

[Sibikin_M.YU.]_Sovremennoe_metalloobrabatuevayush(BookZZ.org)
.pdfДополнительное оснащение станков сменными шлифовальными и фре зерными суппортами обеспечивает за один установ обработку таких сложных деталей, как роторы и диски турбин, распредвалы и т.д. В стандартном ис полнении станки изготавливают по классу точности П, а по заказу — по клас су В.
Т а б л и ц а 2.20. Технические характеристики вальцетокарных
станков
Параметры |
Модели станков |
||
|
|
||
РТ902Ф3 (с ЧПУ) |
РТ902Ф5 (с ЧПУ) |
||
|
|||
|
|
|
|
Наибольший диаметр бочки валка, устанавли |
650 |
800 |
|
ваемого над суппортом, мм |
|
|
|
|
|
|
|
Диаметры шеек вала, мм |
110…550 |
100 |
|
|
|
|
|
Наибольшая длина устанавливаемого валка, мм |
3000 |
2800 |
|
|
|
|
|
Наибольшая масса устанавливаемого валка, кг |
5000 |
5000 |
|
|
|
|
|
Пределы частот вращения шпинделя бабки пе |
1…500 |
1…300 |
|
редней, об/мин |
|
|
|
|
|
|
|
Мощность привода главного движения, кВт |
55 |
55 |
|
|
|
|
|
Максимальный крутящий момент на шпинделе, |
22 |
8 |
|
кН · м |
|
|
|
|
|
|
|
Пределы рабочих подач суппорта, мм/об: |
|
|
|
продольных |
1…630 |
1…630 |
|
|
|
|
|
поперечных |
1…6000 |
1…6000 |
|
|
|
|
|
Высота резца, устанавливаемого в резцедержа |
40 |
50 |
|
теле, мм |
|
|
|
|
|
|
|
Габаритные размеры (с отдельно расположен |
8900 3700 2650 |
8900 3700 2650 |
|
ными агрегатами и электрооборудованием), мм, |
|
|
|
не более |
|
|
|
|
|
|
|
Масса станка (вместе с отдельно расположен |
23 500 |
24 000 |
|
ными агрегатами и электрооборудованием), кг |
|
|
|
|
|
|
|
П р и м е ч а н и е. Для любой модели станка возможно универсальное исполнение (ручное управление).
Рис. 2.12. Токарный станок с ЧПУ с наклонной станиной
60
61
Т а б л и ц а 2.21. Технические характеристики токарных станков фирмы «EXEN»
|
|
Модели станко |
|
|
||
Параметры |
|
|
|
|
|
|
1/2/3Б16Н220Ф3 |
1/2/3Б16Н450Ф3 |
1/2/3Б16Н50Ф3 |
||||
|
||||||
|
400v1/2/3)(SBL500 |
750v1/2/3)(SBL600 |
125v1/2/3SBL600 |
|||
|
|
|
|
|||
Диаметр обработки над станиной, мм |
500 |
600 |
600 |
|||
|
|
|
|
|||
Максимальный диаметр обработки, мм |
180 |
450/450/415 |
450/450/415 |
|||
|
|
|
|
|||
Максимальная длина обработки, мм |
460 |
750 |
1250 |
|||
|
|
|
|
|||
Угол наклона станины |
30 |
45 |
45 |
|||
|
|
|
|
|||
Головная часть шпинделя |
А25/ А26/ А26 |
6/А2 8/А2 8А2 |
6/А2 8/А2 8А2 |
|||
|
|
|
|
|||
Диаметр отверстия шпинделя, мм |
42/52/65 |
52/78/01 |
52/78/91 |
|||
|
|
|
|
|||
Мощность двигателя шпинделя, кВт |
11/15 |
11/15; 15/18,5; 18,5/22,5 |
11/15; 15/18,5; 18,5/22,5 |
|||
|
|
|
|
|||
Скорость вращения шпинделя, об/мин |
6000/5000/4000 |
4500/3000/2500 |
