

-
Комплексное внепечное рафинирование стали
По мере совершенствования простых методов внепечной обработки стали, рассмотренных ранее, получают распространение и методы комплексного рафинирования металла. В отличие от простых методов. комплексные методы обеспечивают одновременно дегазацию металла и удаление вредных примесей, а в некоторых вариантах и подогрев металла. Комплексные методы обработки обеспечивают более высокую эффективность по достигаемым результатам и сокращению затрат, но требуют усложнения конструкции ковша и более сложного оборудования. Комплексы состоят из нескольких установок, используемых в различных сочетаниях (модульная система) или представляют собой универсальные многофункциональные системы, обеспечивающие сокращение общей продолжительности обработки.
Одним из вариантов комплексной технологии является, совмещение обработки синтетическим шлаком с вакуумированием стали. Оборудование используется такое же, как при струйном вакуумировании стали, переливаемой из ковша в другой ковш. В результате вспенивания шлака и диспергирования струи металла в вакуумном пространстве величина межфазной поверхности возрастает до 1600 м2/т металла. В движущейся через относительно вязкий шлак капле металл непрерывно перемешивается с обновлением контактной поверхности. Окисленность шлака в контакте с металлом низкая. В этих условиях устойчиво обеспечивается степень десульфурации на уровне 70%, полное удаление неметаллических включений размером свыше 15 мкм с общим снижением кислорода на 75%. Дегазация металла по водороду около 40%. т.е. ниже, чем при простом вакуумировании, так как растворимость водорода в основных шлаках значительно выше, чем в металле.
В реже используемом варианте вакуумирования в столбе шлака (ВСШ) струя металла вакуумируется в небольшой вакуумной камере с последующим рафинированием капель в струе шлака барометрической высоты в шлаковом рукаве, рис. 7.29.
Рафинируемый металл накапливается в приемном сталеразливочном ковше, который специальная следящая система опускает, сохраняя рукав погруженным в шлак. Рафинировочные свойства шлака в способе ВСШ используются более полно, обеспечивая степень десульфурации до 90% и уменьшение неметаллических включений в 3-5 раз. В отличие от простой обработки металла синтетическим шлаком при вакуум-шлаковой обработке диспергируется металл, а не шлак, что исключат наличие в металле мелких шлаковых частиц.
Эффективным, часто применяемым является совмещение продувки металла аргоном с другими простыми методами обработки металла. Это обеспечивает перемешивание фаз, создание готовой поверхности раздела газ-металл, увеличение скорости массопереноса и пр.
Примером способа обработки стали в многофункциональном агрегате, является ASEA – SKF – процесс, возникший в Швеции в 1964 году. Способ предусматривает использование индукционного перемешивания и подогрева металла электрическими дугами в ковше с крышкой, футерованными специальными огнеупорами. Вакуумирование производится на втором стенде при накрывании ковша вакуум плотной крышкой. Предусмотрена также возможность использования рафинирующих смесей. При необходимости металл в таком ковше может выдерживаться до двух часов.
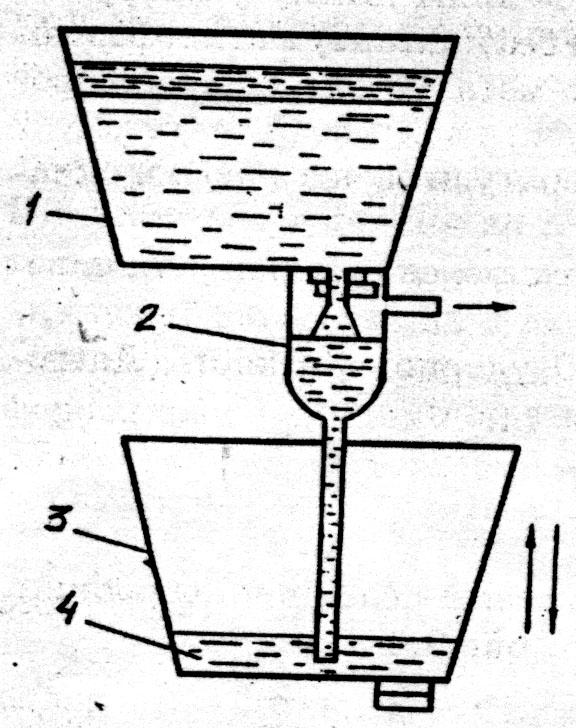
Рис. 7.29. – Схема способа ВСШ:
1 – вспомогательный ковш; 2 – вакуумная камера; 3 – сталеразливочный ковш; 4 – синтетический шлак.
Боле простой Finkl – процесс, впервые появившийся в США, в отличие от ASEA – SKF предусматривает перемешивание металла продувкой аргоном.
Комбинируются, также варианты последовательной обработки стали. Вначале на установке с вдуванием кальций содержащих материалов, а затем на установке циркуляционного вакуумирования. Постепенно в мировой практике получает широкое распространение процесс в агрегатах ковш-печь рис.7.30.
Комбинируется дуговой догрев, обработка синтетическими шлаками (или порошками), корректировка химического состава и продувка аргоном. Обеспечивается рафинирование металла с обеспечением заданного химического состава и температуры. Корректирующие добавки и модификаторы могут вводиться порошковой проволокой с помощью трайб-аппаратов. При доводке металла в агрегатах ковш-печь в сталеплавильных агрегатах технологический процесс упрощается, выпускается полупродукт с более низкой заданной температурой, что облегчает получение низкого содержания фосфора. Производительность и стойкость плавильных агрегатов существенно повышается, особенно дуговых печей. Агрегат ковш-печь облегчает своевременную подготовку металла очередной плавки к разливке на МНЛЗ методом «плавка на плавку».
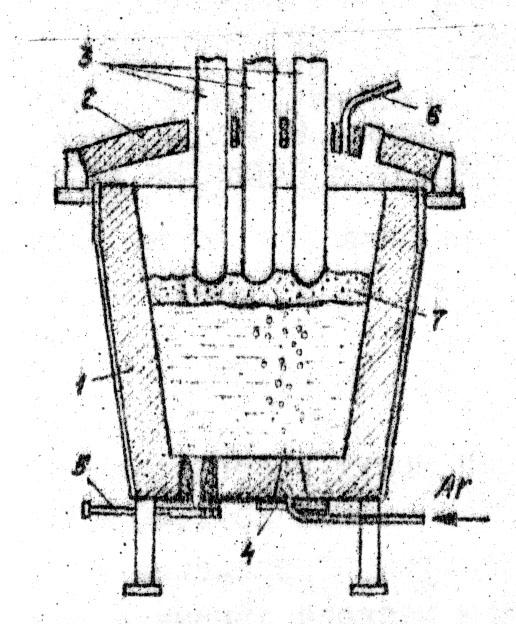
Рис. 7.30. – Установка типа ковш-печь:
1 – ковш; 2 – свод; 3 – электроды; 4 – пористая пробка; 5 – шиберный затвор; 6 – подача инертного газа; 7 – синтетический шлак.