

[Sibikin_M.YU.]_Sovremennoe_metalloobrabatuevayush(BookZZ.org)
.pdf802
Т а б л и ц а 18.17. Технические данные электропечей для плавки в кристаллизаторе различных металлов
|
|
|
|
|
|
|
|
Г108,7ДТВ |
||
|
Г3,65ДМВ |
Г13,2ДСВ |
Г24,5ДСВ |
Г66,3ДСВ |
Г108ДСВ |
Г168ДСВ |
Г3711,2ДСВ |
|
|
|
|
й1 переплав |
|
й2 |
|||||||
|
|
|
|
|
|
|
|
|
||
Параметры |
|
|
|
|
|
|
|
|
переплав |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Расплавляемый металл |
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
Медь |
|
|
Сталь |
|
|
Титан |
|
|
|
|
|
|
|
|
|
|
|
|
|
Диаметр кристаллизатора, мм |
320, 420, |
160, 200, |
160, 250, |
320, 400, |
500, 600, |
560, 630, |
630, 800, |
450, 560, |
|
560, 650, |
|
520, 600 |
250, 320 |
320, 400, |
500, 630 |
700, 820 |
710, 820 |
1000, 1120, |
650, 770 |
|
770, 870 |
|
|
|
450 |
|
|
|
1350 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Длина слитка, мм |
1450 |
1750 |
1800 |
2700 |
4200 |
4300 ...5200 |
2640, 2780, |
|
3500, 4000 |
|
|
|
|
|
|
|
|
|
2810, 2890 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Максимальные размеры элек |
|
|
|
|
|
|
|
|
|
|
трода, мм: |
|
|
|
|
|
|
|
|
|
|
диаметр |
490 |
220 |
360 |
510 |
700 |
650 |
1100 |
360, 450, |
|
440 548, |
|
|
|
|
|
|
|
|
550, 600 |
|
636, 754 |
|
|
|
|
|
|
|
|
|
|
|
длина |
2300 |
3550 |
2750 |
4550 |
3350 |
6000 |
7600 |
5100, 5450, |
|
5100, 5400, |
|
|
|
|
|
|
|
|
5500 |
|
5600 |
|
|
|
|
|
|
|
|
|
|
|
Масса слитка, т |
3,5 |
1,1 |
2,0 |
6,3 |
10 |
16 |
60 |
1,92; 2,0; |
|
3,62; 5,06; |
|
|
|
|
|
|
|
|
4,2; 5,3 |
|
8,05; 10,3 |
Максимальный ток, кА |
25 |
12,5 |
|
25 |
|
37,5 |
25 |
|
37,5 |
|
|
|
|
|
|
|
|
|
|
|
|
Давление в холодной печи, Па |
0,133 |
|
|
|
0,06 |
|
|
2,66 |
||
|
|
|
|
|
|
|
|
|
|
|
Расход охлаждающей воды, |
70 |
40 |
50 |
70 |
50 |
90 |
120 |
80 |
|
|
м3/ч |
|
|
|
|
|
|
|
|
|
|
Габаритные размеры, мм: |
|
|
|
|
|
|
|
|
|
|
общая высота |
9320 |
12 950 |
12 000 |
13 900 |
11 650 |
19 100 |
23 900 |
20 940 |
||
|
|
|
|
|
|
|
|
|
|
|
заглубление |
950 |
4200 |
— |
5250 |
1950 |
9000 |
10 500 |
7800 |
||
|
|
|
|
|
|
|
|
|
|
|
в плане |
7480 7340 |
4935 7310 |
9650 7000 |
6840 7960 |
8200 7000 |
9000 8200 |
5595 15 900 |
9415 |
|
5310 |
|
|
|
|
|
|
|
|
|
|
|
Масса печи, т |
— |
23 |
50 |
29 |
80 |
55 |
135 |
140 |
||
|
|
|
|
|
|
|
|
|
|
|
Сведения о вакуумных дуговых печах, предназначенных для производства слитков и фасонных отливок из высокореакционных металлов, приведены в табл. 18.17.
