

[Sibikin_M.YU.]_Sovremennoe_metalloobrabatuevayush(BookZZ.org)
.pdfХарактеристики отечественных зубодолбежных станков приведены в табл. 7.4.
Т а б л и ц а 7.4. Технические характеристики
зубодолбежных станков
|
Наибольшие размеры |
Число двойных |
Мощность |
Диаметр |
Круговая |
Группа |
||||
|
нарезаемых колес, мм |
|||||||||
Модель станка |
ходов штосселя |
главного |
долбяка, |
подача, |
||||||
станков |
||||||||||
|
диаметр |
модуль |
в минуту |
привода, кВт |
мм |
мм/дв. ход |
||||
|
|
|||||||||
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
5В12 |
200 |
4,0 |
200 |
...600 |
2,2 |
80,0 |
0,1... |
0,46 |
|
|
|
|
|
|
|
|
|
|
|
|
|
5121 |
200 |
4,5 |
125... |
700 |
2,3/2,9 |
80 |
0,1... |
0,5 |
I |
|
5122 |
200 |
5,0 |
200... |
850 |
2,1/3,0 |
100 |
0,16... |
0,6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
5М14 |
500 |
6,0 |
125... |
400 |
2,8 |
100 |
0,17... |
0,51 |
|
|
5140 |
500 |
8,0 |
65... |
450 |
3,0 |
125 |
0,14... |
0,75 |
II |
|
|
|
|
|
|
|
|
|
|
|
|
5А140 |
500 |
8,0 |
55... |
560 |
5,0/6,3/10 |
125 |
0,01... |
1,0 |
|
|
5В150 |
800 |
12 |
33... |
188 |
4,8/5,7/7,5 |
200 |
0,2... |
1,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
5В150П |
800 |
12 |
33... |
188 |
4,8/5,7/7,5 |
200 |
0,2... |
1,5 |
|
|
5М150 |
800 |
12 |
33... |
188 |
4,8/5,7/7,5 |
200 |
0,2... |
1,5 |
III |
|
|
|
|
|
|
|
|
|
|
||
5М150П |
800 |
12 |
33 |
188 |
4,8/5,7/7,5 |
200 |
0,2 |
1,5 |
||
|
||||||||||
5В161 |
1250 |
12 |
33... |
188 |
4,8/5,7/7,5 |
200 |
0,2... |
1,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
5В161П |
1250 |
12 |
33... |
188 |
4,8/5,7/7,5 |
200 |
0,2... |
1,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
7.3. Зубострогальные станки
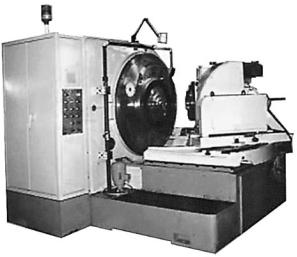
Зубострогальный станок мод. 5А250 работает по методу обката и предна значен для чернового и чистового нарезания прямозубых и конических колес в условиях серийного и массового производства. Применяя специальную на кладную головку, можно нарезать и винтовые зубья.
Технические характеристики станка мод. 5А250
Наибольший диаметр нарезаемых зубчатых колес, мм. . . . . . . . . . 500 Число зубьев нарезаемых колес . . . . . . . . . . . . . . . . . . . . . . . 10...100 Число двойных ходов ползунов резцов. . . . . . . . . . . . . . . . . . . 73...470 Продолжительность нарезания одного зуба, с . . . . . . . . . . . . . . . 8...123
Долбяки зуборезные прямозубые классов точности А, В:
 дисковые в диапазоне модулей (М 1...8 мм), чашечные (М 1...6,5 мм) и хвостовые (М 1...5 мм) по ГОСТ 9323—79 и ГОСТ 6762—79 и специальные;
дисковые в диапазоне модулей (М 1...8 мм), чашечные (М 1...6,5 мм) и хвостовые (М 1...5 мм) по ГОСТ 9323—79 и ГОСТ 6762—79 и специальные;
 мелкомодульные дисковые и хвостовые в диапазоне модулей М 0,3...0,9 мм по ГОСТ 10059 и специальные;
мелкомодульные дисковые и хвостовые в диапазоне модулей М 0,3...0,9 мм по ГОСТ 10059 и специальные;
резцы для напильников.
