

[Sibikin_M.YU.]_Sovremennoe_metalloobrabatuevayush(BookZZ.org)
.pdfществляют пакетом тарельчатых пружин, освобождение — от гидроцилиндра. Для повышения жесткости шпинделя у многих МС исключают их осевое пе ремещение. В приводах подач МС часто используют высокомоментные элек тродвигатели постоянного тока с бесступенчатым регулированием. Электро двигатель через редуктор соединяют с парой «винт — гайка качения». В круп ных станках вместо редуктора используют двухступенчатые коробки скоро стей с электромагнитными муфтами. Применяют и гидроприводы подач.
Стабильное точное, жесткое и надежное положение инструмента и мини мальное время его смены обеспечивают устройства автоматической смены инструмента (УАСИ). Они бывают трех видов: с заменой всего шпиндельно го устройства (револьверные шпиндельные головки, магазины шпиндельных гильз); со сменой инструмента в одном шпинделе (инструментальные магази ны); комбинированные (магазины в сочетании с револьверной головкой; ав томатическая и ручная смена).
Высокоскоростные электрошпиндели ЭШ 13 18, ЭШ 18 18, ЭШ 15 5, ЭШ 15 10 Савеловского машиностроительного завода предназначены для ис пользования в качестве привода главного движения в составе обрабатываю щих центров, фрезерных, координатно расточных и других станков различ ных компоновок для высокопроизводительной механической обработки чугу на, конструкционных сталей, жаропрочных сплавов, титана, алюминиевых сплавов на повышенных режимах с высокой точностью и качеством обраба тываемой поверхности (табл. 10.1).
Т а б л и ц а 10.1. Технические характеристики высокоскоростных
элетрошпинделей
Параметры |
|
Модели шпинделей |
|
||||
ЭШ 13 18 |
ЭШ 18 18 |
ЭШ 15 10/10М* |
ЭШ 15 5 |
||||
|
|
|
|||||
Тип электродвигателя |
IMB200D |
IMB200H |
IMB270C |
IMB10F |
|||
Мощность |
электродвигателя, |
13,5 |
19,5 |
30 |
45 |
||
кВт |
|
|
|
|
|
||
Номинальный крутящий мо |
85 |
124 |
190 |
480 |
|||
мент, Н · м |
|
|
|
|
|
||
Максимальное и номинальное |
15 000/1500 |
15 000/1500 |
10 000/1500 |
7000/900 |
|||
число оборотов, мин–1 |
|
|
|
|
|||
Температура охлаждающей жид |
20 |
20 |
20 |
20 |
|||
кости на входе, |
С |
|
|
|
|
||
Расход охлаждающей жидко |
10 |
10 |
10 |
10 |
|||
сти, л/мин |
|
|
|
|
|
||
Максимальное давление в сис |
0,3 |
0,3 |
0,3 |
0,3 |
|||
теме охлаждения статора, МПа |
|
|
|
|
|||
Конус шпинделя в стандарт |
HSK A63 |
HSK A63 |
SK50 |
SK50 |
|||
ном исполнении |
|
|
|
|
|||
Усилие зажима инструмента, кН |
16,5 ± 1,5 |
16,5 ± 1,5 |
20 ± 2 |
20 ± 2 |
|||
Усилие гидроцилиндра разжи |
20 |
20 |
55 |
55 |
|||
ма, кН |
|
|
|
|
|
||
Рабочее давление в гидроци |
4,5 |
4,5 |
4,5 |
4,5 |
|||
линдре, МПа |
|
|
|
|
|
||
Габариты, мм |
285 270 792 |
285 270 876 |
360 410 985 |
395 450 1060 |
|||
Масса, кг |
|
295 |
350 |
495 |
650 |
||
|
|
|
|
|
|
|
|
* — В ЭШ 15 10М подача СОЖ осуществляется через шпиндель.