4500/3000/2500 |
|||
|
|
|
|
|||
Гидравлический патрон, мм |
170/200/200 |
200/250/300 |
200/250/300 |
|||
|
|
|
|
|
|
|
Мощность электродвигателя по оси Х, кВт |
1,8 |
|
3 |
|
3 |
|
|
|
|
|
|||
Поперечное перемещение (ось Х), мм |
215(170 + 45) |
225 |
225 |
|||
|
|
|
|
|||
Ускоренное перемещение по оси Х, м/мин |
30 |
24 |
24 |
|||
|
|
|
|
|
|
|
Диаметр и шаг ШВП, мм |
32 p10 |
36 |
p12 |
36 |
p12 |
|
|
|
|
|
|
|
|
Электродвигатель по оси Z, кВт |
1,8 |
|
4 |
|
4 |
|
|
|
|
|
|||
Продольное перемещение (ось Z), мм |
520 |
750 |
1250 |
|||
|
|
|
|
|||
Ускоренное перемещение по оси Z, м/мин |
30 |
24 |
24 |
|||
|
|
|
|
|||
Точность позиционирования, мм |
0,005 |
0,005 |
0,005 |
|||
|
|
|
|
|||
Повторяемость, мм |
0,05 |
0,05 |
0,05 |
|||
|
|
|
|
|||
Револьверная головка |
Гидравлическая |
Гидравлическая |
Гидравлическая |
|||
|
|
|
|
|||
Количество инструментов, шт. |
8 |
8/12 |
8/12 |
|||
|
|
|
|
|
|
|
Размер инструментов, мм: |
|
|
|
|
|
|
квадратического сечения |
25 25 |
25 25/25 |
25/32 32 |
25 25/25 |
25,32 32 |
|
|
|
|
|
|
|
|
круглого сечения |
32 |
40/ |
40/ 50 |
40/ |
40/ 50 |
|
|
|
|
|
|
|
|

62
|
|
|
Окончание табл. 2.21 |
|
|
|
|
|
|
|
|
Модели станко |
|
|
Параметры |
|
|
|
|
1/2/3Б16Н220Ф3 |
1/2/3Б16Н450Ф3 |
Б16Н50Ф31/2/3 |
||
|
||||
|
400v1/2/3)(SBL500 |
750v1/2/3)(SBL600 |
SBL600125v1/2/3 |
|
|
|
|
|
|
Задняя бабка |
(опция) |
Программируемая |
Программируемая |
|
|
|
|
|
|
Перемещение задней бабки, мм |
425 |
600 |
600 |
|
|
|
|
|
|
Перемещение пиноли, мм |
50 |
120 |
120 |
|
|
|
|
|
|
Диаметр пиноли, мм |
65 |
90 |
90 |
|
|
|
|
|
|
Конус пиноли |
Морзе 4 |
Морзе 5 |
Морзе 5 |
|
|
|
|
|
|
Емкость бака системы охлаждения, л |
140 |
185 |
185 |
|
|
|
|
|
|
Производительность насоса системы охлаждения, л/мин |
55 |
65 |
65 |
|
|
|
|
|
|
Давление в системе охлаждения, кг/см |
2,5 |
3 |
2 |
|
|
|
|
|
|
Габаритные размеры, мм |
3070 1724 1580 |
4114 1756 2016 |
4614 1756 2016 |
|
|
|
|
|
|
Масса станка, кг |
3200 |
5500/5700/6000 |
8000/8200/8500 |
|
|
|
|
|
|
Общая потребляемая мощность, кВт |
35 |
30/30/50 |
30/30/50 |
|
|
|
|
|
Станки РТ902Ф3 предназначены для обработки валков и роликов прокат ных станов из отбеленных чугунов и закаленных сталей. На станках с высо кой производительностью выполняется предварительная и окончательная об работка бочки и шеек валка, прорезка новых и восстановление изношенных калибров. Станки изготавливают с одним или двумя суппортами, оснащают люнетами под цилиндрические и конические шейки валка. Станки с ЧПУ ос нащают специальным программным обеспечением для разработки УП про резки сложных калибров.