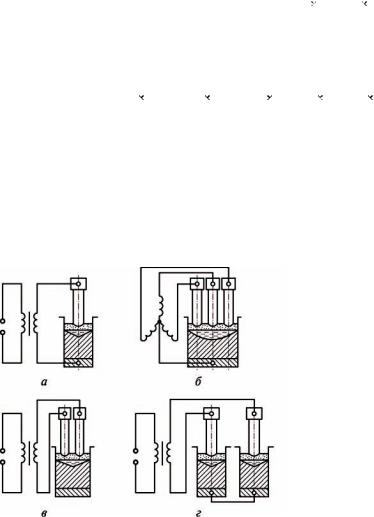
18.6. Установки электрошлакового переплава
Установки электрошлакового переплава (ЭШП) применяют для изготов ления слитков из высококачественных сталей (рис. 18.2). Технические дан ные наиболее широко применяемых печей ЭШП приведены в табл. 18.18.
Т а б л и ц а 18.18. Основные параметры печей ЭШП для производства слитков
Параметры |
ЭШП |
ЭШП |
ЭШП |
ЭШП 10ВГ |
ЭШП |
ЭШП |
ЭШП |
|
0,125 |
0,25ВГ |
2,5ВГ |
10Г |
20ВГ |
40ВГ |
|||
|
|
|||||||
Мощность источника |
250 |
630 |
1600 |
2390 (частота, |
3200 |
2 5000 |
2 5000 |
|
питания, кВ · А |
|
|
|
Гц: 0,49; 0,99; |
|
|
|
|
|
|
|
|
1,9; 4,7; 9,4) |
|
|
|
|
Максимальный ток, А |
5000 |
10 000 |
21 000 |
25 000 |
35 000 |
50 000 |
50 000 |
|
Максимальный размер |
|
|
|
|
|
|
|
|
поперечного сечения, мм: |
|
|
|
|
|
|
|
|
прямоугольного |
— |
— |
400 550 |
650 650 |
300 1400 |
620 1970 |
760 2000 |
|
круглого (диаметр) |
200 |
250 |
425 |
— |
800 |
— |
— |
Трехфазные печи отличаются лучшими энергетическими показателями по сравнению с однофазными одноэлектродными, но обладают меньшим коэф фициентом заполнения кристаллизаторов, в результате чего увеличивается длина электродов и, следовательно, высота печи.
Существуют две модификации печей ЭШП. В одной из них переплав осу ществляют в неподвижном глухом кристаллизаторе, по другой схеме кристал лизатор перемещается относительно наплавляемого слитка или слиток отно сительно кристаллизатора.
Рис. 18.2. Электрические схемы печей ЭШП:
а — одноэлектродная однофазная; б — трехэлектродная трехфазная; в — двухэлектродная однофазная с бифи лярным токоподводом; г — то же для получения двух слитков
281
Powered by TCPDF (www.tcpdf.org)

Г Л А В А 19
СВАРОЧНОЕ ОБОРУДОВАНИЕ
19.1.Классификация видов электродуговой сварки
иисточников тока
Процесс получения неразъемных соединений деталей из различных мате риалов посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве или пластической деформации называют сваркой.
При электросварке происходит нагрев электрической дугой, образующей ся между сварочным электродом и деталью из металла. Электрическая дуга представляет собой электрический разряд в газах, характеризуемый большой плотностью тока и малым катодным падением напряжения (между электро дом и свариваемыми деталями), высокой температурой и давлением газа. При этом нагретый светящийся газ изгибается в виде дуги, в связи с чем явление электрического разряда было названо электрической дугой.
Сварку можно классифицировать по току для питания дуги: постоянным током прямой полярности (минус на электроде), постоянным током обратной полярности (плюс на электроде), переменным током.
В зависимости от типа дуги она может быть прямого и косвенного дей ствия.
Дуга прямого действия горит между электродом и основным металлом, ко торый является частью сварочной цепи, при этом для сварки используется те плота, выделяемая в дуге и на электродах.
Дуга косвенного действия горит между двумя электродами, а основной ме талл не является частью сварочной цепи и расплавляется преимущественно от столба дуги. Такая дуга имеет ограниченное применение из за низкого КПД.
Сварка может осуществляться плавящимся и неплавящимся электродом (угольным, графитовым, вольфрамовым), т.е. зависит от свойств электрода.
Сварка плавящимся электродом является самым распространенным спосо бом. При этом способе сварку можно производить одним или несколькими электродами. Если два электрода присоединены к одному полюсу источника питания дуги, то такую сварку называют двухэлектродной, а если присоеди ненных к одному полюсу электродов больше, то — многоэлектродной (пуч ком электродов). Если каждый из электродов получает независимое питание, то сварку называют двухдуговой, или многодуговой.
По условиям наблюдения за горением дуги она может быть закрытой, от крытой и полуоткрытой.
282
При открытой дуге наблюдение за процессом горения дуги производится через специальные защитные цветные стекла светофильтры. Открытую дугу применяют при ручной сварке металлическим и угольным электродом, сварке в защитных газах и других способах.
Закрытая дуга располагается полностью в расплавленном флюсе шлаке в основном металле или под гранулированным флюсом и является невидимой.
Полуоткрытая дуга характеризуется тем, что одна ее часть расположена в основном металле и расплавленном флюсе, а другая — над ними. Такой вид дуги используют при автоматической сварке алюминия по флюсу.
Источники тока для электросварки классифицируют по виду получаемого от них тока: переменного и постоянного тока.
Кисточникам переменного тока относят сварочные трансформаторы и ре зонансные источники сварочного тока.
Кисточникам постоянного сварочного тока относят сварочные выпрямите ли и сварочные генераторы. Буквы в обозначении источников сварочного тока означают следующее:
— первая буква — тип источника сварочного тока: Т — трансформатор, Г — генератор, П — преобразователь, А — агрегат, В — выпрямитель, У — ус тановка;
—вторая — вид сварки: Д — дуговая, П — плазменная;
—третья — способ сварки: Г — в защитных газах, Ф — под флюсом,
У— универсальный;
—четвертая — вид внешней характеристики: Ж — жесткая, П — па дающая;
—пятая — число обслуживаемых постов: М — многопостовой, однопо стовой (без обозначения);
—шестая — величину номинального тока: одна или две цифры обознача ют округленную величину номинального сварочного тока в десятках или сот нях ампер;
—последняя буква — климатическое исполнение: ХЛ — для холодного климата, У — умеренный климат, Т — тропический климат;
—последняя цифра — категория размещения для работы: 1 — на открытом воздухе, 2 — под навесом, 3 — в неотапливаемом помещении, 4 — в отапли ваемом помещении.
Зависимость между напряжением и током сварочной дуги показывает ста тическая вольт амперная характеристика.
Источники питания сварочной дуги имеют свои вольт амперные характе ристики, которые могут быть падающими, жесткими и возрастающими.
19.2. Сварочные трансформаторы
В обозначениях сварочных трансформаторов применяют следующие буквы:
—СТЭ — трансформаторы с отдельным дросселем;
—СТН, ТСД — трансформаторы с встроенным дросселем;
—ТД (ТС, ТСК) — трансформаторы с увеличенным магнитным рассея
нием;
—ТДМ (СТАН) — трансформаторы с подвижным магнитным шунтом;
—ТДФ — трансформаторы с подвижным магнитным шунтом для автома тической и электрошлаковой сварки;
283
Powered by TCPDF (www.tcpdf.org)
— СТШ — трансформаторы с подвижным магнитным шунтом.
В табл. 19.1—19.3 приведены технические данные некоторых сварочных трансформаторов.
Т а б л и ц а 19.1. Технические характеристики сварочных
трансформаторов типа ТДМ
Параметры |
|
|
|
|
|
Тип сварочных трансформаторов |
|
|
|||||
|
|
ТДМ 22 |
|
ТДМ 140 |
|
ТДМ 169 |
ТДМ 180 |
||||||
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Переменное напряжение, В |
|
|
180...240 |
|
220 |
|
|
220 |
|
220/380 |
|||
Пределы регулирования сварочного |
|
80...220 |
|
40...140 |
|
50...160 |
|
40...180 |
|||||
тока, А |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Продолжительность нагрузки при но |
|
20 |
|
|
15 |
|
|
20 |
|
|
20 |
||
минальном сварочном токе, ПВ % |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Напряжение холостого хода, В |
|
|
58 |
|
|
50 |
|
|
63 |
|
|
70 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Потребляемая мощность, кВ · А |
|
|
9,0 |
|
|
7,5 |
|
|
13,0 |
|
|
13,0 |
|
Габаритные размеры, мм |
|
|
380 300 |
|
270 240 |
|
330 |
160 |
|
360 |
360 |
||
|
|
|
|
220 |
|
|
420 |
|
|
300 |
|
|
930 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Масса, кг |
|
|
25 |
|
|
28 |
|
|
30 |
|
|
45 |
|
|
|
|
|
|
|
|
|
|
|
|
|||
Т а б л и ц а 19.2. Технические характеристики сварочных |
|
|
|
|
|||||||||
трансформаторов типа СТШ |
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||
Параметры |
|
|
|
|
|
Тип сварочных трансформаторов |
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
СТШ 250 |
|
СТШ 500 |
|
СТШ 250 |
|
СТШ 500 |
||||||
|
|
|
|
|
|||||||||
Напряжение питающей сети, В |
|
220/380 |
|
220/380 |
220/380 |
|
380 |
||||||
|
|
|
|
|
|
|
|
||||||
Пределы регулирования сва |
|
65...260 |
|
145...650 |
70...260 |
|
25...125 |
||||||
рочного тока, А |
|
|
|
|
|
|
|
|
|
|
|
|
|
Напряжение холостого хода, В |
|
|
|
65 |
|
60 |
65 |
|
|
63 |
|||
|
|
|
|
|
|
|
|
|
|
|
|||
Габаритные размеры, мм |
|
420 |
270 |
|
670 666 |
424 |
275 |
|
670 |
665 |
|||
|
|
|
|
425 |
|
753 |
425 |
|
|
680 |
|||
Масса, кг |
|
|
|
44 |
|
220 |
51 |
|
|
63 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сварочный трансформатор малогабаритный типа ТДМ 22 переносной пред назначен для ручной дуговой сварки и резки стали с ручным регулированием сварочного тока в пределах 80...220 А, питание трансформатора от сети одно фазного переменного тока. Применяют электроды диаметром 2...5 мм.
Регулирование сварочного тока осуществляется присоединением свароч ных кабелей к соответствующим выводам трансформатора: 80 А, 100 А, 120 А, 140 А, 160 А, 200 А, 220 А.
Трансформатор сварочный ТДМ 140 предназначен для ручной дуговой сварки электродами с рутиловым покрытием малоуглеродистых и низколеги рованных сталей. Регулировка сварочного тока производится ручным переме щением магнитного шунта вертикального исполнения.
Сварочные трансформаторы по способу получения падающей характери стики подразделяют на три группы.
284
org).tcpdf.(www TCPDF by Powered
Т а б л и ц а 19.3. Технические характеристики сварочных трансформаторов
|
|
|
|
|
|
Тип сварочных трансформаторов |
|
|
|
|
|
||||
Параметры |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
СТЭ |
СТЭ |
СТН |
СТН |
ТСД |
ТСД |
ТСД |
ТД |
ТД |
ТД |
ТД |
ТД |
ТДФ |
ТДФ |
||
|
|||||||||||||||
|
24У |
34У |
1500 |
700 |
500 |
1000 |
2000 |
102 |
306 |
300 |
500 |
502 |
1001 |
1601 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Пределы регулирования |
100... |
150... |
150... |
200... |
200... |
400... |
800... |
55... |
90... |
60... |
90... |
100... |
400... |
600... |
|
сварочного тока, А |
500 |
700 |
700 |
900 |
600 |
1200 |
2200 |
175 |
300 |
385 |
650 |
560 |
1200 |
1800 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Вторичное напряжение |
65 |
60 |
60 |
60 |
80 |
69 и 78 |
72 и 84 |
80 |
80 |
61...79 |
60...76 |
60...76 |
68...71 |
74...79 |
|
холостого хода, В |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Номинальная мощность, |
23 |
30 |
32 |
43,5 |
42 |
78 |
180 |
11,4 |
19,4 |
20 |
32 |
26,5 |
82 |
170 |
|
кВ · А |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
КПД при номинальном |
83 |
86 |
85 |
85 |
87 |
90 |
90 |
72 |
72 |
88 |
85 |
85 |
87 |
88 |
|
режиме, % |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Масса трансформатора и |
130/90 |
160/100 |
275 |
380 |
450 |
510 |
675 |
38 |
71 |
137 |
210 |
240 |
720 |
1000 |
|
дросселя (реактора), кг |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
528
1.Трансформаторы с нормальным рассеянием и отдельным дросселем. По этой схеме выпускают передвижные трансформаторы СТЭ 24У, СТЭ 34У (табл. 19.3).
2.Трансформаторы с увеличенным магнитным рассеянием. Увеличенные потоки рассеяния создаются:
—размещением первичной и вторичной обмоток на разных стержнях маг нитопровода;
—удалением первичных обмоток от вторичных;
—размещением в окне магнитопровода магнитного шунта — подвижного или неподвижного. Иногда эти способы комбинируют.
Выпускают следующие трансформаторы такого типа: с подвижным маг нитным шунтом СТАН 9, СТШ 250, СТШ 500, СТШ 500 80 (см. табл. 19.2); с неподвижным магнитным шунтом и помещенной на нем обмоткой управ ления ТДФ 1001 и ТДФ 2001; с подвижными вторичными обмотками ТС 300, ТС 500, ТСК 300, ТСК 500, ТД 102, ТД 300, ТД 500.
Кроме того, для сварки используют трансформаторы типа ТСД 500 1, ТСД 1000 4, ТСД 2000 2 и СТН 350, СТН 500, СТН 500 1, СТН 700, кото рые являются по свойствам смешанными, так как сочетают свойства как трансформаторов типа СТЭ, так и трансформаторов типа ТДФ (см. табл. 19.3).
3. Трансформаторы с жесткой характеристикой (для электрошлаковой сварки) ТШС 1001 1, ТШС 3000 1 (однофазные) и ТШС 600 3, ТШС 1000 3, ТШС 3000 3 (трехфазные) имеют секционные первичные и вторичные об мотки для регулирования вторичного напряжения. В трансформаторах типа СТШ магнитный шунт, расположенный между обмотками, состоит из двух частей, которые могут раздвигаться или сдвигаться. Когда части шунта раз двинуты, магнитный поток рассеяния уменьшен — сварочный ток максима лен, а когда сдвинуты — минимален.
Трансформаторы для ручной дуговой сварки типа ТД обладают увеличенным индуктивным рассеянием обмоток и имеют внешние характеристики падаю щей формы. Магнитопровод трансформаторов — стержневого типа. Конст рукция трансформатора позволяет перемещать катушки вторичной обмотки с помощью ходового винта, пропущенного через верхнее ярмо. Катушки пер вичной обмотки неподвижны и закреплены у нижнего ярма. Трансформатор снабжен переключателем диапазонов сварочного тока.
19.3. Сварочные выпрямители
Устройства для преобразования напряжения переменного тока в напряже ние постоянного тока для получения сварочной дуги называют сварочными выпрямителями.
Сварка на постоянном токе имеет преимущества по сравнению со сваркой на переменном токе: повышается стабильность горения дуги из за отсутствия нулевых значений сварочного тока, увеличивается глубина проплавления сва риваемого металла, снижается разбрызгивание металла, повышается проч ность металла шва и снижается количество дефектов шва. Поэтому сварку отечественных соединений лучше выполнять на постоянном токе.
Высоколегированные и теплоустойчивые стали, чугуны, титан, сплавы на основе меди и никеля хорошо свариваются на постоянном токе. В комплект
286

сварочного выпрямителя входят силовой трансформатор, выпрямительный блок на полупроводниковых приборах, устройства пуска, регулирования, за щиты, измерения, охлаждения. Важными элементами сварочного выпрямите ля являются радиаторы охлаждения вентилей, вентилятор, включающийся перед пуском выпрямителя, элементы защиты от токовых перегрузок и пере грева.
В выпрямителях регулирование сварочного тока осуществляется электро механическим или электрическим методом. При электромеханическом регу лировании изменение тока происходит до выпрямительного блока и на вы прямляющие вентили поступает переменный ток, имеющий заданные пара метры. При этом применяют трансформаторы с увеличенным магнитным рассеянием или управляемым магнитным шунтом. Технические данные сва рочных выпрямителей приведены в табл. 19.4—19.7.
Т а б л и ц а 19.4. Технические характеристики сварочных
выпрямителей ВД$306 — ВД$306ДК
Параметры |
|
|
Тип сварочных выпрямителей |
|
||||
ВД 306 |
ВД 306С |
ВД 306Д |
ВД 306ДК |
|||||
|
|
|||||||
Напряжение питающей сети, В |
380 |
|
380 |
|
380 |
380 |
||
Максимальный первичный ток, А |
35 |
|
— |
— |
— |
|||
Номинальное рабочее напряже |
32 |
|
32 |
|
32 |
32 |
||
ние, В |
|
|
|
|
|
|
||
Напряжение холостого хода, В |
60…70 |
75 |
|
95 |
95 |
|||
Пределы регулирования свароч |
— |
80...400 |
|
50...350 |
50...350 |
|||
ного тока, А |
|
|
|
|
|
|
||
Диапазон малых токов |
20...125 |
|
— |
— |
— |
|||
Диапазон больших токов |
125...315 |
|
— |
— |
— |
|||
Продолжительность рабочего вре |
60 |
|
60 |
|
60 |
60 |
||
мени (ПВ), % |
|
|
|
|
|
|
||
Потребляемая мощность, кВ · А |
24 |
|
21 |
|
25 |
25 |
||
Температура срабатывания теп |
95…105/ |
— |
— |
— |
||||
ловой защиты, откл/вкл, оС |
75…85 |
|
|
|
|
|||
Габаритные размеры, мм |
— |
800 300 850 |
|
650 390 600 |
615 400 600 |
|||
Масса, кг |
90 |
|
120 |
|
125 |
140 |
||
Т а б л и ц а 19.5. Технические характеристики сварочных |
|
|||||||
выпрямителей ВД$131 — ВД$313 |
|
|
|
|
||||
|
|
|
|
|
|
|
||
Параметры |
|
|
|
Тип сварочных выпрямителей |
|
|||
|
ВД 131 |
|
ВД 250 |
|
ВД 309 |
ВД 313 |
||
|
|
|
|
|||||
Напряжение питающей сети, В |
|
220/380 |
|
380 |
|
380 |
380 |
|
Номинальный сварочный ток, |
|
180(20) |
|
250(20) |
|
250 |
315(60) |
|
А (ПВ, %) |
|
|
|
|
|
|
|
|
Пределы регулирования сва |
|
38...180 |
|
— |
|
60...330 |
60...330 |
|
рочного тока, А: |
|
|
|
|
|
|
|
|
1 я ступень |
|
— |
|
50...145 |
|
— |
— |
|
2 я ступень |
|
— |
|
125...260 |
|
— |
— |
|
|
|
|
|
|
|
|
287 |
|
Powered by TCPDF (www.tcpdf.org)
Окончание табл. 19.5
Параметры |
|
|
|
|
|
|
Тип сварочных выпрямителей |
|
|
||||
|
|
ВД 131 |
|
|
ВД 250 |
|
|
ВД 309 |
ВД 313 |
||||
|
|
|
|
|
|
|
|||||||
Номинальное рабочее напря |
|
27 |
|
|
|
— |
|
32 |
|
32 |
|||
жение, В: |
|
|
|
|
|
|
|
|
|
|
|
|
|
1 я ступень |
|
|
— |
|
|
26 |
|
|
|
— |
|
— |
|
2 я ступень |
|
|
— |
|
|
30 |
|
|
|
— |
|
— |
|
Напряжение холостого хода, В |
|
70 |
|
|
80 |
|
65 |
|
65 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Потребляемая мощность кВ · А |
|
12,5 |
|
|
20 |
|
|
|
— |
|
21 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Габаритные размеры, мм |
|
360 360 |
930 |
|
360 360 |
930 |
530 305 630 |
645 |
505 560 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Масса, кг |
|
60 |
|
|
73 |
|
75 |
|
100 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
||
Т а б л и ц а 19.6. Технические характеристики сварочных |
|
|
|||||||||||
выпрямителей ВДУ$506 — ВДЭ$315 |
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
Тип сварочных выпрямителей |
|
|
||||
Параметры |
|
ВДУ 506 |
|
ВДУ 506С |
|
|
ВДУ 601С |
ВДЭ 315 |
|||||
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|||
Напряжение питающей сети, В |
|
380; 220 |
|
|
380 |
|
|
380 |
|
380 |
|||
|
|
|
|
|
|
|
|
|
|
||||
Номинальный сварочный ток, А |
|
500 (ПВ 60 %) |
|
500 (60) |
|
|
630 (60) |
|
315 |
||||
|
|
|
390 (ПВ 100 %) |
|
|
|
|
|
|
|
|||
Пределы регулирования рабоче |
|
— |
|
— |
|
|
8...33 |
|
— |
||||
го напряжения, В: |
|
|
|
|
|
|
|
|
|
|
|
|
|
для жестких характеристик |
|
18...50 |
|
|
— |
|
|
— |
|
— |
|||
|
|
|
|
|
|
|
|
|
|
|
|||
для падающих характеристик |
|
22...46 |
|
|
— |
|
|
— |
|
— |
|||
|
|
|
|
|
|
|
|
|
|
||||
Номинальное рабочее напряже |
|
— |
|
46 |
|
|
50 |
|
33 |
||||
ние, В |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Напряжение холостого хода, В |
|
85 |
|
|
85 |
|
|
85 |
|
75 |
|||
|
|
|
|
|
|
|
|
|
|
|
|||
Потребляемая мощность, кВ · А |
|
40 |
|
|
30 |
|
|
40 |
|
20 |
|||
Габаритные размеры, мм |
|
820 |
620 |
|
|
750 |
650 |
|
|
750 650 |
550 |
550 |
|
|
|
|
1100 |
|
|
1150 |
|
|
1150 |
|
850 |
||
|
|
|
|
|
|
|
|
|
|
|
|||
Масса, кг |
|
300 |
|
|
260 |
|
|
300 |
|
— |
|||
|
|
|
|
|
|
|
|
|
|||||
Т а б л и ц а 19.7. Технические характеристики сварочных |
|
|
|||||||||||
выпрямителей ВД$506Д — ВДМ$1201 |
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|||
Параметры |
|
|
|
|
|
Тип сварочных выпрямителей |
|
|
|||||
|
ВД 506Д |
|
ВД 506ДК |
|
|
ВД2 313 |
ВДМ 1201 |
||||||
|
|
|
|
|
|
||||||||
Напряжение питающей сети, В |
500(60) |
|
380 |
|
|
380 |
|
380 |
|||||
Номинальный сварочный ток, |
500(60) |
|
500(60) |
|
315 |
1250(60) |
|||||||
А (ПВ, %) |
|
|
|
|
|
|
|