Шеверы дисковые:
 стандартные и специальные в диапазоне модулей 0,3...8 мм (85...3 DP) с делительными диаметрами 85, 180, 250 и 280 мм классов точности А, В по техническим условиям ГОСТ 10222—81, ГОСТ 8570—80 для обработки ци линдрических зубчатых колес с эвольвентным профилем 5—8 степеней точ ности.
стандартные и специальные в диапазоне модулей 0,3...8 мм (85...3 DP) с делительными диаметрами 85, 180, 250 и 280 мм классов точности А, В по техническим условиям ГОСТ 10222—81, ГОСТ 8570—80 для обработки ци линдрических зубчатых колес с эвольвентным профилем 5—8 степеней точ ности.
140
Эталонные измерительные колеса:
 стандартные и специальные по ГОСТ 6512—74 и чертежам заказчика в диапазоне модулей 0,3...8 мм, 4...5 степеней точности.
стандартные и специальные по ГОСТ 6512—74 и чертежам заказчика в диапазоне модулей 0,3...8 мм, 4...5 степеней точности.
ЗАО «Тяжелые зуборезные станки» — единственное в России и странах СНГ предприятие, производящее полный комплект оборудования (зуборез ные, зубопротяжные, зубошлифовальные, зубопритирочные, контрольно об катные, закалочные станки) для изготовления конических и гипоидных зуб чатых колес с круговым зубом и конических прямозубых колес методами фрезерования, строгания и протягивания. Завод производит более 30 совре менных моделей. Станки являются глубоко модернизированным технологи ческим оборудованием на базе моделей, хорошо зарекомендовавших себя ра нее. Наиболее востребованные модели (527ВФ3, 5С280ВФ3, 5А26ВФ3, 5А270ВФ3, 5А872ВФ3, 5А284ФЗ и др.) поставляются с системами ЧПУ «Siemens» (рис. 7.4).
В настоящее время завод производит уникальные станки 5А284 и 5Е283 для изготовления зубчатых колес диаметром 1600 мм и модулем 30 мм (рис. 7.5, 7.6).
Заводом освоено новое направление — производство станков с ЧПУ для изготовления цилиндрических зубчатых колес диаметром до 2000 мм, модуль 25 мм. В настоящее время поставляются зубодолбежные станки 5С140Ф3, 5С150Ф3 (рис. 7.7), 5С161Ф3 и зубофрезерные станки моделей 53С42Ф4, 53С11Ф4, 53С80Ф4, 53С50Ф4 с ЧПУ «Siemens».
Поставка каждой единицы зубообрабатывающего оборудования сопрово ждается передачей технологии для обработки деталей. Под технические тре бования заказчиков прорабатываются и предлагаются оптимальные варианты поставок следующих зубообрабатывающих комплексов:
 специализированных с технологией для массового производства типо вых зубчатых колес;
специализированных с технологией для массового производства типо вых зубчатых колес;
 универсальных с технологией для производства зубчатых колес различ ной номенклатуры.
универсальных с технологией для производства зубчатых колес различ ной номенклатуры.
