

19.3. Особенности микромонтажа бескорпусных микросхем
Анализ научно-технической информации показал, что ведущие зарубежные фирмы считают наиболее перспективные для сборки многовыводных СБИС и активно внедряют метод автоматической сборки на ленточном носителе (АСЛН).
Существует два основных варианта этого метода:
1) с использованием группового присоединения золотых контактных столбиков на контактных пощадках кристаллов к медным многовыводным рамкам на гибком ленточном носителе;
2) с использованием присоединения алюминиевых контактных площадок к алюминиевым многовыводным рамкам на ленточном носителе сваркой.
Реализация бескорпусных ИС на базе использования гибкого носителя системы выводов типа алюминий-полиимид и медь-диэлектрическая пленка позволяет повысить надежность соединений и устойчивость конструкции в целом к воздействию специальных факторов, анализ надежности бескорпусных БИС на гибком носителе проводился в ряде работ, в том числе и исследования напряженного состояния сварных соединений м сборочных узлов при их монтаже в устройства РЭА.
С целью повышения надежности при монтаже кристаллов со столбиковыми выводами на подложки используют различные конструктивные решения с целью компенсации разницы в коэффициентах термического расширения.
Например, при монтаже кристаллов с матричным расположением выводов используют составные столбики припоя, сформированные на полиимидных пленках.
Оценка структуры
Оценка структуры проводится выборочно для образцов-свидетелей. Качественное соединение не должно иметь трещин, пор и других дефектов; ширина диффузионной зоны рекомендуется в пределах 0,9..1,1 мкм. Для оценки используют телевизионно-рентгеновский микроскоп, либо металлографическое исследование на микрошлифах.
Прочность на отрыв проверяется при выборочном контроле на образцах-свидетелях с помощью разрывных машин.
Оценка по температурному перепаду является одним из самых перспективных методов для объективного контроля паяных соединений. Предварительный нагрев платы м.б. различным, но чаще всего используют нагрев электрическим током. Контролируемую плату подключают к источнику питания и после установления теплового равновесия ее со стороны соединений сканируют инфракрасным датчиком специального устройства для визуализации и сравнения с температурой аналогичной точки эталонной платы. Дефектные соединения имеют температуру на 1..50 выше номинальной. Контрольная операция легко автоматизируется при применении микропроцессорных систем управления.
Даже 100% контроль может выявить только явные дефекты исполнительного характера, а скрытые, например микроскопические неоднородности, которые только в процессе эксплуатации развиваются до опасных пределов принципиально могут быть обнаружены лишь при долговременной работе. В качестве режима испытаний рекомендуется режим:
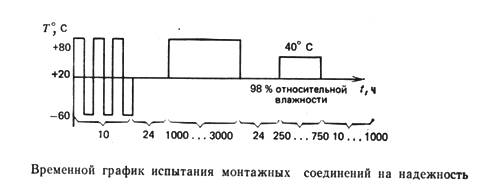
Рис.6
Анализ сварных соединений показывает, что потенциально более подвержены усталости соединения, выполненные термокомпрессионной сваркой и сваркой сдвоенным электродом.
На переходное сопротивление сварного соединения оказывают наибольшее влияние особенности структуры и напряженного состояния шва. С этой точки зрения наилучшие результаты получены при УЗ-сварке, исключающей образование хрупких интерметаллидов с пониженной электропроводностью (при соединении разнородных металлов). Правда, отрицательно влияющее на стабильность переходного сопротивления поле внутренних остаточных напряжений имеет наибольшую протяженность в соединениях, выполненных не только сваркой сдвоенным электродом и термокомпрессионной, но и УЗ-сваркой.