

[Sibikin_M.YU.]_Sovremennoe_metalloobrabatuevayush(BookZZ.org)
.pdfОкончание табл. 2.6
Параметры |
1Е316 |
1Д316П; |
1Г325 |
1Г325П |
1Г340; |
|
1Д316 |
1Г340П |
|||||
|
|
|
|
|||
Габаритные размеры: |
|
|
|
|
|
|
длина |
3662 |
1770 |
3980 |
4015 |
5170 |
|
|
|
|
|
|
|
|
ширина |
751 |
800 |
1000 |
1000 |
1200 |
|
высота |
1610 |
1500 |
1555 |
1500 |
1400 |
|
|
|
|
|
|
|
|
Масса с приставным обору |
1900 |
1028 |
1300 |
1690 |
3000 |
дованием, кг
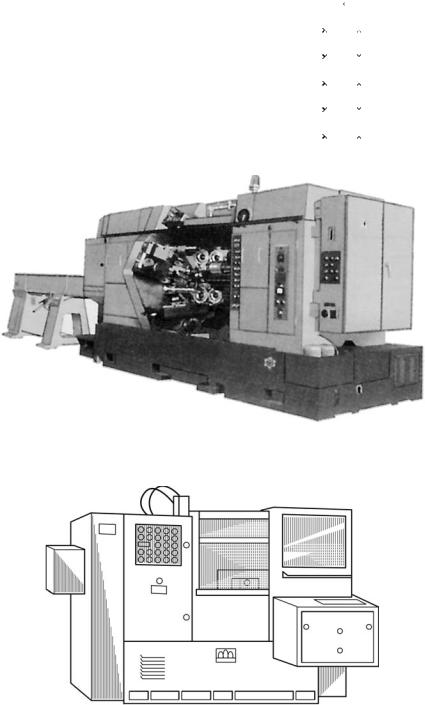
Повышенным спросом на российском рынке металлорежущего оборудо вания пользуются модели станков промышленной группы «АСВ Техника», основные характеристики которых приведены в табл. 2.7—2.10 (рис. 2.1, 2.2).
Т а б л и ц а 2.7. Токарные автоматы многошпиндельные
Модель |
Диаметр прутка/ |
Длина прутка/ |
Мощность |
|
|
Габариты |
|
Масса, кг |
||
|
заготовки, мм |
заготовки, мм |
привода, кВт |
|
(Д |
Ш |
В), мм |
|||
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
1Б225 6 |
|
25 |
4000 |
11,0 |
5700 |
1276 |
1700 |
6000 |
||
|
|
|
|
|
|
|
|
|
|
|
1Б240 6К |
|
40 |
4000 |
18,5 |
4500 |
1700 |
2010 |
11 250 |
||
|
|
|
|
|
|
|
|
|
|
|
1Б625 6К |
|
73 |
4000 |
30,0 |
6330 |
1945 |
2170 |
14 100 |
||
|
|
|
|
|
|
|
|
|
|
|
1Б290Н 6Л |
|
112 |
3000 |
30,0 |
6103 |
2200 |
2327 |
21 800 |
||
|
|
|
|
|
|
|
|
|||
Т а б л и ц а |
2.8. Токарные автоматы одношпиндельные для колец |
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Диаметр кольца, |
Длина |
Мощность |
|
|
Габариты |
|
|
||
Модель |
обработки, |
привода, |
|
|
|
Масса, кг |
||||
|
мм |
|
(Д |
Ш |
В), мм |
|||||
|
|
мм |
кВт |
|
|
|||||
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
АТП 160 |
|
160 |
250 |
11,0/14,0 |
|
2300 |
1415 |
2022 |
3500 |
|
|
|
|
|
|
|
|
|
|||
Т а б л и ц а |
2.9. Токарные полуавтоматы многошпиндельные |
|
|
|||||||
|
|
|
|
|
|
|
|
|
||
Модель |
Диаметр прутка/ |
Длина прутка/ |
Мощность |
|
|
Габариты |
|
Масса, кг |
||
|
заготовки, мм |
заготовки, мм |
привода, кВт |
|
(Д |
Ш |
В), мм |
|||
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
1Б240П 6К |
|
150 |
125 |
18,5 |
|
3825 |
1700 |
2250 |
11 250 |
|
|
|
|
|
|
|
|
|
|
|
|
1Б240П 8К |
|
130 |
125 |
18,5 |
|
3825 |
1700 |
2250 |
11 650 |
|
|
|
|
|
|
|
|
|
|
|
|
1Б265НП 6К |
|
195 |
190 |
30 |
|
3975 |
1910 |
2110 |
13 600 |
|
|
|
|
|
|
|
|
|
|
|
|
1Б265НП 8К |
|
160 |
190 |
30 |
|
3975 |
1910 |
2170 |
13 750 |