Станок РТ902Ф5 предназначен для обработки валков для прокатки ар матурного прутка. Обработка валка происходит в три этапа:
—токарная обработка, калибровка ручьев (резцедержатель установлен на суппорте);
—фрезерная обработка, нарезка канавок в ручьях с помощью специаль ной инструментальной головки (головка установлена на суппорте);
—маркировка гравировка текста в ручьях (маркировочное устройство ус тановлено на суппорте).
Переход от одного этапа на другой происходит в автоматическом режиме. Станки с наклонной станиной модели SBL предназначены для обработки деталей по всему спектру операций и представляют собой жесткую конструк цию для высокоскоростной и высокоточной токарной обработки широкой номенклатуры деталей (рис. 2.12, табл. 2.21). Наклонная цельнолитая станина с ребрами жесткости, углом наклона 30 (для SBL500) или 45о (для SBL600), изготовленая из высококачественного чугуна, обеспечивает долговечность, надежность, облегчает сход стружки и СОЖ. Закаленные направляющие в со четании с высокоточными ШВП и серводвигателями на осях обеспечивают высокие скорости перемещения и точность позиционирования 0,005 мм, что позволяет получать детали с точностью до 6 квалитета. На станках моделей
(для SBL500) или 45о (для SBL600), изготовленая из высококачественного чугуна, обеспечивает долговечность, надежность, облегчает сход стружки и СОЖ. Закаленные направляющие в со четании с высокоточными ШВП и серводвигателями на осях обеспечивают высокие скорости перемещения и точность позиционирования 0,005 мм, что позволяет получать детали с точностью до 6 квалитета. На станках моделей
SBL600 коробчатые направляющие скольжения.
В зависимости от модели и мощности двигателя шпинделя достигает крутящего момента до 1080 Н · м. Сокращение цикла обработки детали дос тигается за счет устанавливаемых на станке гидравлического патрона и гид равлической револьверной головки, в том числе и с приводным инструмен том. Время смены инструмента — 0,79 с. Станки могут быть использованы на предприятиях автопрома, авиапрома, нефтяной и газовой промышленно сти при изготовлении деталей из закаленных и труднообрабатываемых мате риалов.
2.6. Токарные обрабатывающие центры
Токарный обрабатывающий центр модели 1728Y 1 (рис. 2.13) предназна чен для комплексной обработки деталей типа тел вращения.
Высокая точность обработки обеспечивается конструкцией станка (высо коточные подшипники, линейные направляющие качения, активные измери тельные системы контроля инструмента, жесткость и виброустойчивость ба зовых корпусных деталей, термосимметричные конструкции, исключающие влияние температурных деформаций, и др.).
На станке можно производить наружное точение, растачивание, сверле ние, фрезерование, нарезание резьбы.
63
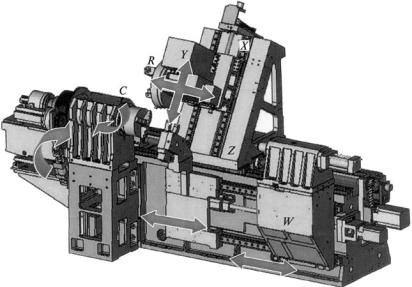
Рис. 2.13. Токарный обрабатывающий центр модели 1728Y 1
Конструкция токарно фрезерного обрабатывающего центра разработана в среде графического пакета твердотельного проектирования T Flex 3D, позво ляющего на стадии конструкторской документации смоделировать реальные условия нагружения отдельных узлов станка.
Конструкция станка построена по модульному принципу, позволяющему на единой базе создавать оборудование различного назначения и сложности.
Обрабатывающий центр 1728Y 1 является одним из представителей новой гаммы оборудования.