Рис. 7.4. Общий вид станка модели 527ВФ3
141
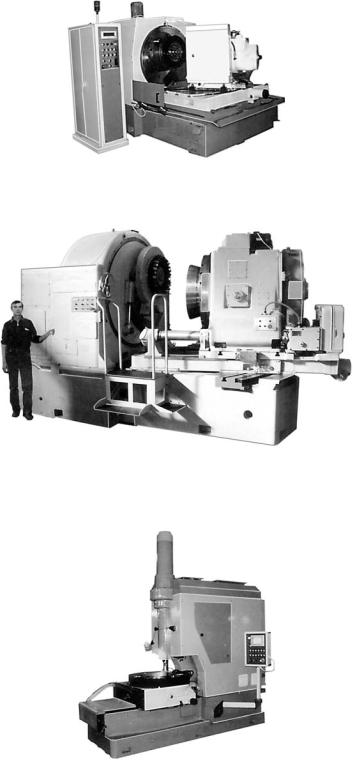
Рис. 7.5. Общий вид станка модели 5А284
Рис. 7.6. Общий вид станка модели 5АЕ283
Рис. 7.7. Общий вид станка модели 5С150Ф3
142
В составе зубообрабатывающих комплексов поставляются универсальные 6 осевые координатно измерительные машины для контроля зубчатых колес и зуборезного инструмента, основными преимуществами которых являются:
 6 степеней свободы перемещения щупа;
6 степеней свободы перемещения щупа;
 встроенная система самокалибровки;
встроенная система самокалибровки;  двухступенчатая система виброзащиты.
двухступенчатая система виброзащиты.
7.4. Зубошлифовальные станки
Зубошлифовальные станки применяют для шлифования зуборезных дол бяков, шеверов и эталонных зубчатых колес. Такие специальные прецизион ные станки работают по методу обката (огибания) с помощью эвольвентного копира. Очень важной и сложной операцией является шлифование профиля зубьев.
У долбяков эвольвентный профиль зубьев шлифуют на специальных по луавтоматах, работающих по методу обката с периодическим делением. За ка ждый цикл обрабатывается лишь одна сторона зуба. Движение обката выпол няется заготовкой.
Технические характеристики зубошлифовальных станков приведены в табл. 7.5, зубошевинговальных и зубохонинговальных — в табл. 7.6, зубопри тирочных и контрольно обкаточных — в табл. 7.7.
143

414
Т а б л и ц а 7.5. Зубошлифовальные станки и полуавтоматы для цилиндрических колес (размеры в мм)
|
|
|
|
|
|
|
|
|
Модели станков |
|
|
|
|
|
|
|
|||
Параметры |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5В832 |
5В833 |
5В835 |
5А841 |
|
5843 |
5851 |
5853 |
5891С |
5А893С |
||||||||||
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Диаметр обрабатываемого зубчатого ко |
20... |
200 |
40... |
320 |
50... |
500 |
30... |
320 |
|
80... |
800 |
35... |
320 |
150... |
800 |
10... |
125 |
40... |
320 |
леса |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Модуль обрабатываемого зубчатого колеса |
0,3... |
3 |
0,5... |
4 |
1,5 5... |
1,5 8... |
|
2... |
12 |
2... |
10 |
2... |
12 |
1... |
6 |
2... |
12 |
||
|
|
|
|
|
|
|
|
|
|
|
|||||||||
Наибольшая длина шлифуемого зуба пря |
100 |
150 |
200 |
150 |
|
220 |
220 |
280 |
28 |
56 |
|||||||||
мозубого колеса |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Наибольший угол наклона шлифуемого |
45 |
45 |
|
30 |
|
45 |
|
|
45 |
|
45 |
|
45 |
|
30 |
|
35 |
||
зубчатого колеса, град |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Число зубьев обрабатываемого зубчатого |
12... |
200 |
12... |
200 |
16... |
250 |
10... |
200 |
|
14... |
250 |
10... |
120 |
12... |
210 |
7... |
100 |
10... |
180 |
колеса |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
Шлифовальный круг |
|
|
Червячный |
|
|
|
Конический |
Тарельчатый (два) |
|
Конический |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Наибольшие размеры шлифовального кру |
400 |
63 |
400 |
80 |
400 |
100 |
350 |
32 |
|
400 |
32 |
|
225 |
275 |
20 |
250 |
25 |
500 |
32 |
га (Д Ш) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
Частота вращения шлифовального круга, |
1500 |
1500 |
1500 |
1920 |
|
1670 |
1900; 2660 |
1900; 2660 |
2000; 2500 |
1150 |
|||||||||
