

7.1.2. Дегазация металла
Одним из назначений
процесса вакуумирования стали является
снижение содержания в ней водорода
и азота, которые оказывают существенное
влияние на физико-механические
свойства металла. Растворимость
водорода в железе возрастает при
повышении температуры и скачкообразно
изменяется при фазовых превращениях,
рис. 7.1.
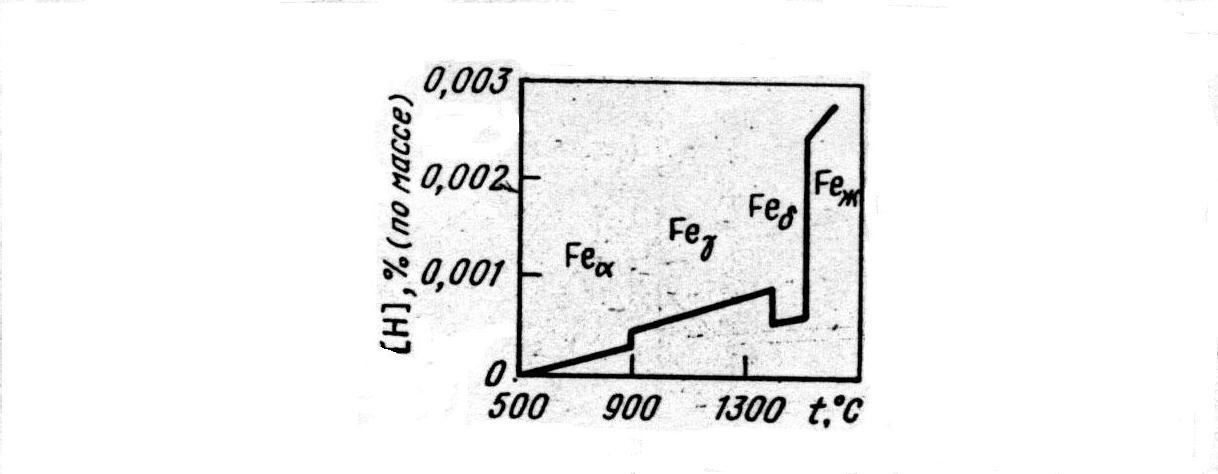
Рис. 7.1. – Растворимость водорода в железе.
По ходу плавки
содержание водорода в металле зависит
от парциального давления Н2О над
ванной: [H]
= K′![]() .
В жидком железе водород находится в
виде протона Н +. Скорость миграции таких
малых частиц в расплавленном железе
очень велика. В твердом состоянии α
– Fe
более проницаемо для водорода, чем
γ –Fe,
но растворимость водорода выше в γ-
Fe,
имеющего большие поры в кристаллической
решетке. Содержащиеся в металле
элементы повышают растворимость
водорода ( неодим, цирконий, церий,
торий, лантан, титан, ванадий ) или
понижают ( углерод, кремний, алюминий)
в зависимости от силы связи с железом
и характера влияния на стабилизацию
той или иной кристаллической решетки
железа.
.
В жидком железе водород находится в
виде протона Н +. Скорость миграции таких
малых частиц в расплавленном железе
очень велика. В твердом состоянии α
– Fe
более проницаемо для водорода, чем
γ –Fe,
но растворимость водорода выше в γ-
Fe,
имеющего большие поры в кристаллической
решетке. Содержащиеся в металле
элементы повышают растворимость
водорода ( неодим, цирконий, церий,
торий, лантан, титан, ванадий ) или
понижают ( углерод, кремний, алюминий)
в зависимости от силы связи с железом
и характера влияния на стабилизацию
той или иной кристаллической решетки
железа.
При содержании водорода более 0,0005% создаются локальные напряжения и снижаются пластические свойства, что приводит к возникновению флокенов в прокате и поковках при содержании углерода более 0,25% и в легированных сталях мартенситного и перлито-мартенситного классов. Кроме того повышенное содержание водорода в прокате из легированных сталей приводит к образованию волосовидных трещин и повышению центральной пористости, а в высоколегированных хромистых и кремнистых сталях вызывает рослость слитков, образование свищей и газовых пузырей.
Предотвратить образование флокенов удается при замедленном охлаждении или длительном изотермическом обжиге после горячей пластической деформации. Но более эффективным и экономичным, является вакуумирование стали. При содержании водорода ниже 0,0002% в легированной и ниже 0,0003% в углеродистой стали по всему сечению сталь становится нечувствительной к образованию флокенов даже при охлаждении на воздухе.
Экспериментальные данные о растворимости азота в железе представлены на рис. 7.2., из которого следует:
1. растворимость азота в α - и δ - железе при повышении температуры возрастает, а в γ-железе – понижается в связи с понижением прочности нитрида Fe 4N;
2. растворимость азота при фазовых превращениях резко изменяется.
