

17.3. Монтаж кристаллов в корпуса
Монтаж обычно включает две стадии:
-
соединение кристалла с основанием корпуса;
-
соединение контактных площадок на кристалле с выводами корпуса.
Есть два способа крепления кристалла – это соединение припоем или эпоксидным клеем. Для соединения припоем на основание корпуса необходимо нанести тонкий слой металла. Обратная сторона кристалла должна быть свободной от диэлектриков. Тонкая фольга из припоя помещается между кристаллом и основанием корпуса. В качестве припоя часто используется эвтектический сплав золото - кремний с температурой плавления 370С. Температура припайки кристалла должна быть выше температур последующих операций. Кремний с кристалла частично растворяется в жидком припое и при охлаждении крепко соединяется с основанием. Припой обеспечивает наилучший теплоотвод от кристалла к корпусу. Однако припой очень жесткий и неэластичный. Термомеханические напряжения в структуре, вызванные разностью коэффициентов температурного расширения кристалла и основания корпуса, могут порождать дефекты в кремнии вплоть до раскола кристалла. Кристаллы относительно больших размеров (более 3 мм) обычно соединяют с основанием корпуса эпоксидным клеем с мелкодисперсным наполнителем. Наполнитель повышает теплопроводность клея и улучшает его механические свойства. В качестве наполнителя обычно используют серебро или окись кремния. Эластичный клей сохраняет единство конструкции микросхемы даже при больших термомеханических смещениях кристалла и основания. Теплопроводность клея в 1020 раз меньше, а модуль упругости в 30 раз меньше, чем у припоя. Температура полимеризации клея лежит в диапазоне 125175С. Однако клеевое соединение выдерживает и более высокие температуры при последующих технологических операциях.
Наиболее распространенный способ соединения контактных площадок кристалла с выводами корпуса – это сварка проволокой. Широко распространенная ранее сварка золотой проволокой постепенно заменяется алюминиевой. Причина этого – самопроизвольный синтез интерметаллических соединений в контакте золота с алюминием и их кристаллизация. Поликристаллическая прослойка в контакте нарушает его механическую прочность, увеличивает сопротивление и снижает надежность. Основной метод сварки алюминиевой проволокой – ультразвуковой. Вибрация инструмента передается материалам проволоки и контактной площадки. Окислы разрушаются, а материал проволоки под действием нагрузки течет. Свежие поверхности площадки и проволоки прочно свариваются.
Второй способ соединения площадок кристалла и выводов корпуса – это использование фольгированного полиимидного носителя. Для каждой микросхемы необходимо изготовить специальный полиимидный носитель. Соединительные проводники вытравливаются в металлической фольге на полиимидной пленке. Сама пленка вытравливается в местах сварки. Носитель автоматически совмещается с кристаллом и корпусом так, что оголенные концы проводников совпадают со сварочными площадками на кристалле и в корпусе. Ультразвуковой инструмент по очереди обрабатывает сварочные соединения. При использовании носителя повышается производительность процесса, что очень важно для микросхем с большим числом выводов (более 100).
Третий способ соединения площадок на кристалле и выводов корпуса вообще не предполагает крепления кристалла на основание. Это способ перевернутого кристалла. Для этого на контактных площадках кристалла формируются шарики припоя. Процесс начинается с последовательного напыления хрома, меди и золота на все контактные площадки на пластине. Напыление ведется через металлическую маску. Слой припоя (свинец - олово) можно напылять через маску и осаждать гальванически. Отжиг структуры проводится в вакуумной камере, где пленка припоя благодаря силам поверхностного натяжения собирается в выпуклую каплю. Для монтажа в корпус необходимо, чтобы металлизированные площадки на основании совпадали с площадками на кристалле. Монтаж кристаллов ведется при температуре плавления припоя. Это самый высокопроизводительный способ сборки микросхем. Однако у него есть и недостатки. Экономически он оправдан только тогда, когда выпуск изделий ведется миллионами штук в месяц. Для каждого типа изделия требуется своя модификация корпуса с индивидуальным размещением внутренних площадок. Теплоотвод от кристалла к основанию корпуса возможен только через капли припоя, что явно недостаточно. Поэтому теплорастекатель монтируется дополнительно. Теплорастекатель может крепиться к основанию корпуса или быть внешним по отношению к микросхеме. В этом случае кристалл изолируется от воздействия внешней среды заливкой по периметру органическим герметиком. Теплорастекатель механически крепится к основанию и прижимается к обратной стороне кристалла через теплопроводную пасту, содержащую серебро. Этот способ распространен при сборке микропроцессоров с большим числом выводов.
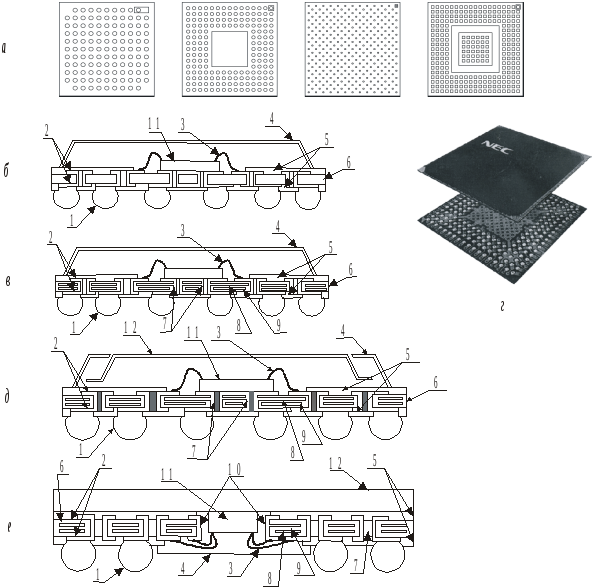
Различные варианты реализации кристаллодержателей типа BGA и CSP приведены на рис. 17.10 и 17.11. Преимущества кристаллодержателей типа BGA (см. рис. 17.10) по сравнению с PGA – эффективное использование знакоместа на КП; улучшенное исполнение в отношении тепловых и электрофизических показателей; уменьшенная толщина корпуса; лучшая ремонтопригодность. Несмотря на то, что разработано множество конструкторско-технологических вариантов корпусов BGA (для применения их в ЭУ самого разного назначения), их конструкции и технологии постоянно совершенствуются в направлении не только уменьшения массогабаритных показателей, но и повышения функциональных возможностей размещаемых в них СБИС (УБИС), причем для этого используются самые разные конструкторско-технологические методы (от уменьшения шага шариковых выводов и увеличения слоев коммутации платы-носителя до трехмерной интеграции, реализуемой различными способами) [3, 15, 16].
Р
Р

Р