Технические характеристики |
|
Наибольший диаметр устанавливаемой заготовки, мм . . . . . . . . . . . . . . . |
550 |
Наибольший диаметр обрабатываемой заготовки, мм . . . . . . . . . . . . . . . |
400 |
Наибольшая длина обрабатываемой заготовки, мм . . . . . . . . . . . . . . . . . |
1000 |
Дискретность задания перемещения по осям Z, X, Y, W, мкм . . . . . . . . . . . |
1,0 |
Дискретность задания перемещения по координате С (привод главного движе |
|
ния), град. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
0,001 |
Точность одностороннего позиционирования суппорта, мкм: |
|
по оси Z . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
25 |
по оси Х . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
12 |
Точность одностороннего позиционирования бабки шпиндельной по оси С, |
|
угл. с . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
30 |
Круглость образца изделия, мкм. . . . . . . . . . . . . . . . . . . . . . . . . . . . |
2,5 |
Постоянство диаметра образца изделия в продольном сечении на длине 300 |
|
мм, мкм . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
12 |
Постоянство размеров цилиндрических образцов изделий в пределах одной |
|
партии, мкм: |
|
диаметра наружных поверхностей. . . . . . . . . . . . . . . . . . . . . . . . . . |
20 |
длины наружных поверхностей . . . . . . . . . . . . . . . . . . . . . . . . . . . |
40 |
Шероховатость обработки цилиндрических поверхностей образцов изделий, |
|
мкм . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
Ra 1,25 |
64
Технические характеристики токарных обрабатывающих центров Рязанско го станкостроительного завода представлены в табл. 2.22.
Возможные опции:
 устройства управления — «Siemens», «Fanuc», «Fagor»;
устройства управления — «Siemens», «Fanuc», «Fagor»;
 измерение и привязка инструмента;
измерение и привязка инструмента;
 измерение обрабатываемой детали;
измерение обрабатываемой детали;
 линейные приводы перемещения суппорта;
линейные приводы перемещения суппорта;
 токарный мотор шпиндель;
токарный мотор шпиндель;
 самоцентрирующие люнеты;
самоцентрирующие люнеты;
 система удаления аэрозоли из зоны резания;
система удаления аэрозоли из зоны резания;
 прутковый магазин;
прутковый магазин;
 линейные измерительные системы;
линейные измерительные системы;
 математическое обеспечение подготовки управляющих программ на станке;
математическое обеспечение подготовки управляющих программ на станке;
 контроль за инструментом в процессе резания.
контроль за инструментом в процессе резания.
Типовые детали, обрабатываемые на центрах Рязанского станкострои тельного завода:
 фланцы с отверстиями, лысками, пазами;
фланцы с отверстиями, лысками, пазами;
 корпуса гаек ШВП, токарных патронов;
корпуса гаек ШВП, токарных патронов;
 корпуса фасонных, торцевых фрез;
корпуса фасонных, торцевых фрез;
 зубчатые колеса до нарезки зуба, мелкомодульные колеса с полным циклом операций до термообработки;
зубчатые колеса до нарезки зуба, мелкомодульные колеса с полным циклом операций до термообработки;
 круглые и торцевые копиры и другие фасонные детали;
круглые и торцевые копиры и другие фасонные детали;
 двусторонняя обработка деталей (для двухшпиндельных центров);
двусторонняя обработка деталей (для двухшпиндельных центров);
 детали сложной формы, требующие 4 координатной обработки. Технические характеристики отечественных токарных станков с ЧПУ и
детали сложной формы, требующие 4 координатной обработки. Технические характеристики отечественных токарных станков с ЧПУ и
обрабатывающих центров промышленной группы «АСВ техника» приведены в табл. 2.23.
Станки МК6046Р, МК6048РГ, МК6047РГ, МК6056Р, МК6058РГ, МК6057РГ — повышенной точности универсальные токарно винторезные с регулируемым приводом завода «Красный пролетарий» — предназначены для выполнения широкого спектра токарных работ: операций наружного точения и растачивания внутренних цилиндрических и конических поверхностей, сверления, зенкерования и развертывания, а также нарезания наружных и внутренних метрических, дюймовых, модульных и питчевых резьб.
Станки оснащены устройством цифровой индикации в комплекте с регу лируемым приводом главного движения фирмы «Фагор» (рис. 2.14).