190
В конструкции электрошпинделей применен встроенный асинхронный электродвигатель с полым ротором, напрессованным на шпиндель устройства. В качестве опор применены высокоточные гибридные радиально упорные под шипники с керамическими шариками, с системой воздушно масляной смазки. Зажим оправки с инструментом производится пакетом тарельчатых пружин. Предусмотрен канал термостабилизации (охлаждения) статора и подшипнико вых опор и подвод сжатого воздуха для обдува конуса шпинделя.
10.3. Многоцелевые сверлильно фрезерные станки
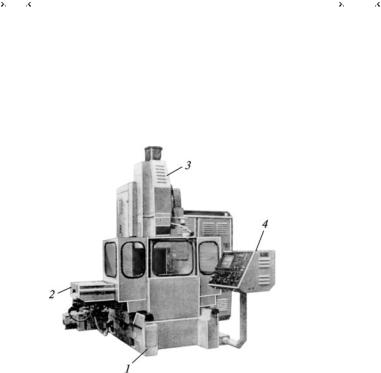
Координатные сверлильно'фрезерно'расточные одностоечные станки 24К40СФ4, 24К40СФ4'01 предназначены для обработки отверстий с точным расположением осей методами растачивания (получистового и точного чисто вого), развертывания, контурного фрезерования, сверления, зенкерования, резьбонарезания (рис. 10.1).
Технические характеристики станка мод. 24К40СФ4 |
|
Наибольший ход шпиндельной бабки, мм ................................................. |
500 |
Наибольшее осевое усилие на шпинделе, Н (кгс) ...................................... |
4000 (400) |
Наибольший крутящий момент на шпинделе, Н · м.................................. |
210 |
Число Т образных пазов, шт. ...................................................................... |
5 |
Расстояние между пазами, мм ..................................................................... |
80 |
Габариты (Д Ш В), мм ............................................................................ |
2618 2552 3300 |
Масса станка без электрооборудования, ЧПУ, гидростанции, кг ............. |
4355 |
Токарно'многоцелевой патронно'прутковый станок с ЧПУ мод. 1П420ПФ40
(рис. 10.2) предназначен для выполнения токарной и доделочной сверлиль но фрезерной обработки деталей типа фланцев, колец, втулок, дисков из штучных заготовок диаметром до 200 мм и пруткового материала диаметром до 50 мм в полуавтоматическом и автоматическом режимах в условиях мелко серийного и серийного производства.
Рис. 10.1. Общий вид станка модели 24К40СФ4:
1 — станина; 2 — салазки; 3 — стойка; 4 — пульт управления
191
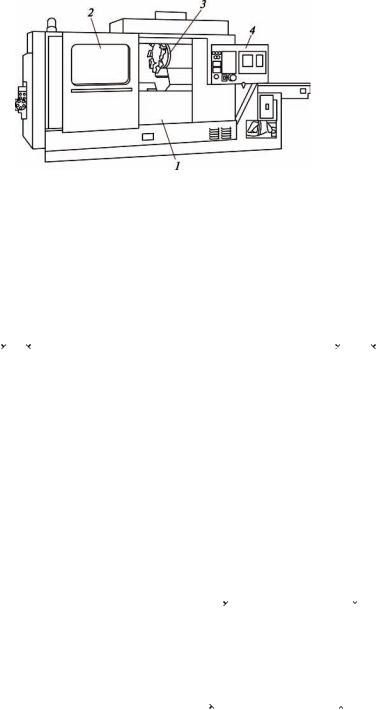
Рис. 10.2. Общий вид станка модели 1П420ПФ40:
1 — станина; 2 — защитный кожух; 3 — шпиндель инструментальный; 4 — пульт управления
Технические характеристики станка мод. 1П420ПФ40 |
|
Наибольший диаметр изделия, обрабатываемого над суппортом, мм ..... |
200 |
Наибольшая длина обработки, мм ............................................................. |
130 |
Диаметр отверстия в шпинделе, мм ........................................................... |
70 |
Наибольший диаметр обрабатываемого прутка, мм ................................. |
50 |
Суммарная мощность электродвигателей, кВт ......................................... |
40, 47 |
Габариты (Д Ш В), мм........................................................................... |
3150 2300 2135 |
Масса, кг...................................................................................................... |
5700 |
Универсальные сверлильно'фрезерные станки моделей СФ32Б и СФ32Б с УЦИ предназначены для обработки деталей из различных конструкционных материалов в условиях единичного и мелкосерийного производства. На стан ках выполняют операции фрезерования, сверления, зенкерования, зенкова ния, растачивания, нарезания резьбы метчиками (табл. 10.2).