об/мин |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Вертикальная подача суппорта заготовки |
3,78... |
165 |
3,78... |
165 |
2... |
165 |
(6... |
800) |
|
(6... |
800) |
|
— |
— |
— |
— |
|||
(подача обката), мм/мин |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Радиальная подача шпиндельной бабки за |
0,02... |
0,08 |
0,02... |
0,08 |
0,02... |
0,08 |
0,01... |
2,49 |
|
0,01... |
2,49 |
|
— |
— |
0,002... |
0,002... |
|||
один ход суппорта |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,01 (на |
0,01 (на |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
врезание) |
врезание) |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Продольная подача: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
cтола (бесступенчатое регулирование), |
— |
— |
— |
— |
|
— |
100... |
100... |
— |
— |
|||||||||
мм/мин |
|
|
|
|
|
|
|
|
|
|
|
1800 |
1500 |
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
за один обкат |
— |
— |
— |
— |
|
— |
0,35 7... |
0,5... |
50 |
— |
— |
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

Мощность электродвигателя привода глав |
3 |
4 |
5,5 |
1,5 |
1,5 |
0,75 2 |
0,75 2 |
0,75 |
1,1 |
ного движения, кВт |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Габаритные размеры |
2110 |
2400 |
2830 |
2850 |
3280 |
3170 |
3340 |
1590 |
2545 |
|
2450 |
2500 |
2210 |
2325 |
2780 |
1820 |
2165 |
1500 |
1770 |
|
1985 |
2070 |
2345 |
2085 |
2525 |
20202 |
2340 |
1820 |
2190 |
|
|
|
|
|
|
|
|
|
|
Масса, кг |
7180 |
7000 |
8500 |
8000 |
11 200 |
5600 |
7500 |
2800 |
3500 |
|
|
|
|
|
|
|
|
|
|
П р и м е ч а н и е. Станки 5891С и 5А893С особо точные, предназначены для окончательной обработки эвольвентного профиля долбяков, шеверов и измерительных колес.
514

614
Т а б л и ц а 7.6. Зубошевинговальные и зубохонинговальные полуавтоматы для цилиндрических колес (размеры в мм)
Параметры |
5701 |
5702В |
5Б703 |
Б03ВВС |
5А913 |
|
|
|
|
|
|
Наибольшие размеры обрабатываемого колеса: |
|
|
|
|
|
диаметр |
125 |
320 |
500 |
550 |
320 |
длина зуба |
40 |
100 |
150 |
140 |
120 |
|
|
|
|
|
|
модуль колес |
0,3...1,5 |
1,5...6 |
2...10 |
1,5...8 |
8 (наиб.) |
Наибольший угол поворота шеверной (или хо |
30 |
35 |
30 |
20 |
25 |
нинговальной) головки в обе стороны от горизон |
|
|
|
|
|
тального (или вертикального) положения, град |
|
|
|
|
|
|
|
|
|
|
|
Частота вращения шпинделя инструмента (или |
100...630 |
63...500 |
50...400 |
50...400 |
160...1000 |
заготовки), об/мин |
|
|
|
|
|
|
|
|
|
|
|
Осевая (продольная) подача инструмента (или |
32...310 |
18...300 |
16...200 |
16...200 |
50...400 |
заготовки), мм/мин |
|
|
|
|
|
|
|
|
|
|
|
Радиальная подача, мм/ход стола |
0,01; 0,02; 0,03 |
0,02...0,06 |
0,025 |
— |
— |
Мощность электродвигателя привода главного |
0,9 |
3 |
3,2 |
3,2 |
3 |
движения, кВт |
|
|
|
|
|
|
|
|
|
|
|
Габаритные размеры |
1450 870 1695 |
1820 1500 2120 |
2260 1265 1930 |
2260 1265 1930 |
1650 1460 1620 |
|
|
|
|
|
|
Масса, кг |
1560 |
5300 |
4000 |
4000 |
3400 |
|
|
|
|
|
|
П р и м е ч а н и я: 1. Полуавтоматы 5А913 — зубохонинговальные горизонтальные, остальные полуавтоматы зубошевинговальные; 2. Полуавтомат 5702В горизонтальный, остальные зубошевинговальные полуавтоматы вертикальные.