|
|
|
|
|
|
|
|
|
|
|
|
1Б290НП 6К |
|
250 |
200 |
30 |
|
4333 |
2015 |
2327 |
18 250 |
|
|
|
|
|
|
|
|
|
|
|
|
1Б290НП 8К |
|
200 |
200 |
30 |
|
4333 |
2059 |
2327 |
18 250 |
|
|
|
|
|
|
|
|
|
|
|
|
40
Т а б л и ц а |
2.10. ТокарноBревольверные станки |
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
Модель |
Диаметр прутка/ |
Длина прутка/ |
Мощность |
|
Габариты |
|
Масса, кг |
|
|
заготовки, мм |
заготовки, мм |
привода, кВт |
(Д |
Ш В), мм |
|||
|
|
|
||||||
|
|
|
|
|
|
|
|
|
1И125П |
|
25 |
3000/1500 |
11,0 |
2680 |
1180 |
1700 |
2800 |
|
|
|
|
|
|
|
|
|
1И140П |
|
40 |
3000 |
11,0 |
2680 |
1180 |
1700 |
2800 |
|
|
|
|
|
|
|
|
|
1Г340П |
|
40 |
3000 |
1,1/8,5 |
4860 |
1200 |
1400 |
3100 |
|
|
|
|
|
|
|
|
|
1В340Ф30 |
|
40 |
3000 |
7,1/8,5 |
4640 |
2450 |
1780 |
3600 |
|
|
|
|
|
|
|
|
|
1В365П |
|
500 |
200 |
15,0 |
3400 |
1800 |
1800 |
5230 |
|
|
|
|
|
|
|
|
|
Рис. 2.1. Общий вид станка 1Б265Н 6К
Рис. 2.2. Общий вид станка 1В340Ф30
41

2.3.Универсальные токарноBвинторезные и токарные станки
Универсальные станки объединенной станкостроительной компании EXEN (рис. 2.3, табл. 2.11) предназначены для получистовых и чистовых опе раций при выполнении разнообразных токарных работ: точение, сверление, развертывание, растачивание, нарезание различных резьб, при обработке чер ных и цветных металлов. Станки позволяют получать высокую точность и геометрию обрабатываемых деталей в пределах нескольких микрон.
Универсальность и доступная стоимость оборудования, а также грамотное использование в производственном цикле позволяет окупить его в первые 2—3 года эксплуатации. Наличие гибких автоматических приспособлений (ГАП) расширяет технологические возможности за счет обработки заготовок больших диаметров. Оснащение станка конусной линейкой дает возможность эффективно обрабатывать конусы и использовать его в инструментальном производстве. Станки комплектуются 3 и 4 кулачковыми патронами, план шайбами, люнетами, жесткими и вращающимися центрами. Они могут быть использованы как в промышленном производстве, так и в индивидуальных мастерских и учебных заведениях.
Станки (рис. 2.4, табл. 2.12) предназначены для обработки деталей по все му спектру операций от черновых до чистовых при обработки наружных и внутренних цилиндрических поверхностей, сверления, зенкерования, развер тывания осевых отверстий, точения конусов, нарезки наружной и внутренней резьбы.
Рис. 2.3. Универсальный станок для чистовой обработки Б16Д225
42
Т а б л и ц а 2.11. Токарные станки для чистовой обработки
|
Технические характеристики |
|
|
|
|
|
Модели станков |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Б16Д225 (L450) |
|
|
Б16Д275 (L540) |
|
|
Б16Д315 (L630) |
||||
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Диаметр обработки, мм: |
|
|
|
|
|
|
|
|
|
|
|
|
над станиной |
|
450 |
|
|
540 |
|
|
630 |
|||
|
|
|
|
|
|
|
|
|
|
|||
|
над суппортом |
|
280 |
|
|
360 |
|
|
450 |
|||
|
|
|
|
|
||||||||
|
Расстояние между центрами, мм |
1000/1500/2000 |
1000/1500/2000/3000 |
1000/1500/2000/3000 |
||||||||
|
|
|
|
|
|
|
|
|
|
|||
|
Диаметр обработки над ГАПом, мм |
|
650 |
|
|
720 |
|
|
810 |
|||
|
|
|
|
|
|
|
|
|
|
|||
|
Ширина станины, мм |
|
300 |
|
|
350 |
|
|
350 |
|||
|
|
|
|
|
|
|
|
|
|
|||
|
Наружный конус шпинделя |
|
6D1 |
|
|
8D1 |
|
|
8D1 |
|||
|
|
|
|
|
|
(опция 11)А2 |
|
(опция 11)А2 |
||||
|
|
|
|
|
|
|
|
|||||
|
Диаметр отверстия шпинделя, мм |
|
56 |
|
85 (опция 105) |
|
85 (опция 105/153) |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Скорость вращения шпинделя, об/мин: |
|
|
|
|
|
|
|
|
|
|
|
|
скорость шпинделя (стандарт.) |
|
39... |
2800 |
25... |
1540/26... |
1115 (опция) |
25... |
1540/26... |
1115 (опция) |
||
|
|
|
|
|
|
|
|
|||||
|
моторшпиндель (опция) |
|
(18 ступеней) |
25... |
1540 (опция 26 1115)... |
25... |
1540 (опция 26 1115)... |
|||||
|
|
|
|
|
|
|
(18 ступеней) |
|
|
(18 ступеней) |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
частотный перобразователь (опция)Бест. |
|
681... |
3100 |
|
|
491... |
2250 |
|
|
491... |
2250 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
153... |
680 |
|
|
125... |
490 |
|
|
125... |
490 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
33... |
125 |
|
|
27... |
124 |
|
|
27... |
124 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Шаги нарезаемых резьб: |
|
|
|
|
|
|
|
|
|
|
|
|
дюймовая резьба, число ниток/дюйм |
4/56 (36 позиций) |
|
4/56 (36 позиций) |
|
4/56 (36 позиций) |
||||||
|
|
|
|
|
|
|
|
|||||
|
метрическая резьба, мм |
0,5 |
...7 (24 позиции) |
0,5 |
...7 (24 позиции) |
0,5 |
...7 (24 позиции) |
|||||
|
|
|
|
|
|
|
|
|||||
|
модульная, м |
0,25... |
3,5 (16 позиций) |
0,25... |
3,5 (16 позиций) |
0,25... |
3,5 (16 позиций) |
|||||
|
|
|
|
|
|
|
||||||
|
питчевая, Р |
8...112Р (36 позиций) |
8... |
112Р (36 позиций) |
8... |
112Р (36 позиций) |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Диапазон подач, мм/об: |
|
|
|
|
|
|
|
|
|
|
|
|
продольная |
|
0,06... |
0,88 |
|
|
0,06... |
0,88 |
|
|
0,06... |
0,88 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
поперечная |
|
0,03... |
0,44 |
|
|
0,03... |
0,44 |
|
|
0,03... |
0,44 |
|
|
|
|
|
|
|
|
|
|
|||
43 |
Диаметр/шаг ходового винта, мм |
|
42/6 |
|
|
42/6 |
|
|
42/6 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|

44
|
|
|
|
|
|
|
Окончание табл. 2.11 |
|
|
|
|
|
|
|
|
|
|
Технические характеристики |
|
|
|
Модели станков |
|
|
|
|
|
|
|
|
|
|
|
|
|
Б16Д225 (L450) |
|