Т а б л и ц а 10.2. Технические характеристики сверлильно фрезерных
станков
Параметры |
Модели станков |
||
|
|
||
СФ32Б |
СФ32Б с УЦИ |
||
|
|||
Диапазон сверления в стали, мм |
3...31,75 |
3...31,75 |
|
Наибольший диаметр торцовой фрезы, мм |
100 |
100 |
|
Диапазон нарезаемой резьбы |
М5...М22 |
М5...М22 |
|
Размер рабочей поверхности стола, мм |
630 250 |
630 250 |
|
Количество Т образных пазов, шт. |
3 |
3 |
|
Ширина центрального паза |
14Н8 |
14Н8 |
|
Наибольшее расстояние от торца шпинделя |
547 |
547 |
|
до стола, мм |
|
|
|
Подъем стола, мм |
300 |
300 |
|
Перемещение стола по осям X, Y, мм |
500 200 (190) |
500 200 (190) |
|
Расстояние от оси шпинделя до колонны, мм |
330 |
330 |
|
Конус шпинделя |
Морзе 3 (ISO40)* |
Morse 3 (ISO40)* |
|
Диапазон механических подач шпинделя, |
0,1; 0,2 (0,28; 0,56)* |
0,1; 0,2 (0,28; 0,56)* |
|
мм/об |
|
|
|
|
|
|
|
192

|
|
|
|
|
Окончание табл. 10.2 |
||
|
|
|
|
|
|
|
|
|
Параметры |
|
|
Модели станков |
|
|
|
|
|
СФ32Б |
|
СФ32Б с УЦИ |
|||
|
|
|
|
||||
|
|
|
|
|
|
|
|
Перемещение пиноли шпинделя, мм |
|
110 |
|
|
110 |
|
|
Количество частот вращения шпинделя |
|
9 |
|
|
9 |
|
|
Диапазон частот вращения шпинделя, мин–1 |
|
90...140 |
|
|
90...1400 |
|
|
|
|
(180...2800)* |
(180...2800)* |
||||
Мощность двигателя главного движения, кВт |
|
1,5 |
|
|
1,5 |
|
|
Поворот головки, град |
±35 (±45) |
±35 (±45) |
|||||
Наибольшая масса заготовки, кг |
|
100 |
|
|
100 |
|
|
Наибольшая высота заготовки, мм |
|
300 |
|
|
300 |
|
|
Масса станка, кг: |
|
|
|
|
|
|
|
с упаковкой |
|
1350 |
|
|
1450 |
|
|
без упаковки |
|
1100 |
|
|
1100 |
|
|
Габаритные размеры, мм: |
|
|
|
|
|
|
|
с упаковкой |
1500 |
1142 |
2150 |
1500 |
1280 |
2150 |
|
без упаковки |
1300 |
1060 |
1930 |
1300 |
1060 |
1930 |
|
|
|
|
|
|
|
|
|
* — опция.
10.4.Интегрированный обрабатывающий центр с ЧПУ
Предназначен для комплексной токарной обработки деталей (тел враще ния) с выполнением фрезерных, зубообрабатывающих, сверлильно расточ ных операций. Станок обеспечивает последовательную двустороннюю обра ботку с автоматической передачей детали из патрона в патрон двухшпиндель ных бабок.