Особенности конструкции:
 бесступенчатое регулирование частоты вращения шпинделя в заданном диапазоне;
бесступенчатое регулирование частоты вращения шпинделя в заданном диапазоне;
 плавный пуск, торможение и реверсирование без рывков и ударов;
плавный пуск, торможение и реверсирование без рывков и ударов;
 режим поддержания постоянной скорости резания;
режим поддержания постоянной скорости резания;
 цифровая индикация положения каретки и суппорта;
цифровая индикация положения каретки и суппорта;
 цифровая индикация фактической частоты вращения шпинделя;
цифровая индикация фактической частоты вращения шпинделя;
 нарезание резьбы при оптимальных режимах, в том числе нарезание резьбы в упор;
нарезание резьбы при оптимальных режимах, в том числе нарезание резьбы в упор;
 высокоточный шпиндель с отверстием 55 мм (по заказу 64 мм);
высокоточный шпиндель с отверстием 55 мм (по заказу 64 мм);
65
66
Т а б л и ц а 2.22. Основные технические характеристики обрабатывающих центров Рязанского станкостроительного завода
|
|
Модели станков |
|
|
|
Параметры |
|
|
|
||
1С715 (патронный) |
1715 |
2D1715 |
|||
|
центровой)(патронно |
(двухшпиндельный) |
|||
|
|
||||
|
|
|
|
|
|
Максимальные диаметры заготовки: |
|
|
|
|
|
над станиной, мм |
300 (400) |
300 |
(400) |
300 (400) |
|
обрабатываемой заготовки, мм |
210 (350) |
210 |
(350) |
210 350) |
|
Длина заготовки, мм |
180 |
500 |
(750) |
500 |
|
Мощность привода токарного шпинделя (S1 — S6), кВт |
5,5...7,5 |
5,5...7,5 (7,5...11) |
5,5...7,5 (7,5...11) |
||
Диапазоны частот вращения токарного шпинделя, об/мин |
45...4500 |
45...4500 (5500) |
45...4500 (5500) |
||
Диапазон круговых подач шпинделя в режиме координаты С, |
— |
0,01—20 (совмещенный |
0,01—20 (совмещенный |
||
об/мин |
|
привод) |
привод) |
||
Размер патрона, мм |
160 |
160 |
( 200) |
160 ( |
200) |
Мощность двигателя контршпинделя, кВт |
— |
|
— |
5,5/7,5 (7,5/11) |
|
Размер конца шпинделя |
А6 |
А6 (А8) |
А6 (А8) |
||
Диапазон частот вращения контршпинделя |
— |
|
— |
45...4500 |
|
Мощность привода шпинделя револьверной головки/инстру |
— |
2,2...3,7 |
(3,7...4,2) |
2,2...3,7 (3,7...4,2) |
|
ментальной головки (S1 — S6), кВт |
|
|
|
|
|
Максимальная частота вращения шпинделя револьверной го |
— |
(6000) |
6000 |
||
ловки/инструментальной головки, об/мин |
|
|
|
|
|
Типоразмер хвостовика инструмента |
30 VDI |
30 VDI ( 40) |
30 VDI ( 40) |
||
Количество позиций в диске револьверной головки/в магазине |
12позиционная головка |
позиционная12 головка |
позиционная12 головка |
||
инструмента |
револьверная |
револьверная |
револьверная |
||
Максимальные размеры инструмента для установки в магазине |
80/150/2 |
80/150/2 |
80/150/2 |
||
инструментов — диаметр/длина/масса, мм, мм, кг |
|
|
|
|
|
Перемещения по координате Y, мм |
— |
( 50) |
50 |
||
Скорости перемещений по координатам Z/Х/Y, м/мин |
20/20 |
20/20 (по оси Y 10) |
20/20/10 |
||
Высота станка, мм |
1700 |
1700 |
1700 |
||
Габаритные размеры в плане, мм |
2550 1650 |
2550 |
1650 |
3000 |
1650 |
Масса станка, кг |
3500 |
3500 |
(4500) |
4500 (5000) |
|
|
|
|
|
|
|
П р и м е ч а н и е. Параметры, указанные в скобках, по заказу.