Б16Д275 (L540) |
|
Б16Д315 (L630) |
|
|||
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
Суппортная группа (каретка), мм: |
|
|
|
|
|
|
|
|
поперечное перемещеное суппорта |
220 |
|
305 |
|
|
305 |
|
|
|
|
|
|
|
|
|
|
|
перемещение резцовых салазок |
130 |
|
150 |
|
|
150 |
|
|
|
|
|
|
|
|
|
|
|
размер сечения резца |
25 |
25 |
|
25 25 |
|
|
25 25 |
|
|
|
|
|
|
|
|
|
|
Задняя бабка: |
|
|
|
|
|
|
|
|
конус пиноли |
Морзе 4 |
|
Морзе 5 |
|
|
Морзе 5 |
|
|
|
|
|
|
|
|
|
|
|
перемещение пиноли, мм |
150 |
|
170 |
|
|
170 |
|
|
|
|
|
|
|
|
|
|
|
диаметр пиноли, мм |
|
68 |
|
68 |
|
|
68 |
|
|
|
|
|
|
|
|
|
|
Мощность двигателя шпинделя, кВт |
5,5 |
|
7,5 |
|
|
7,5 |
|
|
|
|
|
|
|
|
|
|
|
Мощность двигателя насоса СОЖ, кВт |
0,1 |
|
0,1 |
|
|
0,1 |
|
|
|
|
|
|
|
|
|
|
|
Габариты станка, мм |
2290 1150, 2790 1150, |
2290 |
1200, 2790 |
1200, |
2290 |
1200, 2790 |
1200, |
|
|
3290 |
1150 |
3290 |
1200, 4290 |
1200 |
3290 |
1200, 4290 |
1200 |
|
|
|
|
|||||
Масса станка, кг |
2000, 2300, 2600 |
2400, 2700, 3000, 3100 |
2550, 2850, 3150, 3250 |
|||||
|
|
|
|
|
|
|
|
|
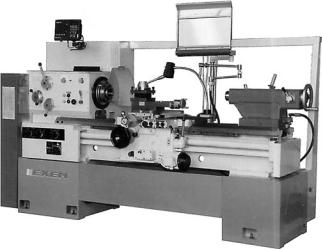
Рис. 2.4. Универсальный станок для черной и чистовой обработки Б16Д25М1
Станки серии IV оснащены частотно регулируемым приводом. На дан ной модели станка реализована концепция использования частотно регули руемого привода (ЧРП) шпинделя. Конструкция и кинематическая схема позволили, без увеличения мощности двигателя, сохранить крутящий мо мент в 1000 Н · м.
Использование ЧРП позволило снизить уровень шума станка, повысить его надежность, а исключение промежуточных звеньев — увеличить КПД ме ханической передачи с 0,79 до 0,9. За счет применения преобразователя час тоты снизилось потребление электроэнергии на 30 %. Стабильность напряже ния ведет за собой стабильность обработки и позволяет получать геометриче ские параметры детали по 7 му квалитету. В данной модели возможно как дискретное, так и плавное регулирование оборотов шпинделя в пределах каж дого диапазона. При обработке деталей сложного профиля актуально плавное регулирование скорости под нагрузкой. За счет оптимального подбора скоро стей сокращается время обработки на 8 %, растет производительность труда. Станок снабжен функцией плавного пуска и останова шпинделя, что обеспе чивает исключение механических ударов. В результате срок межремонтного цикла увеличивается на 15...30 %, срок службы станка возрастает. Для облег чения перемещения задней бабки по направляющим станины используется аэростатика. Станина цельнолитая. Направляющие станины закалены с двух сторон и отшлифованы. Докомплектация станка УЦИ увеличивает точность обработки. Станки изготавливаются классов точности Н и П.
Сведения об универсальных токарно винторезных станках промышлен ной группы «АСВ Техника» отечественного производства приведены в табл. 2.13 и рис. 2.5, 2.6.
Сведения об универсальных токарно винторезных станках импортного производства, пользующихся спросом на российском рынке металлорежуще го оборудования, приведены в табл. 2.14 и на рис. 2.7 и 2.8.
Токарные станки производства «Электротехмаш» предназначены для вы полнения всех видов токарной обработки деталей (табл. 2.15). На токарных
45

64
Т а б л и ц а 2.12. Универсальные станки для черновой и чистовой обработки
Технические характеристики |
|
Модели станков |
|
|
Б16Д230 (Lм450 |
Б16Д25М1 (LV500) |
Б16Д330 (L660) |
||
|
||||
|
|
|
|
|
Диаметр обработки, мм: |
|
|
|
|
над станиной |
460 |
500 |
660 |
|
над суппортом |
295 |
290 |
410 |
|
|
|
|
|
|
Расстояние между центрами, мм |
1000 |
1000/1500/2000 |
1700/2200/3200/4200 |
|
|
|
|
|
|
Диаметр обработки над ГАПом, мм |
650 |
— |
930 |
|
Ширина станины, мм |
315 |
— |
420 |
|
|
|
|
|
|
Наружный конус шпинделя |
6А1 |
6 М |
А18 |
|
|
|
|
|
|
Скорость вращения шпинделя, об/мин |
40...140 |
2 ...2264 |
25...1500 |
|
Шаги нарезаемых резьб: |
|
|
|
|
дюймовая, число ниток/дюйм |
4...56 |
56...0,25; 112...0,125 |
2...28 |
|
метрическая, мм |
0,5...7,0 |
0,5—112; 0,2...224 |
0,8...14 |
|
|
|
|
|
|
модульная, м |
0,25...3,5 |
0,5...12 |
0,5...7 |
|
|
|
|
|
|
питчевая, Р |
8...112 |
56...0,25; 112...0,125 |
4...56 |
|
Диапазон подач, мм/об: |
|
|
|
|
продольная |
0,05...0,7 м |
0,05...10,7; 0,05...92 |
0,1...1,4 |
|
|
|
|
|
|
поперечная |
0,025...0,35м |
0,02...5,35; 0,025...46 |
0,05...0,7 |
|
конус пиноли |
Морзе 4 |
Морзе 5 |
Морзе 5 |
|
|
|
|
|
|
Задняя бабка, мм: |
|
|
|
|
перемещение пиноли |
140 |
150 |
200 |
|
диаметр пиноли |
52 |
65 |
72 |
|
|
|
|
|
|
Мощность двигателя шпинделя, кВт |
3,75 |
11 |
7,5 |
|
|
|
|
|
|
Мощность двигателя насоса СОЖ, кВт |
0,1 |
0,12 |
0,1 |
|
Габариты станка, мм |
2200 850 1400 |
2880/3380/3380 1320 1605 |
3550/4050/5050 1550 1725 |
|
Масса станка, кг |
1300 |
2880/3380/3600 |
2700/2900/3200/3700 |
|
|
|
|
|

Т а б л и ц а 2.13. Отечественные универсальные токарноBвинторезные станки
|
Диаметр |
Длина |
Мощность глав |
|
|
|
|
|
|
Модель |
ного |
Габариты (Д |
Ш |
|
В), мм |
Масса, кг |
|||
обработки, мм |
обработки, мм |
|
|||||||
|
привода, кВт |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
SM 300E |
180 |
250 |
0,3 |
730 |
330 |
330 |
40 |
||
7МТВ |
220 |
275 |
0,75 |
1120 |
620 |
680 |
220 |
||
250 ИТВМ.01 (класс точности «В») |
240 |
500 |
3,0 |
1790 |
810 |
1400 |
1180 |
||
УТ16ПМ |
320 |
750 |
3,2/5,3 |
2110 |
1050 |
1395 |
1700 |
||
400SAMAT SV |
400 |
750 |
5,5/7,5 |
2270 |
1110 |
1505 |
2050 |
||
400SAMAT MV |
400 |
1000 |
5,5/7,5 |
2580 |
1110 |
1505 |
2130 |
||
1В62Г |
445 |
1000 |
7,5 |
2800 |
1190 |
1450 |
2400 |
||
1К625Д |
500 |
1000/1500 |
11,0 |
2800/3300 |
1220 |
1500 |
3200/3500 |
||
МК6056М |
500 |
1000 |
7,5/11,0 |
2800 |
1265 |
1485 |
3100 |
||
