18.5. Перспективы проектирования для техники поверхностного монтажа
Поскольку продукцией ТПМ является электронная миниатюризированная аппаратура с повышенной функциональной плотностью на единицу объема конструкции, то ее разработка, позволяющая реализовать все преимущества новой технологии, неэффективна без применения САПР.
За последние несколько десятков лет конструкторские САПР как системы геометрического моделирования были значительно усовершенствованы: появились средства 3D-поверхностного и твердотельного моделирования, параметрического конструирования, был улучшен интерфейс и т.д.
Несмотря на все усовершенствования (касающиеся в основном геометрических функций) с точки зрения всего процесса конструкторского проектирования САПР оказывают конструктору-разработчику весьма слабую помощь. Они обеспечивают описание геометрических форм и выполнение рутинных операций, таких как простановка размеров, генерация спецификаций и т.п. Эти ограничения в совокупности с чисто геометрическим интерфейсом оставляют методологию конструкторской работы примерно такой же, какой она была при использовании чертежной доски. Вместе с тем в развивающихся системах автоматизированного проектирования технологических процессов (САПР ТП или технологических САПР), а также программирования процессов изготовления ЭУ (и их конструктивов) на автоматизированном технологическом оборудовании с
Рис.16.
Рекомендации
по проектированию контактных площадок
из припойной пасты для пассивных
чип-компонентов (а)
и кристаллодержателей (б):
b
- ширина вывода навесного компонента;
h
- толщина вывода; a
- длина вывода в месте контакта; C
- размер кристаллодержателя; Lp
- длина контактной площадки
на КП

применением системы автоматизации производства (САП) эти усовершенствования не затронули процесс технологического проектирования. САПР ТП могут генерировать технологические процессы, но только при условии предварительного специального описания изделия с помощью большого объема
Размеры наносимых из пасты площадок зависят от типа компонента, его габаритов, формы и размеров его выводов, расстояния между контактными площадками КП, а также от свойств припойной пасты (рис.16). Форма и размеры площадок из припойной пасты, как и контактных площадок платы, на которую они наносятся, выбираются также с учетом последующего способа оплавления припоя.
Типовые конструктивно-технологические решения многоуровневых коммутационных плат представлены в таблице 9.
Таблица 9
Типовые конструкции многоуровневых коммутационных плат (мкп) и технология их реализации
|
Конструкторско-технологические разновидности многоуровневой коммутационной платы |
Вид сечения МКП |
Последовательность выполнения основных этапов технологического процесса изготовления МКП |
|
С применением тонкопленочной технологии и неорганического диэлектрика |
1 - жесткая подложка; 2 – коммутирующая дорожка; 3 – межслойная изоляция; 4 – межслойная коммутация. |
Подготовка
жесткого диэлектрического основания
(очистка поверхности)
|
|
С применением тонкопленочной технологии и изоляции воздушным зазором |
1 – диэлектрическое основание; 2 – коммутирующая дорожка; 3 – изолирующая прокладка. |
Подготовка
исходных заготовок и диэлектрических
прокладок
|
|
С применением тонкопленочной технологии и использованием сквозного анодирования |
1 – жесткая подложка (основание); 2 - коммутирующая дорожка; 3 – межслойная изоляция; 4 – межслойная коммутация. |
Подготовка
ситалловой подложки
|
|
С применением попарного прессования |
1 – диэлектрическое основание; 2 – коммутирующая дорожка; 3 – изолирующая прокладка; 4 – межслойная коммутация. |
Подготовка
поверхностей заготовок и изолирующих
прокладок |
|
На жестком основании с металлизацией переходных отверстий |
1
– диэлектрическое основание; 2 –
коммутирующая дорожка; 3 – изолирующая
прокладка; 4 – межслойная коммутация. |
Подготовка
поверхностей заготовок и изолирующих
прокладок
|
|
Вариант МККП-1 |
1 – диэлектрическое основание; 2 – коммутирующая дорожка; 3 – межслойный диэлектрик; 4 – межслойная коммутация. |
Подготовка
тестообразной массы на основе
мелкодисперсного порошка Al2O3
для литья керамики
|
|
|
||
|
С применением пластмассовой подложки |
1 – диэлектрическое основание; 2 – коммутирующая дорожка; 3 – изолирующая прокладка; 4 – сквозное металлизированное отверстие, заполняемое припоем. |
Подготовка
исходных пленочных заготовок и
перфорированных прокладок
|
|
С применением гибких полиимидных пленок |
1 – диэлектрическое основание; 2 – коммутирующая дорожка; 3 – изолирующая прокладка; 4 – межслойная коммутация. |
Изготовление
керамических заготовок (литьем
тестообразного материала сложного
состава на основе Al2O3)
и изолирующих прокладок
|
|
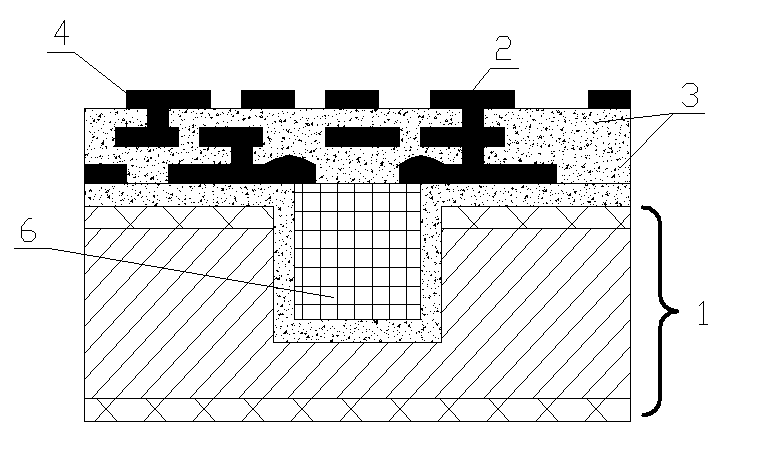
Вариант MKKП-2 |
1 – жесткая подложка (основание из анодированного алюминиевого сплава); 2 – коммутирующая дорожка; 3 – межслойная изоляция (термопластик); 4 – межслойная коммутация; 6 – кристалл. |
Подготовка
подложки из анодированного металлического
сплава (например, на основе Al), включая
формирование углублений для посадки
бескорпусных кристаллов
|
|
С применением тонкопленочной технологии и использованием обеих сторон подложки |
1 – диэлектрическое основание (жесткая подложка); 2 – коммутирующая дорожка; 3 – межслойный диэлектрик; 4 – межслойная коммутация. |
Подготовка
ситалловой подложки
|
|
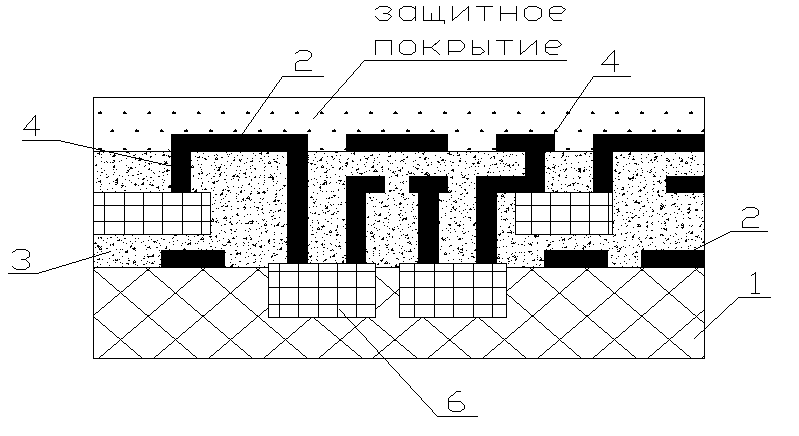
С применением металлического основания |
1 – диэлектрическое основание; 2 – коммутирующая дорожка; 3 – межслойный диэлектрик; 4 – межслойная коммутация; 6 – кристалл. |
Изготовление
диэлектрического основания платы с
формированием углублений (для навесных
компонентов и прочих деталей)
одновременно с литьем пластмассы |









