

29
проявляется, прежде всего, за счет снижения себестоимости продукции (завоевание рынка снижением цен) и улучшения условий труда (завоевание рынка рабочей силы).
1.3.4.Технология и факторы производства. Для про-
изводства товаров и услуг используются различные виды эко-
номических ресурсов или факторов производств (производст-
венных факторов): трудовые (рабочая сила и управление), материальные (сырье, материалы, комплектующие изделия и т.д.), капитал (здания, оборудование и товарно-материальные ценности) и др. Эффективность использования каждого из производственных факторов зависит от применяемой в процессе производства технологии и технологичности изделия. Например, мебельную продукцию технологически можно изготавливать вручную, с использованием типового деревообрабатывающего оборудования или с использованием станков-автоматов. В зависимости от количества выпускаемой продукции эффективность ее изготовления будет определяться видом применяемой технологии: чем выше объем выпуска, тем дешевле будет ее изготовление. С увеличением объема и массовости производства становится целесообразным рост механизации и автоматизации производства.
1.3.5.Технология и производственная мощность предприятия. Максимально возможный расчетный объём выпуска продукции в единицу времени при действующей технологии и оптимальном использовании оборудования называется
производственной мощностью предприятия. Понятие "произ-
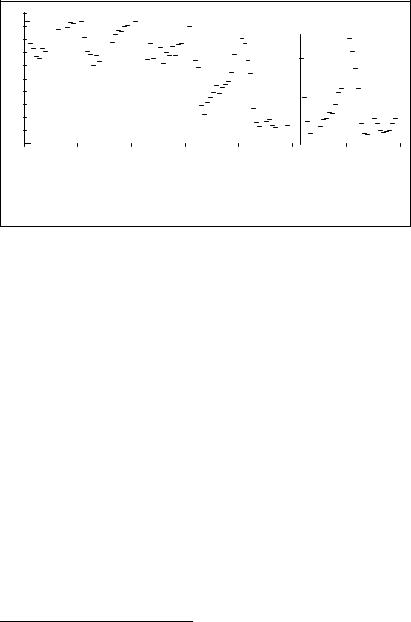
водственная мощность" широко используется при определении степени загрузки предприятия заказами, эффективности работы предприятий и т.д., в том числе – в материалах Госкомстата. Производственная мощность зависит от применяемой в производстве технологии, уровня прогрессивности и состояния технологического оборудования, а ее использование во многом зависит от спроса на соответствующую продукцию. В качестве примера можно рассмотреть динамику использования производственной мощности при производстве машиностроительной продукции и черных металлов в 1990–2007 гг. (рис. 1.9).
30
100 |
94 |
|
|
|
|
|
|
|
9294 |
|
|
|
|
|
9194 |
|
|
|
|
|
|
|
|
|
90 |
|
|
|
|
|
|
|
|
|
81 |
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||
90 |
|
|
73 |
|
|
|
|
|
|
|
|
|
|
|
71 |
|
|
|
|
|
|
|
|
|
|
|
82 |
|
|
|
|
|
|
|
|
77 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||
80 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
64 |
|
|
|
|
|
|
|
|
69 |
|
|
64 |
|
|
|||||||||||||||||||
70 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
60 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
50 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
22 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
40 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
30 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
13 |
||
20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Чугун |
|
|
|
|
|
|
|
|
|
|
|
Сталь |
|
|
|
|
|
|
|
|
|
|
|
|
Легковые автомобили |
|
|
|
|
|
|
|
|
|
Груз. автомобили |
|
|
|
|
|
|
|
|
|
Металлореж. |
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||
|
|
|
83 |
|
|
|
|
|
|
|
81 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
66 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
58 |
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
42 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
14 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
19 |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
станки |
|
|
|
|
|
|
|
|
|
|
|
КПО* |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тракторы |
||||||||||||||
*КПО – кузнечно-прессовое оборудование
Рис. 1.9. Использование производственной мощности промышленных предприятий по выпуску отдельных видов продукции в 1990–2007 гг., %
Ист.: Российский статистический ежегодник.–2008….–383 с.
