

Технологические рекомендации по выполнению сварных узлов
Прочностные характеристики и уровень надежности сварных и паяных соединений зависят в большей степени от правильного выбора сварного или паяного соединения, уровня и характера деформирования зоны сварки, сочетания соединяемых материалов.
При сварке плоских выводов на контактные площадки кристаллов БИС прочность соединения зависит от характера деформации. Наиболее высокой прочностью обладает сварное соединение с ребрами жесткости. Такой вид наиболее оптимален при ограниченной ширине вывода.
При монтаже лепестковых выводов на контактные площадки кристалла для снижения механических напряжений, возникающих из-за неравномерного деформирования и возможного смещения защитных полиимидных рамок необходимо проводить сварку выводов в определенной последовательности - рис.10.
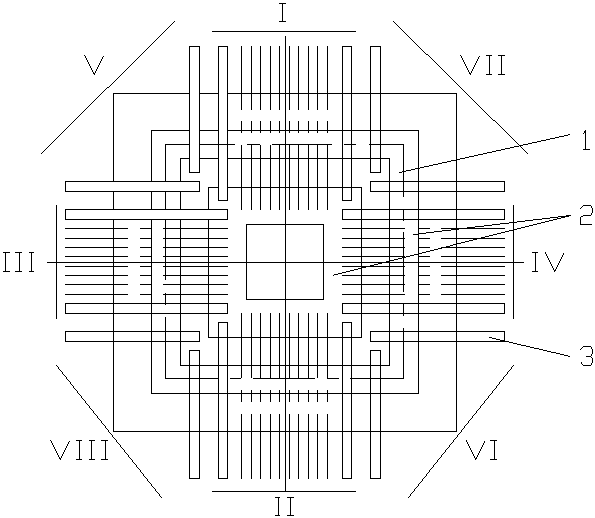
Рис.10
1 - кристалл;
2 - защитные полиимидные рамки;
3 - алюминиевые выводы;
I - VIII - последовательность сварки
Параметры режима ультразвуковой сварки лепестковых выводов на плату оптимизируются на основе уравнения регрессии для конкретного типоразмера соединения. За оптимальные параметры можно принять: удельное давление 22 - 30 Н/мм2; длительность импульса 50 - 60 мс; мощность ультразвуковых колебаний подбирается экспериментально.
При УЗС алюминиевого вывода к КП кристалла и подложки сварная точка должна формироваться с ребрами жесткости крестообразной формы за счет специальной конструкции рабочего торца инструмента. При этом ребра жесткости формируются за счет канавок на инструменте с радиусом, равным половине толщины алюминиевого вывода. При сварке на подложку выводов (лепестков) относительно большой ширины диаметр сварной точки должен составлять около 0,4 от ширины вывода, при этом расстояние от центра сварной точки до конца вывода должно быть не меньше диаметра сварной точки.
При одиночной сварке выводов к кристаллу должен реализовываться определенный алгоритм: сначала свариваются выводы с одной стороны кристалла, затем с противоположной, а угловые выводы свариваются в последнюю очередь в такой же последовательности.
19.4. Технология создания микроконтактов методами пайки
Наиболее распространенным методом получения контактных соединений является пайка.
Пайка - процесс неразъемного соединения материалов в твердом состоянии путем введения расплавленного припоя в зазор между ними (в месте пайки) при температуре ниже температуры плавления соединяемых материалов и последующего затвердевания расплава. Паяное соединение образуется в результате физико-химического взаимодействия на границе соединяемых материалов и припоя. Качество соединения в этом случае во многом определяется процессами при пайке: оплавлением припоя, смачиванием, растеканием, растворением, диффузией и кристаллизацией.
При пайке должны быть обеспечены хорошая смачиваемость соединяемых поверхностей припоем, защита от окисления при нагреве до заданной температуры. В свою очередь температура плавления в месте пайки должна быть выше температуры на последующих технологических операциях и температуры эксплуатации изделия после его изготовления. Обеспечивается надежная фиксация соединяемых поверхностей на этапе затвердевания припоя. Выполненное соединение должно соответствовать заданной механической прочности, высокой электропроводности, антикоррозионной стойкости при климатических воздействиях. Для обеспечения прочного соединения после пайки соединяемые материалы выбирают с близкими по значению температурными коэффициентами линейного расширения (ТКЛР) либо используют высокопластичные припои, которые ослабляют возникающие в паяных соединениях механические напряжения. Типично при монтаже ЭВС и их конструктивов применение оловянно-свинцовых (мягких) припоев типа ПОС - 61 (61% Sn и 39% Рb). Диаграмма состояния на рис.11 показывает возможные фазы ряда сплавов Sn-Рb.

Рис.11. Диаграмма состояния Sn-Pb (штриховкой показан
диапазон приемлемых температур для припоя в ванне)
При эвтектической температуре, соответствующей 183 °С, образуется эвтектика, т.е. из сплава выделяются одновременно А- и В-растворы, минуя область двух фаз, вследствие чего эвтектическая структура является наиболее однородной со стабильными во времени электрофизическими и прочностными характеристиками.
Другие виды сплавов имеют худшие характеристики из-за процесса расслоения структуры в твердом состоянии, который идет во времени даже при комнатной температуре, что вызывает разупрочнение паяных соединений, изменение их электропроводности и ухудшение прочих характеристик. Поэтому важно при пайке поддерживать постоянным как состав компонентов припоя, так и температуру процесса пайки. В противном случае качество и стабильность паяных соединений гарантировать невозможно.