|
С применением гетерослойного диэлектрика и компенсационного слоя |
1 – диэлектрическое основание; 2 – коммутирующая дорожка; 3 – изолирующие прокладки; 4 - межслойная коммутация; 8,9 – пакет МКП соответственно на гибких полиимидных основаниях и на керамических основаниях; 10 – термокомпенсационный слой (инвар, плакированный медью с двух сторон). |
Изготовление
МКП по пакетной технологии на основе
гибких с двухсторонней металлизацией
полиимидных заготовок (в пакете 8…10
слоев коммутации)
|
|
С применением полиимидных пленок и анодированного алюминиевого основания |
|
Подготовка
гибких полиимидных пленок (оснований),
прокладок и анодированного алюминиевого
основания с формированием переходных
отверстий в полиимидных пленках
|

 1
– гибкое диэлектрическое основание;
2 - коммутирующая дорожка; 3 – межслойные
изолирующие прокладки; 4 – сквозное
металлизированное отверстие; 7 –
анодированный алюминиевый сплав.
1
– гибкое диэлектрическое основание;
2 - коммутирующая дорожка; 3 – межслойные
изолирующие прокладки; 4 – сквозное
металлизированное отверстие; 7 –
анодированный алюминиевый сплав.|
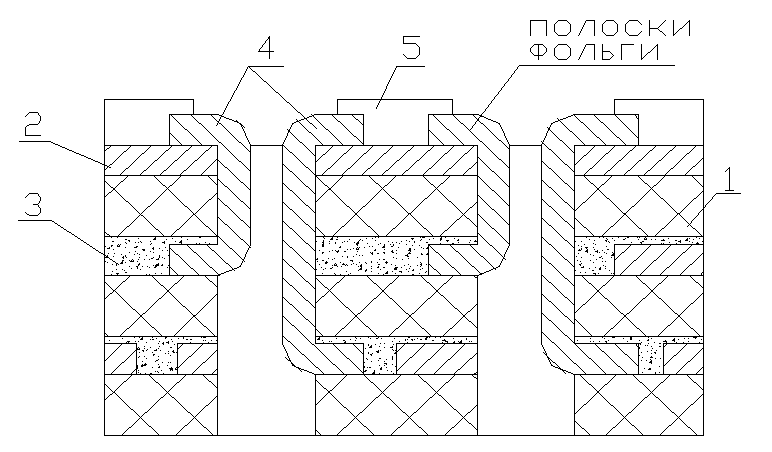
С выступающими выводами |
1 – диэлектрическое основание; 2 – коммутирующая дорожка из фольги; 3 – изолирующая прокладка; 4 – межслойная коммутация из полосок фольги; 5 – прижимные контактные колодки. |
Нарезка
заготовок диэлектрика и заготовок
медной фольги
|
|
Рельефная плата |
1 – диэлектрическое основание; 2 – коммутирующая дорожка; 3 – межслойный диэлектрик (либо перфорированная прокладка); 4 – межслойная коммутация; 6 – бескорпусной кристалл. |
Подготовка
подложек из термопластичного материала
(полисульфона, полиэфиримида либо
др.)
|