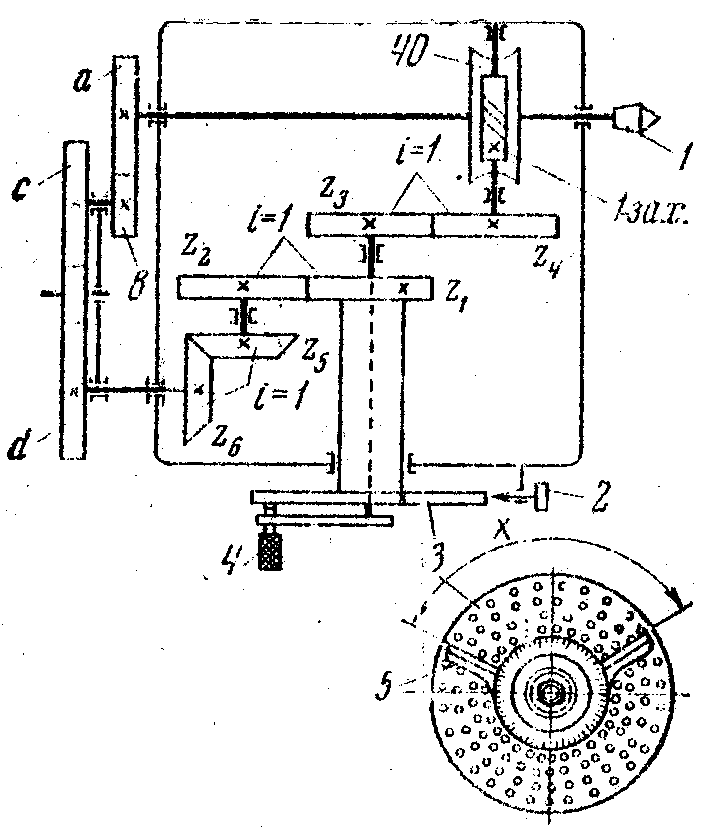
Рисунок 4 – Кинематика УДГ - 135
В зависимости от Z, n может быть в виде целого числа, правильной или смешанной дроби, т.е. в общем виде:
81
n
= C
![]() = C
+
= C
+
![]() ,
(9)
,
(9)
где n – число оборотов рукоятки;
С – целое число оборотов рукоятки;
b – число промежутков между отверстиями, отсчитываемых на диске;
а – число отверстий выбранного ряда делительного диска
Иногда приходится производить деление не по заданному числу частей Z, а по углу α между делениями, т.е. Z = 360o/ α тогда формула 2 принимает вид:
n
=
![]() =
=
![]() ,
(10)
,
(10)
где n – число оборотов рукоятки;
N – характеристика УДГ, N = 40;
α° – угол поворота шпинделя.
При простом способе возможно деление на любое число частей до 50, а свыше только на некоторые числа.
Вопрос возможности выполнения простого деления на УДГ- 135 сводится к преобразованию дроби со знаменателем a, равным числу отверстий одного из рядов делительного диска.
Пример. Произвести настройку УДГ - 135 для деления окружности на 27 частей.
Итак, Z = 27, по формуле (3) имеем:
n
=
![]() =
=
![]() = 1 +
= 1 +
![]() ;
;
Мы должны сделать один полный оборот рукоятки и ещё добавить 13 промежутков между отверстиями, отсчитанными по окружности с 27 отверстиями на диске. Окружности с 27 отверстиями на диске нет, есть 23 и 29. Но на второй стороне диска есть 54 отверстия по
82
окружности, т.е. 27 × 2 = 54. Поэтому, числитель и знаменатель домножаем на 2 и получаем:
n
= 1 +
![]() ×
×
![]() = 1 +
= 1 +
![]() , а = 54, т.е
, а = 54, т.е
Для поворота шпинделя на 1/27 часть окружности нужно рукояткой сделать на один полный оборот и 26 шагов на окружности диска с 54 отверстиями. Деление провести 27 раз.
Дифференциальное деление
Применяется в тех случаях, когда простым методом произвести деление невозможно из-за ограниченного числа окружностей с отверстиями на делительном диске, т.е. для числа делений Z, не кратное числу отверстий А на диске. В этих случаях при простом делении фиксатор рукоятки после поворота на n оборотов будет занимать какое-то промежуточное положение, т.е. фиксирование положения рукоятки невозможно.
Сущность
дифференцированного деления в том, что
абсолютный поворот рукоятки на «n»
оборотов, обеспечивающий поворот
шпинделя на 1/Z
часть окружности, состоит из поворота
рукоятки относительно делительного
диска на nх
=
N/Zх
оборотов
и поворота самого диска относительно
корпуса на
(n
- nх)
оборотов в ту или иную сторону т.е. в
общем случае n
= nx
+ (n
– nx).
Поворот (n
- nх)
делительному диску за одно деление
передается от шпинделя головки через
сменные колеса гитары настройки
![]() и передачи, коническую и цилиндрическую.
При этом диск должен быть освобожден
от стопора. Таким образом, настройка
УДГ на дифференциальное деление состоит
из:
и передачи, коническую и цилиндрическую.
При этом диск должен быть освобожден
от стопора. Таким образом, настройка
УДГ на дифференциальное деление состоит
из: