

[Sibikin_M.YU.]_Sovremennoe_metalloobrabatuevayush(BookZZ.org)
.pdfКомпоновка станков удовлетворяет любым задачам по шлифованию в единичном или серийном производстве. Это иллюстрируется следующими данными.
Технические данные станка модели EJ30 |
|
Высота центров, мм . . . . . . . . . . . . . . . . . . . . . . . . . . |
150 |
Диаметр обрабатываемой детали, мм . . . . . . . . . . . . . . . . |
290 |
Длина зажима, мм . . . . . . . . . . . . . . . . . . . . . . . . . . . |
800 |
Длина шлифования, мм . . . . . . . . . . . . . . . . . . . . . . . |
800 |
Масса заготовки между центрами, кг. . . . . . . . . . . . . . . . |
80 |
Узел шлифовального шпинделя |
|
Диаметр шлифовального круга, мм: |
|
max . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
400 |
min. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
290 |
Ширина шлифовального круга, мм. . . . . . . . . . . . . . . . . |
63 |
Мощность привода, кВт . . . . . . . . . . . . . . . . . . . . . . . |
7,5 |
Окружная скорость, м/с . . . . . . . . . . . . . . . . . . . . . . . |
45 |
Расположение шлифовального круга. . . . . . . . . . . . . . . . |
Слева |
Характеристики станка |
|
Абразив . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
Корунд |
Поперечная подача . . . . . . . . . . . . . . . . . . . . . . . . . . |
Ось Х, ЧПУ типа CNC |
Продольное движение . . . . . . . . . . . . . . . . . . . . . . . . |
Ось Z, ЧПУ типа CNC |
Точность позиционирования оси поперечной подачи, мм . . . |
0,0001 |
Масса станка, кг . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
Около 7000 |
Габариты без системы охлаждения (Ш Г В), мм . . . . . . . |
3,550 2,850 2,100 |
П р и м е ч а н и е. Указаны максимальные величины.
4.3. Плоскошлифовальные станки
Плоское шлифование часто применяют вместо чистового строгания, чисто вого фрезерования и шабрения. Плоские поверхности можно шлифовать пе риферией и торцом круга (рис. 4.2). Разновидностью плоского шлифования является профильное шлифование, выполняемое на плоскошлифовальных станках (см. рис. 4.2, ж). При работе периферией круга на станках с прямо угольным столом припуск снимают следующими способами.
При поперечном шлифовании рабочими ходами поперечная подача круга (детали) вдоль оси шпинделя осуществляется за каждый ход стола; круг сни мает слой материала толщиной, равной глубине резания, а по шири не, — равным поперечной подаче круга за один ход стола. После рабочего хода вдоль всей шлифуемой поверхности круг устанавливают на определен ную глубину и снимают следующий слой. Рабочие ходы повторяются до полного удаления припуска.
При глубинном шлифовании круг снимает основную часть припуска за каж дый ход стола. После каждого хода стола круг (стол) перемещается вдоль оси шпинделя на расстояние Н = 3/4...4/5 мм. Оставшуюся часть припуска (0,01...0,02 мм) снимают предыдущим способом.
При шлифовании ступенчатым кругом основная часть припуска распреде ляется между отдельными ступенями круга и снимается за один рабочий ход; последняя ступень снимает небольшой слой материала; затем выполняют чистовое шлифование поперечными рабочими ходами.
100
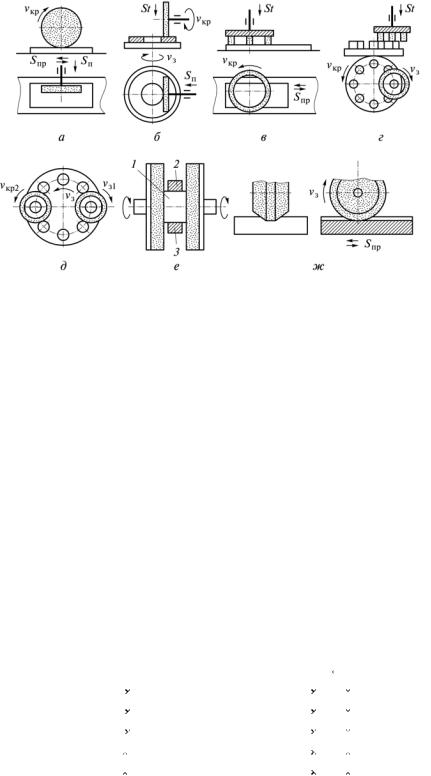
Рис. 4.2. Схемы обработки поверхностей при плоском шлифовании периферией и торцом шли фовального круга:
а, ж — с прямоугольным столом; б — с круглым столом, торцом шлифовального круга; в — с прямоугольным столом; г — с круглым столом; д — с двумя вертикальными шпинделями и круглым столом; е — с двумя гори зонтально расположенными шпинделями при одновременном шлифовании двух торцов заготовки; 1 — заго товка; 2 — верхняя линейка; 3 — нижняя линейка
Плоскошлифовальные станки по принципу работы делят на станки для шлифования периферией и торцом круга; по форме стола и характеру его движения — на станки с возвратно поступательным и вращательным движе нием стола; по степени универсальности — на универсальные, полуавтомати ческие и автоматические. Плоскошлифовальные станки с прямоугольным столом выпускают с горизонтальным и вертикальным шпинделями; неавто матизированные и полуавтоматические станки — с приборами активного контроля.
В мелкосерийном и среднесерийном производстве наиболее часто исполь зуют плоскошлифовальные станки с прямоугольным столом и горизонталь ным шпинделем. В массовом производстве наибольшее распространение по лучили станки с круглым столом, а также двусторонние торцешлифовальные станки с горизонтальным и вертикальным расположением шпинделей (табл.
4.3и 4.4).
Та б л и ц а 4.3. Технические характеристики плоскошлифовальных станков
Модель |
Размеры заготовки, |
Мощность |
|
Габариты |
|
Масса, кг |
||
мм |
привода, кВт |
(Д |
Ш В), мм |
|||||
|
|
|||||||
|
|
|
|
|
|
|
|
|
ЗД711АФ10 |
230 |
450 |
2,2 |
1780 |
1480 |
1820 |
1735 |
|
|
|
|
|
|
|
|
|
|
ЗД711ВФ11 |
240 |
630 |
4,0 |
2595 |
1775 |
2030 |
2850 |
|
|
|
|
|
|
|
|
|
|
ОШ450 |
280 |
630 |
4,0 |
2340 |
1785 |
2030 |
2400 |
|
|
|
|
|
|
|
|
|
|
ЗЛ722В (А) |
320 |
1250 |
11,0 |
4810 |
2630 |
2030 |
7000 |
|
ЛШ324 |
800 |
1600 |
11,0 |
5580 |
3480 |
3900 |
12 000 |
|
|
|
|
|
|
|
|
|
|
101

Т а б л и ц а 4.4. Технические характеристики профилешлифовальных станков
Модель |
Размер заготовки, |
Перемещение |
|
Габариты |
|
Масса, кг |
|||
|
мм |
|
стола, мм |
(Д |
Ш В), мм |
||||
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
3951ВФ1У |
150 |
60 |
78 |
150 |
60 |
1955 |
1650 |
1960 |
2400 |
3952ВФ1У |
250 |
100 |
130 |
200 |
100 |
2035 |
1960 |
2035 |
3000 |
|
|
|
|
|
|
|
|
|
|
Плоскошлифовальный станок мод. 3Е711ВФ3 1 предназначен для шлифо вания заготовок различных профилей методом врезания, а также плоских по верхностей периферией или торцом шлифовального круга.
Переход с предварительного на чистовое шлифование обеспечивается дат чиками. Класс точности станка В. Точность обработанной поверхности: от клонение от плоскости 4 мкм, параллельности 2 мкм, шероховатость Ra = = 0,16 мкм. Станок применяют в условиях единичного и мелкосерийного производства.
Технические характеристики станка мод. 3Е711ВФ3B1 |
|
|
|
Размеры рабочей поверхности стола, мм . . . . . . . . . . . . . . . . . |
400 |
200 |
|
Наибольшая скорость резания, м/с . . . . . . . . . . . . . . . . . . . . |
35 |
|
|
Скорость, м/мин: |
|
|
|
продольного перемещения стола . . . . . . . . . . . . . . . . . . . . |
2...35 |
|
|
вертикального перемещения шлифовальной головки (бесступен |
|
|
|
чатое регулирование) . . . . . . . . . . . . . . . . . . . . . . . . . . . |
0,015... |
1,5 |
|
Автоматическая вертикальная подача, мм |
|
|
|
ступенчатая . . |
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
0,002... |
0,01 |
в диапазоне 0... |
0,01 мм . . . . . . . . . . . . . . . . . . . . . . . . . . |
Через 0,002 мм |
|
в диапазоне 0... |
0,1 мм . . . . . . . . . . . . . . . . . . . . . . . . . . . |
Через 0,02 мм |
|
Автоматическая поперечная подача (бесступенчатое регулирование), |
|
|
|
м/мин . . . . . . . . . |
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
0,16... |
10,0 |
Габаритные размеры станка, мм . . . . . . . . . . . . . . . . . . . . . . |
303 |
2360 2080 |
|
4.4. БесцентровоBшлифовальные станки
При бесцентровом шлифовании формообразование изделия происходит при контакте заготовки с ведущим и шлифовальным кругами и опорным но жом 3 (рис. 4.3). Во время обработки заготовка 4, имеющая исходную по грешность, постепенно приобретает форму, приближающуюся к форме ци линдра. Этот эффект усиливается при применении специального ножа, при более высоком расположении заготовки над линией центров шлифовального и ведущего кругов, а также при увеличении частоты вращения обрабатывае мого изделия.
Обрабатываемая деталь вращается свободно без закрепления в призме, образованной опорным ножом 3 и ведущим кругом бабки 2. Это исключает деформации детали при ее зажиме, а вращение в призме позволяет эффек тивно устранять отклонения от округлости шлифуемой поверхности. Для качественной обработки необходимо, чтобы деталь начала вращаться до ка сания ее шлифовальным кругом бабки 1, что в значительно степени опреде ляется состоянием опорного ножа. Нож должен быть с прямолинейной опорной поверхностью высокой твердости и с параметрами шероховатости
102
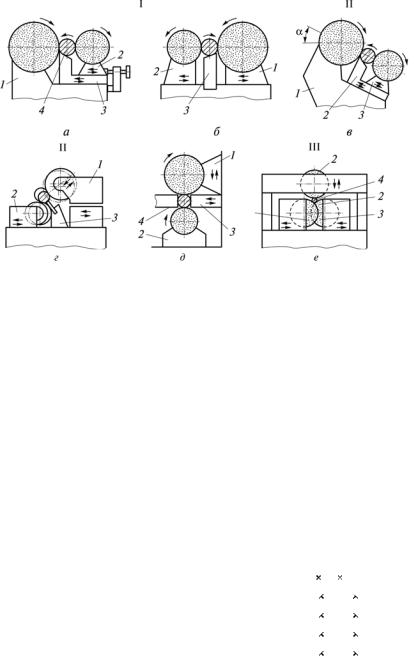
Рис. 4.3. Принципиальные схемы бесцентровых круглошлифовальных станков:
1 — с горизонтальной линией центров; а — с неподвижной шлифовальной бабкой; б — с подвижными бабка ми; 11 — с наклонной линией центров; в — с неподвижной шлифовальной бабкой; г, д, е — с подвижными бабками и неподвижным суппортом; III — с двумя ведущими кругами; 1 — бабка шлифовального круга; 2 — бабка ведущего круга; 3 — опорный нож; 4 — заготовка
Ra = 0,08...0,16 мкм с тем, чтобы коэффициент трения между деталью и но жом был минимальным. Наиболее распространенными бесцентровыми круглошлифовальными станками являются полуавтоматы мод. 3Д180, 3М184И, 3М184 высокой точности, полуавтоматы мод. 3М182А и 3М184А особо высокой точности, а также станки автоматы мод. 3Ш182Д, 3Ш184Д (доводочные), круглошлифовальные — 3Ф47В, 3А47В, бесцентрово внутри шлифовальные автоматы 3Ф484ГВ, 3А485В.
Хорошим спросом пользуются бесцентрово шлифовальные станки, техни ческие характеристики которых приведены в табл. 4.5.
Т а б л и ц а 4.5. Технические характеристики
бесцентровоBшлифовальных станков
Модель |
Диаметр |
Диаметр |
|
Габариты |
|
Масса, кг |
|
шлифования, мм |
заготовки, мм |
(Д |
Ш В), мм |
||||
|
|
||||||
ЗЕ180В |
0,5...10 |
56 |
1570 |
1145 |
1755 |
1200 |
|
ЗЕ183АМ (ВВМ) |
2...40 |
140 |
2940 |
2150 |
2120 |
4700 |
|
ЗЕ184АМ (ВМ) |
4...80 |
245 |
3570 |
2355 |
2120 |
6990 |
|
ЗЕ185ВМ |
8...160 |
360 |
3840 |
2450 |
2120 |
9150 |
|
4.5.Внутришлифовальные, точильноBшлифовальные и заточные станки
Отверстия в деталях на внутришлифовальных станках обрабатывают на проход и врезанием. Способ врезания используют при обработке коротких, фа сонных и глухих отверстий, не имеющих канавок для выхода из круга. Во
103

всех остальных случаях применяют шлифование напроход, обеспечивающее бо лее высокую точность и меньший параметр шероховатости поверхности.
Отечественная промышленность изготовляет внутришлифовальные стан ки следующих моделей: 3К225В; 3К225А; 3К227В; 3К227А; 3К228В; 3К228А; 3К229В; СШ162; СШ64.
Для станка мод. 3К227А диаметр шлифуемых отверстий составляет 20...150 мм. Станок СШ162 — специальный полуавтомат, предназначен для скоростного шлифования; СШ64 — бесцентровальный специальный. Станки мод. 3К225А; 3К227А и 3К228А — особо высокой точности.
В качестве примера технологических возможностей рассматриваемых станков приведены технические характеристики внутришлифовального стан ка мод. 3К228В:
Наибольший диаметр, мм: |
|
|
устанавливаемой заготовки . . . . . . . . . . . . . . . . . . . . . . . . . |
560 |
|
устанавливаемой заготовки в кожухе. . . . . . . . . . . . . . . . . . . . |
400 |
|
Наибольшая длина, мм: |
|
|
устанавливаемой заготовки . . . . . . . . . . . . . . . . . . . . . . . . . |
200 |
|
при наибольшем диаметре отверстия шлифования . . . . . . . . . . . |
200 |
|
Диаметр шлифуемых отверстий, мм . . . . . . . . . . . . . . . . . . . . . |
50…200 |
|
Наибольший ход стола, мм . . . . . . . . . . . . . . . . . . . . . . . . . . . |
630 |
|
Наибольшее наладочное поперечное перемещение, мм: |
|
|
шлифовальной бабки: |
|
|
— вперед (от рабочего) . . . . . . . . . . . . . . . . . . . . . . . . . . . |
60 |
|
— назад (на рабочего) . . . . . . . . . . . . . . . . . . . . . . . . . . . |
10 |
|
бабки заготовки: |
|
|
— вперед (от рабочего) . . . . . . . . . . . . . . . . . . . . . . . . . . . |
200 |
|
— назад (на рабочего) . . . . . . . . . . . . . . . . . . . . . . . . . . . |
50 |
|
Наибольший угол поворота заготовки, град . . . . . . . . . . . . . . . . . |
30 |
|
Наибольший диаметр и высота шлифовального круга, мм . . . . . . . . |
180 |
63 |
Скорость движения стола, м/мин: |
|
|
при правке шлифовального круга. . . . . . . . . . . . . . . . . . . . . . |
0,1…2 |
|
при шлифовании . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
1…7 |
|
при быстром продольном подводе и отводе . . . . . . . . . . . . . . . . |
10 |
|
Частота вращения шпинделя, с–1: |
|
|
внутришлифовального . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
75; 100; 150; 200 |
|
заготовки . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
1,66... |
10 |
торцешлифовального приспособления . . . . . . . . . . . . . . . . . . |
66,66 |
|
Мощность электродвигателя привода шлифовального круга, кВт . . . |
5,5 |
|
Масса (с приставным оборудованием), кг . . . . . . . . . . . . . . . . . . |
6900 |
|
Технические характеристики точильно шлифовальных и заточных стан ков приведены соответственно в табл. 4.6 и 4.7.
Т а б л и ц а 4.6. Технические характеристики точильноBшлифовальных станков
Модель |
Диаметр точильного |
Мощность |
Габариты, |
Масса, кг |
|||
круга, мм |
привода, кВт |
(Д |
Ш В), мм |
||||
|
|
||||||
ЗЛ631 |
200 |
0,75 |
610 |
372 |
362 |
66 |
|
ТШ 2 |
300 |
2,2 |
610 |
470 |
1340 |
112 |
|
ЗК634 (ЗТ634) |
400 |
4,0 |
1000 |
680 |
1400 |
385 |
|
ВЗ 379 01 |
350 |
2,8 |
1000 |
700 |
1400 |
210 |
|
|
|
|
|
|
|
|
|
104

Т а б л и ц а 4.7. Технические характеристики заточных станков
|
Размер изделия, |
Рабочая зона, |
Мощность |
|
Габариты |
|
||
Модель |
привода, |
|
Масса, кг |
|||||
мм |
|
мм |
(Д |
Ш В), мм |
||||
|
|
кВт |
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ВЗ 318 универсаль |
Диаметр |
250, |
Длина 225 |
0,71 |
1185 |
1195 |
1630 |
1020 |
ная |
длина 500 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ВЗ 31ВЕ универсаль |
Диаметр |
250, |
Длина 225 |
0,85 |
1185 |
1195 |
1630 |
1020 |
ная |
длина 500 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ЗВ622 алмазно за |
Высота |
6...25, |
Стол 210 |
1,6 |
600 |
730 |
1400 |
550 |
точная для резцов |
длина 35... 300 |
400 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ЗЕ692 алмазно за |
Диаметр |
250... |
Врезание 5 |
2,2 |
2450 |
1120 |
1910 |
1800 |
точная для пил |
1430 |
|
на цикл |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ЗЕ653 полуавтомат |
Диаметр 5...32, |
— |
2,0/1,5 |
1012 |
1310 |
1595 |
950 |
|
для заточки сверл, зен |
длина 50... 400 |
|
|
|
|
|
|
|
керов, метчиков |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ВЗ 531Ф4 шлифо |
Диаметр |
250, |
— |
3,0 |
2500 |
3500 |
2350 |
5500 |
вально заточная |
длина 400 (в цен |
|
|
|
|
|
|
|
(центр с ЧПУ) |
трах) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4.6.Общие сведения о станках, работающих по методу тонкого шлифования
Тонкое шлифование характеризуется снятием малых припусков (0,04...
0,08 мм на диаметр), применением чистовых режимов резания и правки кру га. Его осуществляют на прецизионных станках высокой и особо высокой точности, обеспечивающих плавность хода пиноли правящего прибора при малых продольных подачах, отсутствие вибрации и упругих отжатий техноло гической системы.
Процесс тонкого шлифования требует хорошей фильтрации охлаждающей жидкости, чтобы исключить попадания частиц абразива и стружки в зону шлифования. Технологические возможности отделочных процессов зависят от схем резания. Принципиальные отличия схем резания определяются мето дом подачи режущего инструмента.
Большим спросом на российском рынке металлорежущего оборудования пользуются шлифовальные станки фирмы «Junker», которые монтируют на платформах «Evolition» (рис. 4.4). Технические характеристики серий этой фирмы приведены в табл. 4.8.
Станки серии Quickpoint обеспечивают шлифование с высокой скоро стью.
Большим преимуществом технологии «Quickpoint» является универсаль ность и одновременно высокая производительность. В отличие от обычной технологии, в частности при шлифовании твердых сплавов, «Quickpoint» по зволяет увеличить производительность на 600 %.
«Quickpoint» — это высокоскоростное круглое шлифование с точечным контактом шлифовального круга и обрабатываемой детали (рис. 4.5). При этом используются чрезвычайно износостойкие шлифовальные круги толщи ной в несколько миллиметров на основе кубического нитрита бора или алма
105

610
Т а б л и ц а 4.8. Технические характеристики платформ для станков серии Junker, Jumat, Quickpoint, Jucrank, Jucam
Параметры |
|
|
|
|
|
|
Модели платформ |
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
4S |
|
|
|
4L |
|
|
|
6S |
|
||||||
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
С одними салазками |
|
С одними салаз |
|
С двумя салазка |
С одними салаз |
|
С двумя салазка |
|||||||||
|
|
|
|
|
|
ками |
|
ми |
|
ками |
|
ми |
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Зажимная длина, мм |
150 |
|
650 |
|
650 |
900 |
900 |
|
900 |
|
900 |
1200 |
1200 |
|
1200 |
|
1200 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Длина шлифования, мм |
150 |
|
500 |
|
500 |
750 |
750 |
|
500 |
|
500 |
1000 |
1000 |
|
750 |
|
750 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Высота центров, мм |
100 |
|
170 |
|
170 |
170 |
170 |
|
170 |
|
170 |
170 |
170 |
|
170 |
|
170 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Диаметр обработки, мм |
80 |
|
200 |
|
280 |
200 |
280 |
|
200 |
|
200 |
280 |
320 |
|
280 |
|
320 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Масса заготовки, кг |
5 |
|
30 |
|
80 |
30 |
80 |
|
30 |
|
80 |
150 |
150 |
|
150 |
|
150 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Диаметр шлифовального кру |
350 |
|
400 |
|
500 |
400 |
500 |
|
400 |
|
500 |
500 |
700 |
|
500 |
|
700 |
га, мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Габариты (Ш Г В), мм |
1450 2850 |
2000 |
3000 2650 2200 |
|
3410 2650 2200 |
|
|
|
3700 3750 2450 |
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Масса станка, кг |
6000 |
|
15 000 |
|
15 000 |
18 000 |
18 000 |
|
22 000 |
|
22 000 |
23 000 |
23000 |
|
27 000 |
|
27 000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
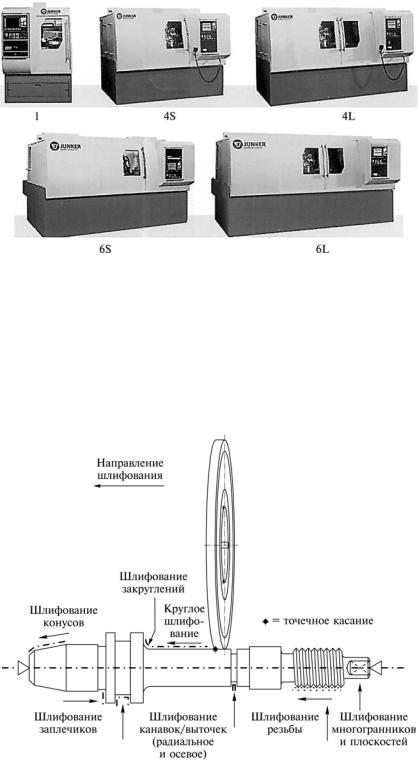
Рис. 4.4. Общий вид платформ для шлифовальных станков фирмы «Junker»
за. Благодаря наклону оси шлифовального круга относительно горизонталь ной оси детали образуется свободный угол и зона контакта между шлифо вальным кругом и деталью сокращается с линии до точки.