Многофункциональность станка, высокие точность и скорость обработки позволяют использовать его для изготовления высокоточных и сложнопро фильных деталей на предприятиях различных отраслей промышленности с применением современного инструмента.
Технические характеристики центра ТФЦ600 7 |
|
Класс точности по ГОСТ 8—82 ....................................................................... |
П |
Наибольшие размеры, обрабатываемой заготовки, мм: |
|
диаметр подаваемого прутка ................................................................... |
42 |
диаметр токарной обработки над станиной ........................................... |
660 |
диаметр токарной обработки над суппортом ......................................... |
450 |
диаметр токарной обработки револьверной головкой........................... |
270 |
Число управляемых осей координат ............................................................... |
13 |
Наибольшее число одновременно управляемых осей координат и шпин |
|
делей: |
|
в токарном режиме .................................................................................. |
8 |
во фрезерном режиме .............................................................................. |
9 |
193

Перемещения по осям, мм: |
|
|
линейное X1/Y/Z1 (токарно сверлильно фрезерный модуль) ............... |
630/230/1580 |
|
X2/Z2 (револьверная головка).................................................................. |
230/1530* |
|
Скорость быстрых перемещений по осям, м/мин: |
|
|
X1/Y/Z1 (токарно сверлильно фрезерный модуль)................................ |
40/25/40 |
|
X2, Z2 (револьверная головка) ................................................................. |
40* |
|
Пределы частот вращения, мин–1: |
|
|
главного шпинделя (S1) .......................................................................... |
1... |
6300 |
контршпинделя (S2) ................................................................................ |
1... |
7000 |
фрезерного шпинделя (S3)...................................................................... |
1... |
7000 |
Скорость быстрых перемещений по осям, м/мин: |
|
|
X1, Y, Z1, Z2, W.......................................................................................... |
40 |
|
X2 .............................................................................................................. |
30 |
|
Бабка передняя |
|
|
Конец шпинделя по DIN 55026 (ГОСТ 12595—85) ........................................ |
А6 (2—6Ц) |
|
Диаметр отверстия в шпинделе, мм ................................................................ |
48 |
|
Номинальная мощность в режиме работы S1/S6 — 40%/ S6 — 40 %/S6 — |
|
|
25 %, кВт ....................................................................................................... |
29/37/43 |
|
Номинальный крутящий момент в режиме работы S1/S6 — 40 %/S6 — |
|
|
25 %, Н · м..................................................................................................... |
200/258/285 |
|
Наибольшая частота вращения, мин–1 ........................................................... |
6300 |
|
Контршпиндель |
|
|
Конец шпинделя по DIN 55026 (ГОСТ 12595—85) ........................................ |
А5 (2—5Ц) |
|
Номинальная мощность в режиме работы S1/S6 — 40 %/ S6 — 25 %, кВт ... |
24,2/31/36 |
|
Номинальный крутящий момент в режиме работы S1/S6 — 40 %/S6 — |
|
|
25 %, Н · м..................................................................................................... |
66/85/98 |
|
Наибольшая частота вращения, мин–1 ........................................................... |
7000 |
|
Токарно<фрезерная головка ESB<20 |
|
|
Номинальная мощность привода фрезерного шпинделя в режиме работы |
