

Вертикальная подача
Вертикальная подача суппорта с Р.Г. осуществляется от электродвигателя постоянного тока М2 типа ПБСТ-22 (N = 1,3кВт. n = 3000 об/мин) через передачи Z = 13/86 при включенной муфте М6, 37/37, 37/37, червячную пару Z = 4/25 шариковый ходовой винт ХХХIII с шагом Р = 8 мм. Конец ходового винта соединен с ходовым преобразователем (Д) жесткой муфтой.
Уравнение вертикальной подачи в общем, виде:
Sверт = nдв 13/86 37/37 4/25 8 мм/мин.
На валу ХХХII имеется тормозная электромагнитная муфта Мт для торможения ротора электродвигателя при переключении с прямого вращения на обратное. Быстрое перемещение суппорта осуществляется от электродвигателя М2 через передачу 37/37 при включенной муфте М7, червячную пару 4/25 и ходовой винт ХХХIII.
Скорость быстрого перемещения суппорта: V = 3000
37/37 4/25 8 = 4000 об/мин.
52
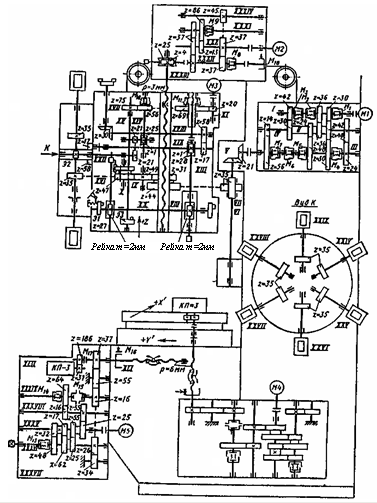
Рисунок 2 – кинематическая схема станка 2Р135Ф2
53
21:21 35:35 35:35 35:31 31:49 49:35










 2000
2000





 1400
1400






 1000
1000










 710
710









 500
500











 350
350





 280
280





 180
180




 125
125




 90
90




 63
63




 45
45

I II III IV V VI VII VIII IX X
Рисунок 3 – График частот вращения шпинделя
Поворот револьверной головки (р.Г.)
Поворот Р.Г. осуществляется от электродвигателя М3 (N=0.75, n=1500) при включенной электромагнитной муфте М9 через зубчатые колеса 23/57, червячную пару 1/28, зубчатые колеса 16/58.
Р.Г. закреплена подпружиненными тягами суппорта, находящимися в Т-образных пазах револьверной головки и, следовательно, поворачиваться не может. Поэтому при включении электродвигателя М3 и муфты М9 червяк 1 не может повернуть червячное колесо 28 и, вращаясь, будет выворачиваться из червячного колеса и, следовательно, перемещаться вниз. Движение червяка вниз будет перемещать рейку, которая, зацепляясь реечным колесом 27 будет вращать его и передавать крутящий момент через вал ХХ второму реечному колесу 27 и закрепленному на этом же валу эксцентрику Э1, который через систему рычагов освободит Р.Г., одновременно второе реечное колесо 27 переме-
54
щает рейку на валу ХVI, на котором закреплена вилка, осуществляющая вывод из зацепления зубчатого колеса 49 на валу Х. Далее червяк доходит до жесткого упора и начинает вращать червячное колесо, а, следовательно, и Р.Г. (прямой ход). Одновременно с вращением Р.Г. через зубчатые колеса 16/58, 30/30 вращается позиционный командоаппарат на валу XVII, который при выборе очередного шпинделя останавливает прямое вращение Р.Г., включая муфту М9 и включает обратное вращение, включая муфту М8. При обратном вращении Р.Г. доходит до жесткого упора суппорта и останавливается, при этом червяк 1, вывертываясь из червячного колеса 28, двигается вверх.
В этом случае вал ХХ вращается в обратном направлении; зубчатое колесо 49 вводится в зацепление с колесом 35 Р.Г., головка фиксируется.