76
Т а б л и ц а 2.23. Технические характеристики отечественных и импортных станков
|
|
Диаметр обрабатываемой |
|
|
Мощность главного |
Габаритные размеры |
|
|
||||||||
Модель |
|
детали над станиной/ |
Длина, мм |
(длина |
|
ширина |
высота), |
Масса, кг |
||||||||
|
двигателя, кВт |
|
||||||||||||||
|
|
над суппортом, мм |
|
|
|
|
мм |
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
Отечественные токарные станки с ЧПУ и обрабатывающие центры |
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
||||||
ИТ 42С |
|
|
500/125 |
|
400 |
5,5 (11,0) |
2080 |
1120 |
1700 |
1600 |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Модельный ряд САТ 630 |
|
|
720/560 |
|
1000... |
2500 |
30,0... |
45,0 |
4920... |
7060 |
2060 |
2180 |
10 500 |
...13 000 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Модельный ряд СА 500 СФ3 |
|
|
500/250 |
|
1000... |
3000 |
12,0... |
20,0 |
3170... |
4759 |
1845 |
1915 |
2400... |
3500 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Модельный ряд СА 700 СФ3 |
|
|
700/430 |
|
1000... |
4000 |
18,5... |
23,0 |
3100.... |
6100 |
2300 |
1900 |
5000... |
5800 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Модельный ряд SLT (Венгрия/Россия) |
|
420 |
...610/240... |
430 |
500... |
1500 |
11,0... |
26 |
2970... |
4775 |
1570... |
3500... |
11 500 |
|||
|
|
|
|
|
|
|
|
|
2060 |
1720... |
2180 |
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Модельный ряд 16А20Ф3, МК 6801 |
|
|
320/200 |
|
1000... |
2000 |
11,0 |
3700... |
4635 |
2260 |
1650 |
4000... |
4700 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|||||
16Б16Т1 |
|
|
400/125 |
|
750 |
7,5... |
11,0 |
3200 |
1370 |
1740 |
2880 |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||
1716ПФ3/ПФ4 |
|
|
384/160 |
|
750 |
11,0... |
15,0 |
3650 |
1850 |
2000 |
4600 |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Модельный ряд 220/320ПНАТ |
|
400... |
500/220... |
320 |
200... |
300 |
18,5 |
3150... |
3480 |
1450 |
2170 |
5950... |
7000 |
|||
|
|
|
|
|
|
|
|
|
|
|
||||||
1125А1ТПК |
|
|
100 |
|
180 |
9,04 |
1680 |
1040 |
1630 |
1860 |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Импортные токарные станки с ЧПУ «TRENS» (Словакия)
SBL 300CNC |
260 |
500 |
15,0 |
3925 |
2020 |
1815 |
3500 |
||
|
|
|
|
|
|
|
|
||
SBL 500 CNC |
405 |
750/1500 |
17,0 |
4487/5237 |
1738 |
1900 |
5250/6620 |
||
|
|
|
|
|
|
|
|
||
SE 520 |
290 |
1000/1500 |
15,0 |
4110/4610 |
1560 |
1800 |
2700/2900 |
||
|
|
|
|
|
|
|
|
||
SBL 700CNC |
500 |
2000 |
37,0 |
5465 |
2256 |
2487 |
11 000 |
||
|
|
|
|
|
|
|
|
|
|
|
Токарные станки с ЧПУ «EXCEL CSEPEL» (Венгрия) |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
||
HL 25 CE |
450 |
650 |
11/15 |
2100 |
1255 |
1700 |
3150 |
||
|
|
|
|
|
|
|
|
||
SLT 240 |
420 |
500 |
11/15 |
2970 |
1570 |
1720 |
3500 |
||
|
|
|
|
|
|
|
|
|
|

86
Окончание табл. 2.23
|
Диаметр обрабатываемой |
|
Мощность главного |
Габаритные размеры |
|
|||
Модель |
детали над станиной/ |
Длина, мм |
(длина |
ширина |
высота), |
Масса, кг |
||
двигателя, кВт |