Использование производственной мощности в машиностроительной отрасли упало в последние годы до 20–30%, в то время как падение в экспортопоставляющей металлургической отрасли – всего лишь до 80–90%. График показывает, что в условиях либерализации1 внешней торговли предприятия перерабатывающих отраслей России технологически оказались не готовыми к конкуренции на внешнем рынке и, потеряв спрос на свою продукцию, сократили производство.
1.4.Технологическая подготовка
итехнологическое обеспечение производства
Технологическая подготовка производства (ТПП) включает в себя совокупность взаимосвязанных научно-технических, проектных, производственных, маркетинговых и, при необходи-
1 Либерализация (от лат. liberalis – свободный) экономики – расширение свободы экономических действий хозяйствующих субъектов, снятие ограничений на экономическую деятельность, раскрепощение предпринимательства (Райзберг Д.А., Лозовский Л.Ш., Стародубцева Е.Б. Современный экономический словарь.– М.: ИНФРА-М, 1998.– 479 с.).
31
мости, инвестиционных процессов, обеспечивающих технологическую готовность предприятия (фирмы) в принятые сроки выпускать продукцию установленного качества.
ТПП регламентируется системой стандартов, объединенных в Единую систему подготовки производства (ЕСТПП). Кроме того, при разработке технологической документации, средств, процессов и методов ТПП используются стандарты Единой системы конструкторской документации (ЕСКД), Единой системы технологической документации (ЕСТД) и другие нормативные документы, указанные в ГОСТе 14.002–73. Это создает условия для создания единой информационной базы подготовки и технологического сопровождения выпуска новых изделий.
ТПП включает в себя решение следующих задач:
конструкторско-технологический анализ изделия;
анализ и обеспечение технологичности новой продукции;
анализ существующих технологий, оборудования, технологической оснастки и производственных мощностей предприятия;
разработку технологических процессов производства новой продукции;
разработку и изготовление нестандартного технологического оборудования и оснастки.
Конструкторско-технологический анализ изделия производится с целью определения соответствия его конструкции технологической системе предприятия, отработки его на технологичность и внесение соответствующих изменений в конструкторскую документацию. После анализа и оценки готовности существующих технологий, оборудования, технологической оснастки и производственных мощностей предприятия к выпуску нового изделия разрабатываются предложения по их модернизации и доработке, включая проектирование новых участков, приобретение и изготовление технических средств, подготовку и переподготовку кадров и т.д. На основе конструкторско-технологического анализа изделия разрабатывается технологическая документация, описывающая, определяющая и регламентирующая технологические процессы изготовления нового изделия и его конструктивных элементов.
Одновременно с ТПП производится организационная подготовка производства, которая включает в себя:
нормирование потребностей в различных видах матери- ально-технических ресурсов;
проектирование новых производственных участков и рабочих мест;
заключение договоров с новыми поставщиками матери- ально-технических ресурсов;
32
разработку оперативно-календарных планов запуска и выпуска продукции;
подготовку и переподготовку рабочей силы и др.
Впроцессе ТПП на основе ЕСТД разрабатываются различные виды технологической документации, которые определяют и регламентируют технологические процессы изготовления продукции: технологические, маршрутные и операционные карты, инструкции, операционные чертежи и т.д., ведомости заказа
инормы расхода материалов, полуфабрикатов, инструментов, принадлежностей и т.п.
Втечение всего периода выпуска изделий технологические службы предприятия осуществляют технологический контроль их производства на соответствие требованиям технологической документации. По мере изменения конструкции и совершенствования технологии соответствующие изменения вносятся
ив технологическую документацию.