|
|
S1/S6 — 40 %, кВт......................................................................................... |
16,8/22 |
|
Наибольшее число оборотов фрезерного шпинделя, мин–1 ......................... |
7000 |
|
Номинальный крутящий момент на шпинделе в режиме работы S1/S6 — |
|
|
40 %, Н · м ........................................................................................................ |
100/128 |
|
Инструментальная система ............................................................................. |
HSK A63 |
|
Количество индексирующих позиций шпинделя .......................................... |
8 (через 45 ) |
|
Точность позиционирования при индексации, мм........................................ |
4 |
|
Повторяемость позиционирования при индексации, мм.............................. |
1,6 |
|
Угол поворота по оси В, град ........................................................................... |
102,5 |
|
Наибольший крутящий момент при повороте по оси В, Нм ......................... |
1000 |
|
Дискретность угла поворота по оси В, град .................................................... |
0,001 |
|
Дискретность индексированного угла поворота по оси В, град..................... |
5 |
|
Точность позиционирования (ось В разжата), мм.......................................... |
4 |
|
Повторяемость позиционирования (ось В зажата), мм.................................. |
1,5 |
|
Точность позиционирования (ось В разжата), удерживающий крутящий |
|
|
момент при останове по оси В, Н · м........................................................... |
8 |
|
— ось В зажата ......................................................................................... |
1300 |
|
— ось В индексирована и зажата............................................................. |
3500 |
|
Время поворота на 90о, с .................................................................................... |
0,8 |
|
194
Револьверная головка |
|
Диаметр планшайбы, мм ................................................................................. |
245 |
Количество позиций ........................................................................................ |
8 |
Точность позиционирования, град ................................................................. |
6 |
Повторяемость позиционирования, град ....................................................... |
2 |
Бабка задняя пинольная |
|
Диаметр пиноли, мм ........................................................................................ |
150 |
Ход пиноли, мм................................................................................................ |
80 |
Конус шпинделя пиноли по ГОСТ 25557—82 ................................................ |
Морзе 5 |
10.5.Мощные высокоскоростные обрабатывающие центры и суперцентры
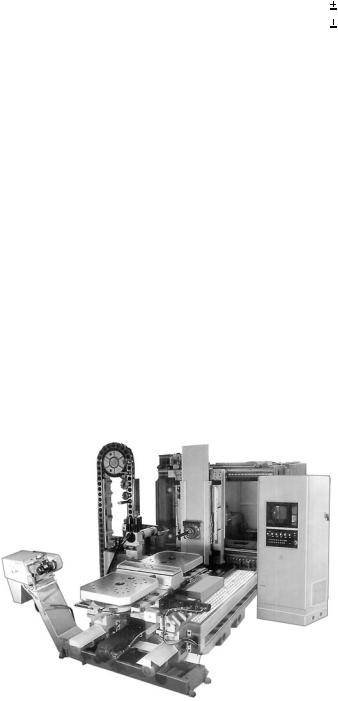
Мощные высокоскоростные обрабатывающие центры ИСБ500 (рис. 10.3) и ИСБ800 с автоматической сменой паллет (табл. 10.3) предназначе ны для высокопроизводительной комплексной обработки особо сложных корпусных деталей из любых конструкционных материалов. Скорость вра щения шпинделя 4500 (6000) мин–1, крутящий момент 1200 Н · м, мощ ность 22 кВт, скорость установочных перемещений 25 м/мин, время смены инструмента 18 с. Подача СОЖ осуществляется через шпиндель под давле нием до 50 атм и внешним поливом. Накопитель имеет 2 или 8 сменных паллет.
Обрабатывающие центры ИСБ500, ИСБ800 повышают производитель ность по сравнению с моделью И800 ПМФ4 в 1,5...1,6 раза, а при сравнении с обрабатывающим центром ИР 800ПМФ4 — в 3...4 раза.
В стандартной комплектации станки оснащаются импортной гидростан цией, пневматикой, электрикой и другими комплектующими.
