

4.3.1. Дутьевой режим кислородно-конвертерной плавки
Под этим термином понимают совокупность следующих факторов: конструкция фурмы, ее положение относительно металлической ванны, интенсивность продувки.
Кислородная фурма обычно выполняется из трех цельнотянутых труб, концентрически входящих одна в другую. По центральной трубе подается кислород, две другие служат для подвода и отвода охлаждающей воды. Фурма заканчивается головкой (наконечником), выполненной из меди или сплавов на ее основе. Вначале фурмы были односопловые, сейчас повсеместно применяют многосопловые фурмы. Идея заключается в том, чтобы рассредоточить подачу дутья и добиться более равномерного выделения газов (СО, СО2) из ванны конвертера.
Применяются фурмы с соплами Лаваля, обеспечивающие сверхзвуковые скорости истечения газа и максимальную кинетическую энергию струи. Обычно скорость истечения из такого сопла кислорода составляет 450 – 550 м/сек.
Положение фурмы относительно жидкой ванны по ходу продувки, как правило, меняется. В начале продувки фурма поднята над ванной. При этом, в зависимости от высоты подъема фурмы и давления кислорода, реакционная зона может представлять собой лунку (кратер) или полость, заполненную газообразным кислородом и каплями металла (рис.4.7).
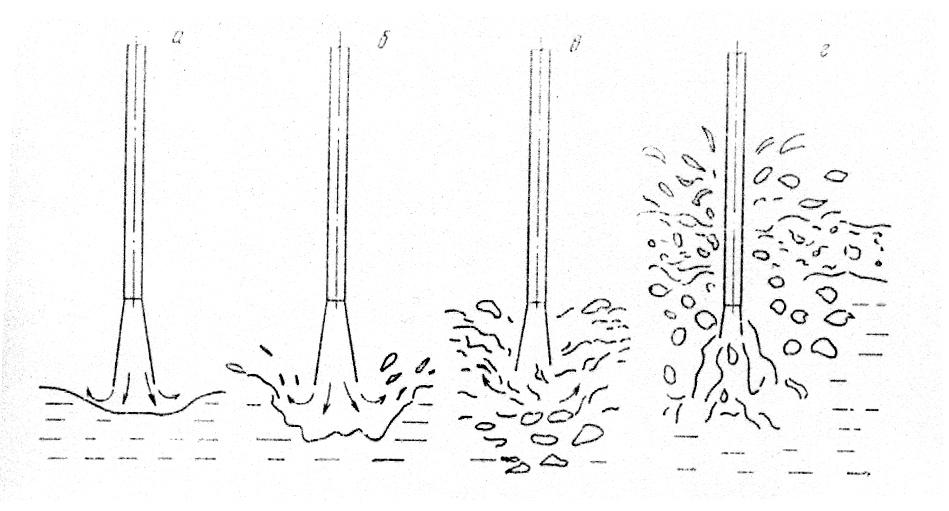
Рис. 4.7. – Схема взаимодействия газовой струи с жидкостью:
а – открытая лунка со стабильной поверхностью; б – открытая лунка с выносом брызг жидкости; в – глубокая проникновение струи в жидкость; г – продувка во вспененной ванне .
В первом случае движение жидкости вызывается только действием отраженной струи.
По мере опускания фурмы на стенках кратера образуются волны, затем нарушается сплошность жидкости, струя внедряется в металл и дробится сама, так, что реакционная зона состоит из пузырей газа, капель металла, а в начальном участке она представляет собой участок непосредственного контакта газообразной струи и металла. Значительная часть кислорода в этом случае теряется с отраженной струей.
И, наконец, продувка заглубленной струей. В этом случае нет отраженной газовой струи, а реакционная зона представляет собой полость внутри металлической ванны с окружающими ее газовыми пузырями.
Характерными для конвертерного процесса являются положения фурмы в и г . При этом надо учитывать, что одновременно с изменением положения фурмы относительно уровня спокойной ванны происходит вспенивание ванны и повышение фактического уровня металла в конвертере.
Располагая первичную реакционную зону в верхней части ванны, мы обеспечиваем интенсивное поступление оксидов железа в шлак. Изменяя положение фурмы и давление дутья можно легко в широких пределах регулировать положение первичной реакционной зоны и содержание оксидов железа в шлаке.
На практике в начале продувки фурму располагают на расстоянии 2,5…4,0 м от уровня спокойной ванны, затем ее упускают на 2…3 м.
Давление обычно походу продувки поддерживают постоянным: в кислородопроводе 1,5…2 МПа, а непосредственно перед фурмой не ниже 1,2 МПа. Это обеспечивает проведение продувки с интенсивностью 2,5…4 м3/т мин. Значение интенсивности зависит от конструкции фурмы и размеров конвертера. Агрегаты вместимостью 350…400 т оснащены многосопловыми фурмами, что позволяет вести продувку с интенсивностью 5…7 м3/т мин. Длительность продувки практически не зависит от вместимости конвертера и составляет в среднем 12 мин.