||||||||
|
над суппортом, мм |
|
|
мм |
|
|
||
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
SLT 400/1000 |
535 |
1000 |
18/22 |
4020 |
1970 |
2010 |
9000 |
|
|
|
|
|
|
|
|
|
|
HL 45 |
610 |
1000 |
22/26 |
4437 |
2060 |
2180 |
9200 |
|
|
|
|
|
|
|
|
|
|
SLT 630/1500 |
720 |
1600 |
37/45 |
4775 |
2060 |
2180 |
12 000 |
|
|
|
|
|
|
|
|
|
|
SLT 500/1500 D MC Y |
720 |
1200 |
22/26 |
4437 |
2060 |
2180 |
9200 |
|
|
|
|
|
|
|
|
|
|
SLT 630/1500 D I S |
720 |
250 |
22/28 |
4775 |
2060 |
2180 |
12 500 |
|
|
|
|
|
|
|
|
|
|
TMM 200 DSMC Y |
780 |
620 |
11/15 |
3800 |
2145 |
2020 |
8500 |
|
|
|
|
|
|
|
|
|
|

Рис. 2.14. Общий вид станка МК6046Р
 привод главного движения, включающий главный двигатель 7,5 кВт и шпиндельную бабку, обеспечивающий наибольший крутящий момент на шпинделе до 1 кН · м;
привод главного движения, включающий главный двигатель 7,5 кВт и шпиндельную бабку, обеспечивающий наибольший крутящий момент на шпинделе до 1 кН · м;
 повышение надежности привода и снижение эксплуатационных расхо дов за счет упрощения его конструкции;
повышение надежности привода и снижение эксплуатационных расхо дов за счет упрощения его конструкции;
 термообработанные, шлифованные направляющие станины, обеспечи вающие длительный срок службы и повышенную точность обработки;
термообработанные, шлифованные направляющие станины, обеспечи вающие длительный срок службы и повышенную точность обработки;
 пневморазгрузка задней бабки;
пневморазгрузка задней бабки;
 защитный кожух патрона с электрической блокировкой.
защитный кожух патрона с электрической блокировкой.
Базовое исполнение:  станок в сборе;
станок в сборе;
 устройство цифровой индикации в комплекте с регулируемым главным приводом;
устройство цифровой индикации в комплекте с регулируемым главным приводом;
 механизированный привод резцовых салазок и цепь мелких подач (для моделей МК6046Р и МК6048РГ, МК6047РГ);
механизированный привод резцовых салазок и цепь мелких подач (для моделей МК6046Р и МК6048РГ, МК6047РГ);
 станок с выемкой в станине (для моделей МК6048РГ, МК6058РГ, МК6047РГ, МК6057РГ);
станок с выемкой в станине (для моделей МК6048РГ, МК6058РГ, МК6047РГ, МК6057РГ);
 4 позиционный резцедержатель;
4 позиционный резцедержатель;
 комплект сменных зубчатых колес;
комплект сменных зубчатых колес;
 комплект запасных частей;
комплект запасных частей;
 патрон 3 кулачковый 7100 0035 ГОСТ 2675—80 (
патрон 3 кулачковый 7100 0035 ГОСТ 2675—80 ( 250);
250);
 центр упорный 7032 0035 Морзе 5ПТ ГОСТ 13214—79;
центр упорный 7032 0035 Морзе 5ПТ ГОСТ 13214—79;
 центр вращающийся А 1 5 Н П ГОСТ 8742—75;
центр вращающийся А 1 5 Н П ГОСТ 8742—75;
 комплект инструмента для обслуживания станка;
комплект инструмента для обслуживания станка;
 комплект эксплуатационной документации.
комплект эксплуатационной документации.
Дополнительные опции:
 3 позиционный резцедержатель с комплектом инструментальных блоков;
3 позиционный резцедержатель с комплектом инструментальных блоков;  патрон 4 кулачковый 315;
патрон 4 кулачковый 315;
69