Т а б л и ц а 7.7. Зубопритирочные и обкатныеконтрольно станки для конических колес (размеры в мм)
|
Параметры |
|
5П722 |
5725Е |
5Б720 |
5В722 |
5Д725 |
5Б725 |
5Б726 |
|
|
|
|
|
|
|
|
|
|
Наибольшие |
размеры обрабатываемого |
320 |
500 |
125 |
200 |
500 |
500 |
800 |
|
(или контролируемого) конического колеса: |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
модуль |
|
|
2...6 |
2,5...10 |
0,3...2,5 |
1,5...8 |
2,5...10 |
2,5...10 |
5...16 |
|
|
|
|
|
|
|
|
||
длина образующей делительного конуса |
— |
250 |
60 |
100 |
250 |
250 |
— |
||
ведомого конического и гипоидного зубча |
|
|
|
|
|
|
|
||
тых колес |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Частота вращения ведущего |
шпинделя, |
1450 |
1450 |
600...1000 |
1200; 800 |
300...3000 |
625; 1250 |
220; 450; 625; |
|
об/мин |
|
|
|
|
|
|
(бесступен |
|
1250 |
|
|
|
|
|
|
|
чатая) |
|
|
Мощность |
электродвигателя |
привода |
5,5 |
5,5 |
0,9 |
1,8; 2,1 |
6,5 |
2,2; 3,6 |
6,0; 9,0 |
главного движения, кВт |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Габаритные размеры |
|
1540 1480 |
1540 1480 |
1000 850 |
1540 1100 |
2330 1725 |
2000 1550 |
2990 2640 |
|
|
|
|
1810 |
1810 |
1380 |
1550 |
1900 |
1750 |
1905 |
|
|
|
|
|
|
|
|
|
|
Масса, кг |
|
|
4600 |
4800 |
990 |
1700 |
6290 |
3070 |
6550 |
|
|
|
|
|
|
|
|
|
|
П р и м е ч а н и я: 1. Станки 5П722 и 572Е зубопритирочные, остальные — контрольнообкатные универсальные. 2. Для станков 5П722 и 572Е число двойных осциллирующих ходов за один цикл 2—30.
714

Г Л А В А 8
СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ
8.1.Назначение и классификация фрезерных станков
Фрезерование является одним из самых распространенных способов меха нической обработки. Им осуществляют черновую, получистовую и чистовую обработку простых и фасонных поверхностей заготовок из стали, чугуна, цветных металлов и пластмасс.
Фрезерные станки предназначены для фрезерования поверхностей пла нок, рычагов, крышек, корпусов и кронштейнов простой конфигурации; кон туров сложной конфигурации (типа кулачков, шаблонов и т.д.); поверхностей корпусных деталей. Технологические возможности станков фрезерной груп пы определяются конструкцией, компоновкой, классом точности станка и технической характеристикой системы ЧПУ.
Фрезерование характеризуется высокой производительностью и позволяет получать поверхности правильной геометрической формы. Применяя фрезы, оснащенные современными режущими материалами (синтетическими сверх твердыми, минералокерамикой), можно обрабатывать закаленные до высокой твердости (60 HRC) материалы, заменяя при этом шлифование.