1.5.Технологическая система и материально-техническая база промышленности
Материально-техническую базу промышленности составляют основные производственные фонды (ОПФ) – здания, сооружения, оборудование и др. средства труда, функционирующие на протяжении нескольких лет. Активная часть ОПФ – станки и оборудование, инструмент, приборы контроля, вычислительная техника и др. технические средства, непосредственно участвующие в технологическом процессе изготовления продукции, являются мате- риально-технической базой любой технологической системы. Их состояние, прогрессивность и эффективность использования определяет конкурентоспособность фирмы и выпускаемых ею товаров.
Основными параметрами, определяющими состояние ОПФ, являются степень их износа, возрастная структура и коэффициент обновления.
Износ основных средств – старение, изнашивание зданий и оборудования в процессе их производственного использования. В технологическом аспекте износ может рассматриваться как физический, характеризующийся износом материалов, из которых созданы основные средства, потерей их первоначальных качеств, постепенным разрушением конструкций и т.д., и моральный, связанный с последовательным отставанием ранее созданных основных средств производства от их современного технического уровня (моральное старение).
33
В экономическом аспекте износ основных фондов рассчитывается в форме амортизации. Амортизация (от лат. amortization
– погашение) – исчисленный в денежном выражении износ основных средств в процессе их использования и одновременно форма перенесения стоимости используемых средств производства на произведенный с их помощью продукт. Она осуществляется в виде включаемых в себестоимость продукции (в издержки производства) амортизационных отчислений из суммы денег, полученных за проданную продукцию, накопления этих средств в амортизационном фонде и последующего их использования для проведения капитального ремонта или ввода новых средств труда.
Годовые амортизационные отчисления по каждой группе средств труда определяются как отношение их первоначальной стоимости к установленному нормативному сроку их службы
(количеству лет). Отношение годовой суммы амортизационного фонда к среднегодовой стоимости основных фондов, выраженное в процентах, называется нормой амортизации. Например, норма амортизации многоэтажных зданий составляет 1%, что соответствует нормативному сроку их службы 100 лет.
Оценка состояния оборудования и его прогрессивности по степени износа, тем более в условиях инфляции, не достаточно объективно отражает сложившийся уровень технологического обеспечения, так как в последние 10–15 лет цены на все виды работ и продукции выросли в десятки раз. Первоначальную стоимость приобретенного 10–20 и более лет назад оборудования трудно соотнести по стоимости с оборудованием, реализуемым в настоящее время, хотя оценить общую картину старения основных фондов можно.
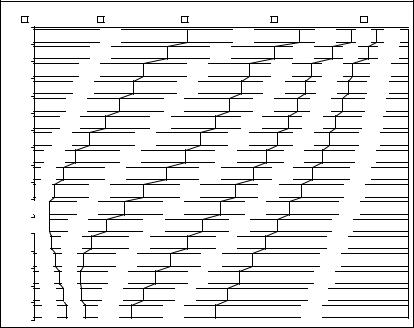
Более объективным показателем состояния технологической системы по отраслям промышленности является возрастная структура оборудования (рис. 1.10).