Рис. 10.3. Обрабатывающий центр ИСБ500 со снятым ограждением
195

Т а б л и ц а 10.3. Технические характеристики
мощных высокоскоростных обрабатывающих центров ИСБ500, ИСБ800
Параметры |
|
Модели станков |
|
|
|
|
|
|
|
|
|
ИСБ500 |
|
ИСБ800 |
|||
|
|
||||
|
|
|
|
|
|
Наибольшие перемещения узлов, мм: |
|
|
|
|
|
стол поперечно (ось Х) |
1000 |
|
1000 |
||
|
|
|
|
||
шпиндельная бабка вертикально (ось Y) |
630 |
|
1000 |
||
|
|
|
|
||
стойка продольно (W) |
800 |
|
800 |
||
|
|
|
|
||
Поворотный стол (ось В), град |
360 |
|
360 |
||
|
|
|
|
|
|
Ось В (дискретный стол) — число поз., град |
120 |
3о |
|
120 |
3о |
Ось В (непрерывный стол) — дискретность, град |
360 000 |
0,001о* |
|
— |
|
Устройство смены паллет |
|
|
|
|
|
|
|
|
|
|
|
Размер рабочей поверхности паллеты, мм |
500 |
500 |
|
800 |
800 |
|
|
|
|
||
Грузоподъемность паллеты, кг |
800 |
|
2000 |
||
|
|
|
|
|
|
Количество сменных паллет, шт. |
2 |
|
|
2 |
|
|
|
|
|
|
|
Время смены паллет, с |
40 |
|
|
40 |
|
|
|
|
|
|
|
Главный привод |
|
|
|
|
|
|
|
|
|
|
|
Скорость вращения, мин–1 |
4500 (6000)* |
|
|
|
|
Мощность главного привода, кВт |
22 |
|
|
22 |
|
|
|
|
|
||
Наибольший крутящий момент, Н · м |
1200 |
|
1200 |
||
|
|
|
|
||
Конус инструмента |
ISO 50 |
|
ISO 50 |
||
|
|
|
|
|
|
Устройство АСИ |
|
|
|
|
|
|
|
|
|
|
|
Емкость инструментального магазина, шт. |
40 (64, 100)* |
|
— |
|
|
|
|
|
|
|
|
Наибольшая масса инструмента, кг |
25 |
|
|
25 |
|
|
|
|
|
||
Наибольшая длина инструмента, мм |
400 |
|
400 |
||
|
|
|
|
|
|
Время смены инструмента, с |
18 |
|
|
18 |
|
|
|
|
|
|
|
Диапазон рабочих подач: |
|
|
|
|
|
по осям X, Y, Z, мм/мин |
1…6000 |
|
|
|
|
|
|
|
|
|
|
по оси В (непрерывный стол), град/мин |
1…1080 |
|
|
|
|
|
|
|
|
||
Ускоренные перемещения по осям X, Y, Z, |
20 000 |
|
20 000 |
||
мм/мин |
|
|
|
|
|
|
|
|
|
|
|
Ускоренное перемещение по оси В, мин–1 |
10 |
|
|
10 |
|
Усилие подачи, Н: |
|
|
|
|
|
по оси Х |
12 500 |
|
12 500 |
||
|
|
|
|
||
по оси Y |
10 000 |
|
10 000 |
||
|
|
|
|
||
по оси Z |
15 000 |
|
15 000 |
||
|
|
|
|
|
|
Система подачи СОЖ, л/мин: |
|
|
|
|
|
внешний полив (через сопла на шпиндельной |
200 |
|
200 |
||
бабке) |
|
|
|
|
|
|
|
|
|
|
|
через шпиндель (50 атм) |
20 |
|
|
20 |
|
|
|
|
|
|
|
196

Окончание табл. 10.3
Параметры |
|
|
Модели станков |
|
|
|
|
|
|
|
|
|
|
|
ИСБ500 |
|
|
ИСБ800 |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
Система управления |
|
|
Fanuc/Siemens |
|
|
|
|
|
|
|
|
|
|
Габаритные размеры станка, мм |
4750 |
5813 |
3650 |
4750 |
6150 |
4000 |
|
(4750 |
7560 |
3560) |
(4750 |
8295 |
4000) |
|
|
|
||||
Масса станка, кг |
14 070 (18 525) |
16 925 (21 525) |
||||
|
|
|
|
|
|
|
* По заказу.