Фрезерные станки разделяют на две основные группы: общего назначения
испециализированные. К первой группе относят станки консольные, бескон сольные, продольно фрезерные и непрерывного фрезерования (карусельные
ибарабанные). Во вторую группу входят копировально фрезерные, зубофре зерные, резьбофрезерные, шпоночно фрезерные, шлицефрезерные и др. Ти поразмеры отличаются площадью рабочей поверхности стола или размерами обрабатываемой заготовки (при зубо и резьбообработке). По этому призна ку различают пять градаций станков:
Размер/градация . . . . . . . . |
0 |
1 |
2 |
3 |
4 |
Размер стола, мм. . . . . . . . |
200 800 |
250 1000 |
320 1250 |
400 1600 |
500 2000 |
По классификации фрезерные станки (см. табл. 1.5) относят к шестой группе, но часть входит и в пятую группу — зубо и резьбообрабатывающих станков. Каждый станок имеет свой шифр, состоящий из цифр и букв: пер вая цифра обозначает группу станка, вторая — его тип: 1 — консольные вер тикально фрезерные; 2 — непрерывного действия; 3 — одностоечные про дольно фрезерные; 4 — копировальные и гравировальные; 5 — вертикальные
148
бесконсольные (с крестовым столом); 6 — продольно фрезерные; 7 — широ коуниверсальные; 8 — консольные, горизонтальные; 9 — разные (рис. 8.1). Третья и четвертая цифры обозначают один из характерных размеров станка. Если буква стоит между первой и второй цифрами, то это означает, что кон струкция станка модифицирована. Универсальный консольно фрезерный станок в течение многих лет усовершенствовался, поэтому изменялся шифр его обозначения: 682, 6НЕ82, 6М82, 6Р82, 6Т82 и 6Р82Ш.
Буква, стоящая в конце номера станка, означает следующее: 1) конструк тивную модификацию основной модели, например, 6Р82Г — станок горизон тально фрезерный; 6Р12Б — быстроходная модель, 6Р82Ш — широкоунивер сальный; 2) различное исполнение станков по классам точности: Н — нор мальной точности; П — повышенной, В — высокой, А — особо высокой и С — станки особо точные; 3) различные исполнения по используемым систе мам управления станками.
Фрезерные станки с программным управлением могут быть дополнитель но оснащены механизмами автоматической смены инструментов. Если этот механизм выполнен в виде револьверного барабана, в обозначении модели станка после цифр ставится буква Р (например, 6Р13РФ3), если же он выпол нен в виде инструментального магазина — буква М (например, 6Т13МФ4).
В отдельных случаях после основного обозначения модели через дефис ставят одну или две цифры, которые указывают на то, что заводом изготови телем внесены изменения в базовую модель, связанные в основном с приво дами подач или системами управления. В чем состоят эти изменения, указы вается в паспорте станка.
Станкостроительные заводы, кроме серийных, выпускают специализиро ванные станки, обозначаемые условными заводскими номерами, причем пе ред номером станка ставился индекс завода: ГФ — Горьковский завод фре зерных станков; ДФ — Дмитровский завод фрезерных станков и др.
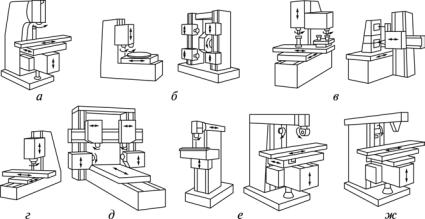
Рис. 8.1. Основные типы фрезерных станков:
а — консольные вертикально фрезерные станки; б — фрезерные станки непрерывного действия (карусель но фрезерные и барабанно фрезерные); в — копировальные (вертикальные и горизонтальные) фрезерные станки; г — вертикально фрезерные бесконсольные станки; д — продольно фрезерные станки; е — широко универсальные фрезерные станки (консольные и бесконсольные); ж — горизонтальные консольно фрезерные станки
149