|
|
|
|
34 |
|
|
|
|
|
|
До 5 лет |
от 6 до 10 |
от 11 до 15 |
от 16 до 20 |
более 20 |
||||
1970 |
|
|
40,8 |
|
30,0 |
|
14,0 |
6,9 |
8,3 |
1980 |
|
|
35,5 |
28,7 |
|
15,6 |
9,5 |
10,7 |
|
1990 |
|
29,4 |
28,3 |
|
16,5 |
10,8 |
|
15,0 |
|
1991 |
|
26,6 |
28,9 |
|
17,1 |
11,3 |
16,1 |
||
1992 |
|
22,8 |
|
29,4 |
|
18,2 |
12,0 |
17,6 |
|
1993 |
|
19,0 |
29,5 |
19,5 |
12,8 |
19,2 |
|||
1994 |
14,7 |
29,8 |
|
20,7 |
|
13,8 |
21,0 |
||
1995 |
10,9 |
29,5 |
21,7 |
14,9 |
23,0 |
||||
1996 |
8,0 |
|
27,4 |
23,2 |
|
15,9 |
|
25,5 |
|
1997 |
5,4 |
|
24,0 |
24,6 |
|
17,5 |
|
28,5 |
|
1998 |
4,1 |
20,1 |
25,6 |
18,6 |
31,6 |
|
|||
1999 |
4,1 |
15,2 |
25,7 |
20,1 |
|
34,8 |
|
||
2000 |
4,7 |
10,6 |
25,5 |
21,0 |
|
38,2 |
|
||
2001 |
5,7 |
7,6 |
23,2 |
21,9 |
|
|
41,6 |
|
|
2002 |
6,7 |
5,6 |
20,0 |
22,6 |
|
|
44,9 |
|
|
2003 |
7,8 |
4,9 |
16,4 |
22,7 |
|
|
48,2 |
|
|
2004 |
8,6 |
5,1 |
12,3 |
22,5 |
|
|
51,5 |
|
|
С 2005 г. Росстат перестал печатать сведения о среднем возрасте обору- |
|||||||||
дования. |
|
|
|
|
|
|
|
|
|
Рис.1.10. Возрастная структура производственного оборудова- |
|||||||||
|
|
|
ния в промышленности |
|
|
|
|||
Ист.: Российский статистический ежегодник. 2005: Стат. сб./
Росстат.–М., 2006.– 392 с.
Его средний возраст вырос с 8 лет в 1970 г. до 21,2 лет в 2004 г., при этом возраст свыше 16 лет имеет 75% оборудования и только 8,6% – менее 5 лет. За эти годы резко упал и коэффициент обновления основных фондов (рис. 1.11).
рис. 1.11 см. в см. Аосновы отр техн сбор 2010а граф
35
Резкое сокращение обновления производственного оборудования, его старение и прекращение технологического развития предприятий вызвано рядом объективных причин, возникших в процессе структурной перестройки управления народным хозяйством. К ним, в частности, относятся:
прекращение государственных и государственно-отрасле- вых инвестиций в техническое перевооружение предприятий, в том числе в строительство новых предприятий;
негибкая политика государственного законодательства в части регулирования таможенных пошлин на импортное оборудование и направления их на поддержку станкостроительной отрасли и машиностроения в целом, как это делается при протекционистской политике экономически развитых государств;
потеря накоплений свободного капитала предприятий в результате либерализации цен в 1992 г. и дефолта в 1998 г.;
резкое сокращение производства всеми отраслями промышленности, убыточность большинства предприятий и, соответственно, прекращение накопления свободных финансовых ресурсов, в том числе за счет амортизации, так как либерализационная реформа 1992 г. привела оборотный капитал и, в том числе амортизационные фонды практически к нулевой величине;
децентрализация и разукрупнение предприятий, ограничившие возможности предприятий аккумулировать свободный капитал до инвестиционного минимума (стоимости единицы оборудования) для простого воспроизводства элементов технологической системы (средств производства, рабочей силы и инфраструктуры);
высокий уровень банковского процента, блокирующий его окупаемость;
резкое сокращение жизненного уровня населения, и соответственно, низкий уровень рублевых накоплений домашних хозяйств;
высокая степень неопределенности частной собственности на капитал, стимулирующая вывод свободного капитала из инвестиционной сферы, в том числе его вывоз.
Как видно из рис. 1.11, наибольший коэффициент обновления имеют предприятия пищевой промышленности, что отражает преимущественно потребительский характер внутреннего рынка с высокой долей пищевых продуктов в товарообороте.
Выводы. Технологическая система России дорефор-
менного периода значительно уступала по конкурентоспособности, особенно – в сфере потребительских товаров, как промышленно развитым странам, так и, по отдельным группам товаров, развивающимся странам азиатского региона.