Высокоскоростной 5'осевой горизонтальный обрабатывающий центр СУПЕР ЦЕНТР ИС800 ГЛОБУС. Станок предназначен для обработки сверхсложных деталей типа лопаток, крыльчаток и других изделий в основном для аэрокос мической и авиационной промышленности, а также для изготовления слож ных пресс форм посредством выполнения операций: сверления, зенкерова ния, развертывания, растачивания точных отверстий по точным координа там, фрезерования плоскостей и пазов, нарезания резьб метчиками и резцом, обработки фасонных поверхностей с одновременным управлением пятью ко ординатами.
Главное отличие этого обрабатывающего центра от базового станка — на личие наклонно поворотного стола. Для достижения высокой точности и же сткости при резании наклон стола осуществляется на комбинированном пре цизионном роликовом подшипнике. Круговой оптический датчик на привод ной стороне наклонного стола способствует выполнению точного высокоско ростного позиционирования. Гидроцилиндр уравновешивания компенсирует различие нагрузочных моментов, возникающих из за угла наклона, для полу чения высокой точности позиционирования и контурной обработки.
Станки оснащены встроенным в шпиндельную бабку мотор шпинделем, имеющим высокие скорости вращения и обеспечивающим высокую точность обработки за счет применения прецизионных подшипников с керамическими телами качения.
Перемещение подвижных рабочих узлов осуществляется с применением двухзаходных шариковых винтовых пар. В качестве направляющих использу ются рельсовые роликовые направляющие качения. Применение автоматиче ской дозированной смазки шариковых винтовых пар и роликов опор качения гарантирует их длительный срок службы.
В стандартной комплектации станки оснащаются импортной гидростан цией, пневматикой, электрикой и другими комплектующими.
Технические характеристики суперцентра «Глобус» |
|
|
Размеры рабочей поверхности (круговой делительный) стола, мм .............. |
800 |
800 |
Возможность поворота по оси В, град............................................................ |
360 |
|
Скорость оси поворота, мин–1 ....................................................................... |
20 |
|
Максимальная масса обрабатываемой детали, кг.......................................... |
600 |
|
Точность деления, с ........................................................................................ |
3,6 |
|
Разрешающая способность, с ......................................................................... |
3,6 |
|
197

Делительный механизм качания оси А: |
|
угол ........................................................................................................... |
+20о…–130о |
скорость.................................................................................................... |
8 |
Точность деления, с ........................................................................................ |
12 |
Разрешающая способность, с ......................................................................... |
3,6 |
Перемещение осей станка по осям X, Y, Z, мм .............................................. |
1200/1000/1100 |
Скорости подач по осям X/Y/Z, м/мин .......................................................... |
40/40/30 |
Шпиндель |
|
Пределы частоты вращения, мин–1................................................................ |
8000 (12 000) |
Конус инструмента ......................................................................................... |
HSK A 100 |
Мощность главного привода при ПВ 100 %, кВт .......................................... |
30 |
Крутящий момент, Н · м................................................................................. |
280 |
Устройство АСИ |
|
Число инструментов, шт................................................................................. |
50 |
Максимальные размеры инструмента, мм: |
|
диаметр..................................................................................................... |
250 |
длина......................................................................................................... |
500 |
Максимальная масса инструмента, кг ........................................................... |
25 |
Время смены инструмента «от реза до реза», с .............................................. |
7,0 |
Гидрооборудование |
|
Номинальное давление, МПа......................................................................... |
6 |
Рабочее давление станции высокого давления, МПа.................................... |
15 |
Система СОЖ |
|
Производительность подачи СОЖ в зону резания при Р = 2,5 атм, л/мин . |
|
|
200 |
Подача СОЖ через инструмент при Р = 50 атм, л/мин................................. |
20 |
Вместимость бака СОЖ, л .............................................................................. |
900 |
Габаритные размеры станка с приставным оборудованием (Ш Д В), мм |
5025 6200 4310 |
Масса, кг.......................................................................................................... |
20 000 |
Технические характеристики суперцентров ИС630 и ИС800 приведены в табл. 10.4.