По влиянию примесных элементов на растворимость азота в жидком железе они делятся на две группы:
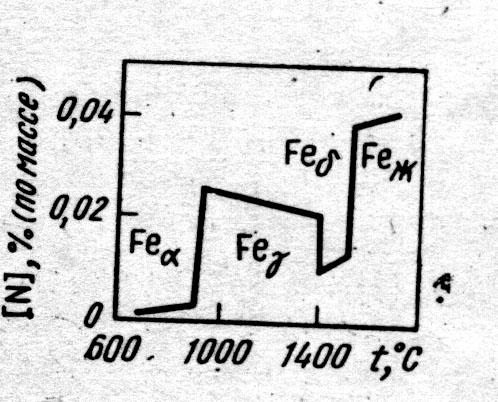
Рис. 7.2. – Растворимость азота в железе.
1. элементы, образующие прочные нитриды (ванадий, ниобий, лантан, церий, титан, алюминий) повышают растворимость азота в железе, увеличивают растворимость азота также хром, марганец и молибден, не образующие прочных нитридов, но они обладают большим сродством к азоту, чем к железу;
2. снижают растворимость азота в железе углерод, никель, медь и фосфор не образующие нитридов, а также кремний, имеющий большее сродство к железу, чем к азоту.
При быстром охлаждении из-за скачкообразной растворимости во время фазовых превращений азот, как и водород, не успевает выделиться, и раствор становится пересыщенным. Процесс выделения избыточного азота протекает во время эксплуатации изделий, что снижает пластические свойства металла, и получило название старение металла. Размеры частиц азота в металле значительно больше, чем водорода, поэтому коэффициент диффузии его на два порядка ниже, чем водорода, кроме того на процессы растворения и удаления азота существенное влияние оказывают поверхностно активные кислород и сера, которые снижают скорость перехода азота через границу раздела фаз.
Молекулярный азот – химически малоактивен, так как большая прочность его молекул обуславливает высокую энергию активацию реакций, протекающих с участием азота. Энергия диссоциации молекул азота очень велика и составляет 945 кДж/моль. Поэтому термическая диссоциация азота заметна только при очень высоких температурах. Так при 3000˚С диссоциирует лишь около 0,1% молекул азота. Насыщение металла атомарным азотом протекает с высокими скоростями. Поэтому в локальных зонах с повышенной температурой массоперенос азота существенно повышается. Это относится к зоне горения дуги, у кислородной фурмы и пр.
Нейтрализуют вредное влияние азота, образуя прочные нитриды алюминия, титана, циркония, ванадия и др. элементов. Однако эти элементы обладают большим сродством к кислороду, которого обычно в стали содержится примерно в 5 раз больше, чем азота. Поэтому металл загрязняется оксидными неметаллическими включениями, снижающими качество стали. В связи с этим проблема устранения вредного влияния азота на качество стали до появления вакуумной обработки, оставалась трудноразрешимой задачей.
Глубокое раскисление металла углеродом в процессе вакуумирования, предшествующее введению нитридообразующих элементов, позволяет при низком содержании оксидных неметаллических включений полностью связать азот в стойкие нитриды и вывести его из твердого раствора. В этом случае сталь упрочняется карбонитридами и нитридами при сохранении высоких пластических свойств, и азот становится полезной примесью.
Вакуумная дегазация основана на уменьшении парциального давления водорода и азота в газовой фазе. Расчеты показывают, что при 1600˚С условиям равновесия с металлом, содержащим 0,0002% водорода и 0,003% азота (которые почти не снижают качество стали) соответствует газовая фаза с парциальным давлением водорода и азота на уровне 5кПа.
При вакуумировании снижение содержания водорода и азота в стали обеспечивается в результате следующих процессов:
- десорбции водорода и азота с поверхности пузырей СО (или аргона) внутрь и выноса из ванны с этими пузырьками;
- десорбции газов с открытой (открывающейся при перемешивании) поверхности ванны, к которой их атомы перемещаются в результате конвекции или диффузии;
- выделение пузырей водорода и азота, зарождающихся в ванне на поверхности футеровки или неметаллических включений в случае высоких содержаний газов и наличии благоприятных условий;
- всплывания гидридных и нитридных неметаллических включений при наличии в расплаве соответствующих элементов.
Кинетика удаления водорода и азота при вакуумировании стали определяется условиями протекания следующих основных стадий процесса:
- перенос атомов водорода и азота к поверхности раздела металл-газ;
- диффузия через тонкий не перемешиваемый диффузионный слой расплава;
- адсорбция атомов газа в поверхностном слое;
- реакция молизации;
- десорбция образовавшихся молекул в газовую фазу;
- отвод молекул газа от поверхности.
Результирующая скорость дегазации пропорциональна интенсивности перемешивания ванны и удельной поверхности металл-газ. Большую роль в ускорении дегазации при вакуумной обработке играет одновременное выделение пузырей СО, которые являются дополнительными маленькими вакуумными камерами (первоначальное парциальное давление водорода и азота в них равны нулю) и интенсивно перемешивают металл.