СА500С100 (класс точности «П») |
500 |
1000 |
7,5/11,0 |
2800 |
1265 |
1485 |
3100 |
||
МК6058МГ |
630 |
1500 |
7,5/11,0 |
3367 |
1265 |
1465 |
3400 |
||
400SAMAT LV |
400 |
1500 |
5,5/7,5 |
2900 |
1040 |
1400 |
2500 |
||
МК6057МГ |
630 |
2000 |
7,5/11,0 |
3852 |
1265 |
1485 |
3680 |
||
31М63Н |
630 |
3000 |
15,0 |
5250 |
1780 |
1550 |
5750 |
||
|
|
|
|
|
|
|
|
|
|
74
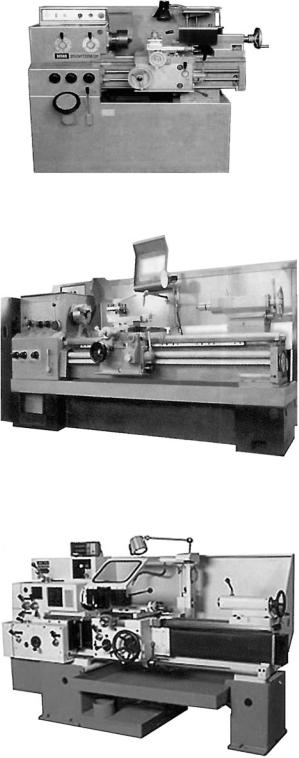
Рис. 2.5. Общий вид станка 250ИТМВ.01
Рис. 2.6. Общий вид станка МК6056М
Рис. 2.7. Токарный станок производства фирмы «TRENS» модель SN 32
48
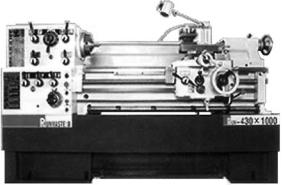
Рис. 2.8. Токарный станок производства фирмы «RUNMASTER» модель RUN 460
станках можно производить внутреннюю и наружную обработку цилиндриче ских и конических поверхностей, торцевых плоскостей, а также нарезать все виды резьбы с широким диапазоном шага, выполнять отрезку, проточку ко нусных поверхностей и канавок, сверление, расточку. Станки обладают уни версальными и высококачественными эксплуатационными характеристика ми, компактной конструкцией, простотой и удобством в работе, безопас ностью и надежностью.
Т а б л и ц а 2.14. Импортные универсальные
токарноBвинторезные станки
|
Диаметр |
Диаметр |
Диаметр |
Полезная |
Расстояние |
Частота |
Мощность |
||
Модель |
детали над |
детали над |
детали над |
длина |
между |
вращения |
главного |
||
станка |
станиной, |
суппортом, |
выемкой, |
выемки, |
центрами |
шпинделя, |
двигателя, |
||
|
мм |
мм |
мм |
мм |
(РАМЦ), мм |
об/мин |
кВт |
||
|
|
|
|
|
|
|
|
|
|
|
|
Станки производства «TRENS» (Словакия) |
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
SN 32 |
330 |
168 |
520 |
230 |
750... |
1000 |
14... |
2500 |
4,0 |
|
|
|
|
|
|
|
|
|
|
SN 50 C |
500 |
270 |
700 |
230 |
1000... |
2000 |
22... |
2000 |
5,5 |
|
|
|
|
|
|
|
|
|
|
SN 71 C |
710 |
420 |
960 |
300 |
1500... |
4000 |
10... |
1000 |
7,5 |
|
|
|
|
|
|
|
|
|
|
SN 500 SA |
505 |
270 |
700 |
230 |
1000... |
2000 |
12,5... |
2000 |
7,5 |
|
|
|
|
|
|
|
|
|
|
SN 710 S |
720 |
430 |
960 |
300 |
1500... |
4000 |
10... |
1600 |
7,5 |
|
|
|
|
|
|
|
|
|
|
SUI 80 |
800 |
520 |
870 |
320 |
1500... |
8000 |
11,2... |
1800 |
15,0 |
|
|
|
|
|
|
|
|
|
|
|
|
Станки производства «RUNMASTER» (Тайвань) |
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
RUN 430 |
430 |
244 |
— |
— |
750... |
1500 |
25... |
2000 |
5,0...7,5 |
|
|
|
|
|
|
|
|
|
|
RUN 460 |
460 |
259 |
— |
— |
1515... |
2015 |
20... |
1600 |
7,5 |
|
|
|
|
|
|
|
|
|
|
RUN 530 |
530 |
344 |
— |
— |
750... |
1500 |
25... |
2000 |
7,5 |
|
|
|
|
|
|
|
|
|
|
RUN 560 |
560 |
359 |
— |
— |
1515... |
2015 |
20... |
1600 |
7,5 |
|
|
|
|
|
|
|
|
|
|
49