


124
ществляется на кривошипных, винтовых и гидравлических прессах. В единичном и мелкосерийном производстве широко применятся винтовой пресс (рис. 4.25). Нижняя половина штампа 2 установлена на столе 1. Вращение от двигателя 6 через систему передач подается на винт 4. Вращаясь в гайке 5, он передвигает верхнюю половину штампа вниз и производит соответствующую работу (вытяжку, вырубку и т.д.)
Рис. 4.25. Винтовой пресс
4.5.4. Особые способы листовой штамповки. В мел-
косерийном производстве, где применение сложных по конструкции штампов не всегда экономично, а также при формовке деталей из трудноформируемых сплавов, могут применяться упрощенные способы формовки деталей: взрывной волной, электрогидравлическая и электромагнитная штамповка, штамповка резиной и т.д.
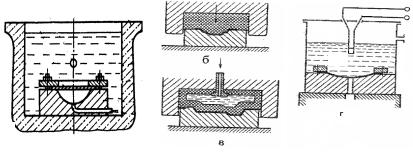
Для изготовления деталей сложной формы из трудноформируемых сплавов применяется штамповка взрывом (рис. 4.26, а). В этом случае матрица с закрепленной на ней заготовкой помещается в железобетонный бассейн. Взрывной волной через воду, которой заполнен бассейн, заготовка отжимается к поверхности матрицы и принимает ее форму.
125
Электрогидравлическая штамповка (рис. 4.26, г) отличается тем, что вместо взрыва используется энергия электрического разряда напряжением 20–30 кВ, который производят в жидкости над заготовкой. Возникающее при разряде электромагнитное поле прижимает заготовку к матрице.
а
Рис. 4.26. Особые виды штамповки
При электромагнитной штамповке заготовку закрепляют над матрицей, над ней – индуктор в виде соленоида или плоской спирали. При прохождении по нему тока величиной до 120 000 А в заготовке возникают вихревые токи, которые отталкивают ее от индуктора к матрице.
Для формовки деталей из мягких металлов и сплавов применяют штампы, где вместо пуансона используется резина или полиуретан (рис. 4.26, б), которые под давлением прижимают заготовку к матрице. Для этой же цели используются штампы, где давление до 20 МПа создается жидкостью (рис. 4.26, в), подаваемой в резиновый мешок (выполняет роль пуансона) насосом.
В штамповочном производстве широко используются программное управление всем процессом штамповки и робототехника для выполнения операций транспортировки, переходов, установки заготовок в рабочую зону, передачи ее от перехода к переходу, снятия заготовок со штампов.