Оценка напряжений в сварных соединениях
Качество и эксплуатационная надежность сварных узлов при монтаже лепестковых выводов на кристалл и на подложку ГИС будут предопределяться их конструктивным исполнением, методом монтажа и уровнем напряжений, возникающих в сварных или паянных соединениях.
Рассмотрим конструктивное исполнение присоединения кристалла с точки зрения возникающих в нем напряжений.
В случае присоединения кристалла с балочными выводами напряжения в выводах (лепестках) определяются по формуле:
sл=Ел/lл*(bкр*aкр*DTкр+2*lл*aл*DTл-l*aп*DTп)
Где sл - напряжения растяжения в лепестке; Ел - модуль Юнга материала лепестка; aкр, aл, aп - коэффициенты линейного расширения материала кристалла, лепестка и подложки при монтаже и эксплуатации. См. рис 7:

Рис.7
1 - кристалл; 2 - лепестковые выводы
Конструктивное исполнение сварных узлов
При монтаже лепестковых выводов на кристалл от конструктивного исполнения и правильного выбора размеров в большой степени будет зависеть эксплуатационная надежность изделий.
При сварке лепесткового вывода к кристаллу БИС, одним из вариантов может быть схема, представленная на рис.7. В этом случае алюминиевый вывод закреплен на полиимидных рамках (внутренней и внешней частью относительно сварного соединения).
При такой конструкции имеются ограничения минимального размера " l ", который выбирается исходя из относительного допустимого удлинения материала вывода при растяжении (Dl).
Для выработки конструктивно-технологических ограничений на проектирование с целью уменьшения напряженно-деформированного состояния в сварном узле конструктивно целесообразно концы выводов носителя, присоединяемых к контактным площадкам кристалла закреплять, тем самым уменьшая возможность деформации выводов при эксплуатации модуля. В настоящей работе изучена возможность минимизации свободной от полиимида длины вывода из соображений обеспечения достаточной прочности сварного соединения. Это в данном конструктивном варианте определяется не только режимами сварки, но и геометрическими размерами вскрытого окна в полиимиде, определяющими допустимое минимальное расстояние между контактной площадкой кристалла и защитной рамкой гибкого носителя с учетом допустимой деформации вывода.
На
участке между полиимидной рамкой и КП
кристалла кремния длина вывода l
увеличивается до
![]() ,
величина относительной деформации
составит
,
величина относительной деформации
составит
![]() .
С учетом уменьшения толщины алюминиевого
вывода с
.
С учетом уменьшения толщины алюминиевого
вывода с
![]() до
до
![]() и величины толщины контактной площадки
и величины толщины контактной площадки
![]() уравнение деформации в нашем случае
можно записать:
уравнение деформации в нашем случае
можно записать:
![]() . (1)
. (1)
С
учетом
![]() уравнение (1) преобразуем к виду
уравнение (1) преобразуем к виду
![]() .
.
Из последнего уравнения определим минимальное расстояние l от защитной рамки до контактной площадки кристалла (до сварочного инструмента)
![]() . (2)
. (2)
Для
упрощения решения и обеспечения запаса
прочности алюминиевого вывода (10…20%)
величинами
![]() и 0,5
и 0,5![]() можно пренебречь. Тогда выражение (2)
примет вид:
можно пренебречь. Тогда выражение (2)
примет вид:
![]() . (3)
. (3)
Выявлено что, приведенная зависимость (3) при использовании алюминия в лакофольговом материале ФДИ-АП1-50 по ЫУ0.037.042 ТУ, применяемом для изготовления плоских конструкций (относительное удлинение алюминия – 20 %) достаточно хорошо согласуется с экспериментальными результатами.
Проведенные
расчеты показывают целесообразность
уменьшения
![]() ,
что может достигаться рядом
конструктивно-технологических приемов:
как уменьшением толщины в исходном
фольгированном материале, так и
уменьшением за счет химического травления
фрагмента полиимида над телом кристалла.
,
что может достигаться рядом
конструктивно-технологических приемов:
как уменьшением толщины в исходном
фольгированном материале, так и
уменьшением за счет химического травления
фрагмента полиимида над телом кристалла.
При монтаже лепестковых выводов, жестко закрепленных в полиимидной рамке, групповой импульсной пайкой на столбиковые выступы кристалла, расчетная формула выглядит так:
lЛ ³ (EЛ * bкр /2)*(aкр*DTкр)/((2*tСР*hСМ/sл)-EЛ*aЛ*DTЛ
где : EЛ , tСР , aЛ - модуль упругости, допустимое напряжение
среза, коэффициент линейного расширения материала вывода;
hСМ , sл - высота столбика и толщина вывода;
DTкр , DTЛ - температура нагрева кристалла и лепестка
bкр - размер кристалла.


Рис.8
1 - алюминиевый вывод; 2 - внутренняя полиимидная рамка;
3 - кристалл; 4 - наружная полиимидная рамка
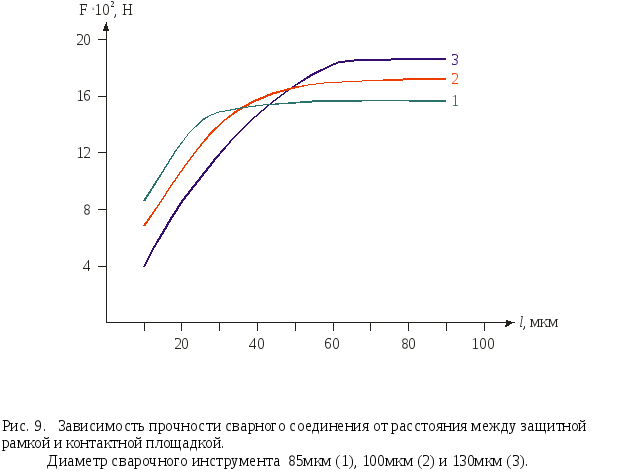
Рассмотрим зависимость прочности сварного соединения от Æ сварного инструмента и расстояния от КП до защитного кольца.
На рис.9 приведены зависимости P=f(l) для случаев использования сварочных инструментов с рабочим торцом Æ100, 130 мкм. Согласно рисунку 9 при l=30 мкм (Æ100) прочность стабилизируется, однако, окончательная стабилизация прочности наступает при l=40-50 мкм, т.к. при l=30 мкм имеет место отрыв по месту сварки в 50% случаев, из-за напряженного состояния узла.
При размере торца сварочного инструмента Æ130 мкм при l=30 мкм еще сказывается эффект "подреза", и превышение средней прочности сварных соединений при l=60 мкм объясняется увеличением зоны взаимодействия.