Т а б л и ц а 10.4. Технические характеристики суперцентров ИС630 и ИС800
Параметры |
Модели центров |
||
ИС630 |
ИС800 |
||
|
|||
Рабочая зона |
|
|
|
Наибольшие перемещения, мм: |
|
|
|
сани шпиндельной бабки поперечно, ось Х |
800 |
1200 |
|
шпиндельная бабка вертикально, ось Y |
710 |
1000 |
|
рабочий стол продольно, ось Z |
630 |
1200 |
|
Поворотный стол, ось В, град |
360 |
360 |
|
Предельные обрабатываемые размеры заготовки, мм: |
|
|
|
диаметр/высота |
800/710 |
1000/1000 |
|
Главный привод |
|
|
|
Конус шпинделя |
HSK A63; SK40 |
HSK A100; SK50 |
|
|
(HSK A100; SK50) |
|
|
Наибольшая скорость вращения шпинделя, мин–1 |
12 000 |
8000; 12 000 |
|
Мощность главного привода S1/S6, кВт |
22/33 |
30/40 |
|
198

|
|
|
Окончание табл. 10.4 |
|
|
|
|
Параметры |
|
Модели центров |
|
|
ИС630 |
ИС800 |
|
|
|
||
Устройство АСИ |
|
|
|
Емкость инструментального магазина, шт. |
|
60 |
50 |
Время смены инструмента «от реза до реза», с |
|
5,8 |
7,0 |
Рабочий стол, устройство смены паллет |
|
||
Рабочая поверхность паллеты, мм |
|
630 630 |
800 800 |
Грузоподъемность паллеты, кг |
|
600 |
1000 |
Число паллет, шт. |
|
2 |
2 |
Время смены паллет, не более, с |
|
12 |
15 |
Приводы подач |
|
|
|
Наибольшие скорости: |
|
|
|
перемещений по осям X, Y, Z, м/мин |
|
60 |
40 (30) |
вращения поворотного стола, ось В, мин–1 |
|
30 |
30 |
Дискретность задания: |
|
0,0001 |
0,0001 |
перемещений, мм |
|
|
|
поворота стола, град |
|
0,0001 |
0,0001 |
Система СОЖ |
|
|
|
Вместимость бака СОЖ, л |
|
900 |
— |
Подача СОЖ через сопла на шпиндельной бабке, |
|
100 |
— |
л/мин |
|
|
|
Подача СОЖ через шпиндель под давлением 5 МПа, |
|
20 |
— |
л/мин |
|
|
|
Класс точности станка согласно ГОСТ30027 |
|
||
Управление |
|
CNC Siemens; |
|
|
|
Sinumerik 840D |
|
Габаритные размеры станка (Ш Д В), мм |
|
4200 6000 3640 |
4740 7220 4330 |
Масса станка, кг |
|
16 000 |
22 000 |
10.6. Многоцелевые станки промышленной группы «АВ Техника»
Многоцелевой токарный станок с ЧПУ ВТ 320/600 позволяет проводить обработку в патроне, центрах и на планшайбе деталей различной конфигура ции из легких материалов и труднообрабатываемых сталей и сплавов с обес печением высокой производительности и точности.
Станок, кроме традиционной токарной обработки, позволяет проводить сверлильные и фрезерные операции на поверхностях, несоосных с осью вра щения, вести обработку заготовок с двух противоположных сторон без снятия детали со станка, работать в полном автоматическом режиме при обработке заготовок из прутка.
Технические характеристики |
|
Наибольший диаметр обрабатываемой заготовки, мм: |
|
над станиной ............................................................................................ |
450 |
над суппортом .......................................................................................... |
270 |
Угол наклона суппорта к станине, град.......................................................... |
60 |
199