|
|
|
|
|
|
Пределы регулирования свароч |
80...500 |
|
50...500 |
|
60...350 |
50...325 |
|||||||
ного тока, А |
|
|
|
|
|
|
|
|
|
|
|
|
|
Напряжение холостого хода, В |
95 |
|
|
95 |
|
|
|
— |
|
75 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
288

Окончание табл. 19.7
Параметры |
|
Тип сварочных выпрямителей |
|
||
|
|
|
|
||
ВД 506Д |
ВД 506ДК |
ВД2 313 |
ВДМ 1201 |
||
|
|||||
|
|
|
|
|
|
Номинальное рабочее напряже |
40 |
40 |
32 |
60 |
|
ние, В |
|
|
|
|
|
Потребляемая мощность, кВ · А |
36 |
36 |
27 |
95 |
|
Габаритные размеры, мм |
700 390 |
615 400 |
660 505 |
1050 700 |
|
|
690 |
670 |
710 |
950 |
|
Масса, кг |
165 |
160 |
160 |
450 |
|
|
|
|
|
|
|
19.4.Назначение и области применения сварочных выпрямителей
Выпрямитель сварочный ВД 306 предназначен для ручной дуговой сварки на постоянном токе, резки и наплавки при питании от трехфазной сети пере менного тока.
Выпрямитель сварочный ВД*306С предназначен для ручной дуговой сварки на постоянном токе углеродистых и легированных сталей ответственных со единений для производственных и ремонтно восстановительных работ. Его можно применять в стационарных и монтажных условиях на предприятиях машиностроения, судостроения, химической промышленности. Выпрямитель имеет падающую внешнюю характеристику, обладает повышенной нагрузоч ной способностью, пониженной склонностью к разбрызгиванию и газообра зованию.
Выпрямитель сварочный ВД*306УЗ предназначен для сварки на постоян ном токе, резки и наплавки при питании от сети трехфазного переменного тока. Может применяться в производственных и ремонтных условиях. Вы прямитель имеет падающую внешнюю характеристику, две ступени регулиро вания сварочного тока с плавным регулированием тока внутри каждой ступе ни, которое осуществляется силовым трансформатором с повышенным рас сеянием. У выпрямителя легкое возбуждение дуги, стабильный процесс свар ки, хорошее формирование шва при малом разбрызгивании.
Выпрямитель сварочный ВД 360Д предназначен для ручной дуговой сварки стальных изделий электродами с покрытием. Возможно присоединение при ставки для аргонодуговой сварки и пульта дистанционного регулирования тока. Выпрямитель имеет тиристорное регулирование сварочного тока, регу лировку тока короткого замыкания, переключатель крутизны внешних харак теристик на три положения, переключатель сварки электродом с целлюлоз ным или основным покрытием.
Выпрямитель сварочный ВД*360ДК предназначен для ручной дуговой, по луавтоматической и аргонодуговой сварки изделий из стали. Имеется воз можность присоединения приставки для аргонодуговой сварки, подающих механизмов для полуавтоматической сварки и пульта дистанционного регули рования тока. Выпрямитель имеет тиристорное управление, регулирование тока короткого замыкания, переключатель крутизны вольт амперных харак теристик, переключатель на три вида сварки и переключатель сварки элек тродами с целлюлозным или основным покрытием. Также выпрямитель име
289
Powered by TCPDF (www.tcpdf.org)