

-
Варианты совершения обработки металла аргоном в ковшах
Процесс САВ, разработанный в Японии, предусматривает наличие на зеркале металла в ковше, накрытом крышкой, синтетического шлака, рис.7.20.
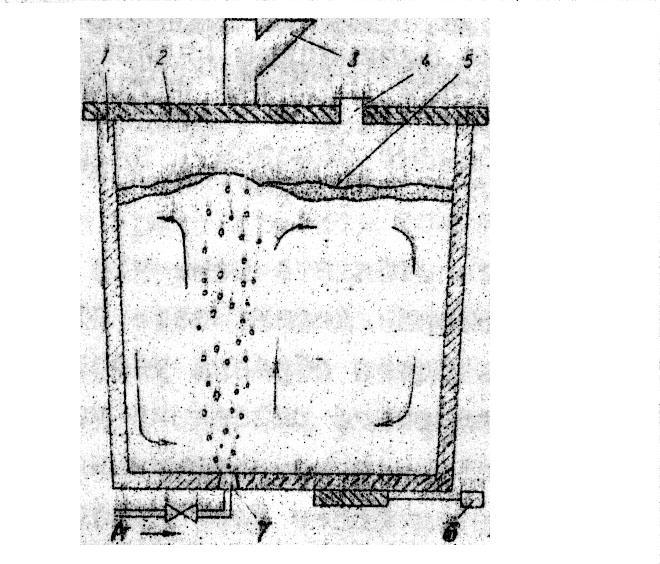
Рис. 7.20. – Схема САВ – процесса:
1 – ковш с металлом; 2 – крышка ковша; 3 – устройство для загрузки ферросплавов; 4 – отверстие для отбора проб; 5 – синтетический шлак; 6 – шиберный затвор; 7 – пористая пробка для ввода аргона.
Обеспечивается вытеснение воздуха из пространства над металлом продувочным аргоном и снижение потерь тепла излучением. Металл предохраняется от взаимодействия с атмосферой, а дополнительный запас тепла позволяет удлинить обработку.
SAB – процесс (рис.7.21) применяется тогда, когда не удается полностью отсекать шлак при выпуске плавки. Метод предусматривает установку погружного колпака над продувочным устройством, которым отсекается основная масса покровного шлака, а внутри колпака вводимыми добавками формируется синтетический шлак.
Ферросплавы вводятся через колпак. пространство которого заполняется аргоном, что обеспечивает большую степень их усвоения.
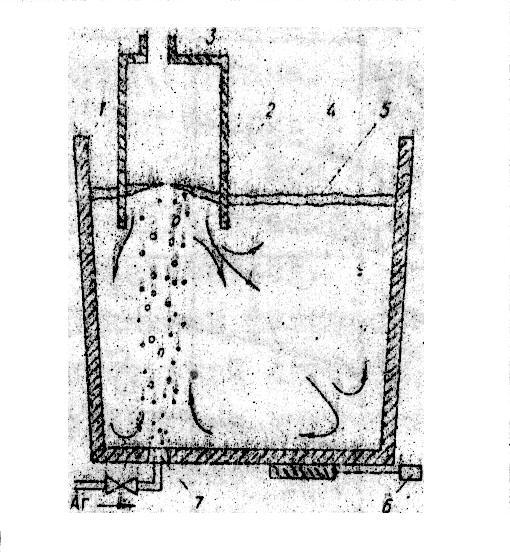
Рис. 7.21. – Схема SAB – процесса:
1 – ковш с металлом; 2 – погружной огнеупорный колпак; 3 – отверстие для подачи материалов; 4 – синтетический шлак; 5 – окислительный шлак; 6 – шиберный затвор; 7 – пористая пробка для ввода аргона.
CAS – процесс (рис.7.22) предусматривает отсечку покровного шлака при погружении огнеупорного колпака, торец которого закрыт расплавляющимся металлическим конусом. Ковш и колпак перекрыты сверху крышками. Обеспечивается снижение потерь тепла и нейтральная атмосфера в колпаке, через который вводятся ферросплавы и др. добавки. Степень усвоения алюминия достигает 90%, а углерода и легирующих элементов – до 100%.
Фирмой «Симимото металл индастриз» разработан процесс IR – UT, (рис.7.23) предусматривающий инжекцию в металл рафинирующих порошков и химический нагрев ванны со скоростью до 7˚С/мин. Установка оборудована двумя фурмами для подачи кислорода и рафинирующих реагентов в потоке аргона (азота). Зеркало металла в ковше перекрывается погружным огнеупорным колпаком, через который вводят раскислители и легирующие. Обеспечивается регулирование температуры металла, рафинирование и гомогенизация.
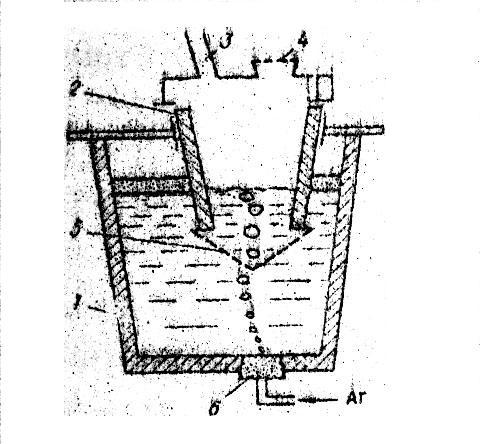
Рис. 7.22. – Схема СAS – процесса:
1 – ковш с металлом; 2 – погружной колпак из высокоглиноземистых огнеупоров; 3 – отверстие для отбора проб; 4 – люк для ввода ферросплавов; 5 – расправляющийся конус из листовой стали, препятсвующий попаданию шлака при опускании колпака в металл; 6 – пористая пробка для ввода аргона.
Широкое распространение способов обработки стали в ковшах, с применением продувки аргоном, оправдывается следующими достигаемыми результатами:
- минимальные капитальные и эксплуатационные затраты и большие возможности по совершенствованию технологий;
- усреднение химического состава стали с обеспечением отклонения содержания элементов от среднего значения на уровне погрешности анализа при снижении брака по химическому составу до 4%;

Рис. 7.23. – Схема IR – UT – процесса:
1 – кислород; 2 – аргон (азот); 3 – бункер с присадками; 4 – бункер с порошковыми реагентами; 5 – инжектирующий газ; 6 – лебедка погружного колпака; 7 – кислородная фурма; 8 – погружной калпак; 9 – отвод газов; 10 – фурма; 11- ковш; 12 – тележка.
- снижение угара раскислителей и легирующих элементов, позволяющих снизить расход ферросплавов;
- исключение в металле неметаллических включений размером более 40мкм и существенное снижение общего их содержания;
- достижение определенной степени дегазации металла по водороду и азоту;
- обеспечение оптимизации температурного режима разливки стали;
- осуществление непрерывной разливки металла с горячей посадкой заготовок, не требующих зачистки;
- повышение микронеоднородности и механических свойств металла;
- интенсификация процесса вакуумирования, обработки металла синтетическими шлаками и порошкообразными реагентами.