Серия станков Quickpoint, включающая три типа и пять различных ком бинаций шлифовальных бабок, предлагает решение практически любых задач круглого шлифования от компактного Quickpoint 1000 для мелких деталей широкого ассортимента до Quickpoint 5000 для серийного производства. Ста нок Quickpoint является гарантом высокой экономичности производства, где
Рис. 4.5. Возможность комбинирования с технологией «Quickpoint»
107
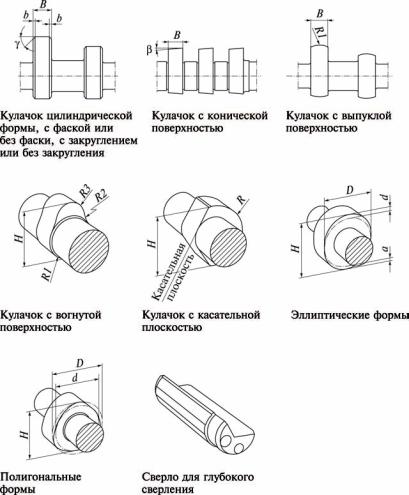
Рис. 4.6. Шлифование различных кулачков распределительных валов на станках серий Jucam
бы его ни применяли. Типовыми деталями являются клапаны двигателей, ку лачковые валы, валы коробок передач и насосов, приводные валы и т.д.
Разработав станки серии Jucam для некруглого шлифования, фирма «Junker» предложила универсальное решение для полной обработки распре делительных валов. Гамма типов станков охватывает все формы кулачков (рис. 4.6):
 цилиндрические;
цилиндрические;
 выпуклые/вогнутые;
выпуклые/вогнутые;
 с фаской и без фаски;
с фаской и без фаски;
 с закруглением и без закругления;
с закруглением и без закругления;
 с касательной плоскостью;
с касательной плоскостью;
 полигональные и эллиптические.
полигональные и эллиптические.
В зависимости от способа обработки и требуемой производительности для отдельных платформ типа Jucam разрабатываются и устанавливаются различ ные варианты шлифовальных бабок.
108
Ч е р н о в о е и ч и с т о в о е ш л и ф о в а н и е в о д н о м з а к р е п л е н и и
На станках для некруглого шлифования «Jucam» можно производить об работку кулачков, опорных шеек, торцов, заплечиков опорных подшипников и посадочных мест распределительных валов. Применение шлифовальных кругов на основе кубического нитрита бора позволяет производить как чер новую, так и чистовую обработки.
Эти станки, наряду с автомобильной промышленностью, применяют при производстве текстильных машин и насосов, режущего инструмента и сверл для глубокого сверления.
Технические преимущества:
 возможность корректировки формы кулачков через интерфейс;
возможность корректировки формы кулачков через интерфейс;
 система управления с функцией обучения, включая автоматическую компенсацию отклонения формы кулачка и возмущающих действий. Ком пенсируемые возмущения: температура, механические и динамические влия ния, колебания припусков на шлифование, изменение свойств материала и его структуры, абразивные свойства шлифовального круга;
система управления с функцией обучения, включая автоматическую компенсацию отклонения формы кулачка и возмущающих действий. Ком пенсируемые возмущения: температура, механические и динамические влия ния, колебания припусков на шлифование, изменение свойств материала и его структуры, абразивные свойства шлифовального круга;
 принцип шлифования кулачков и опорных шеек в одном закреплении теоретически сводит погрешность к нулю;
принцип шлифования кулачков и опорных шеек в одном закреплении теоретически сводит погрешность к нулю;
 врезное и маятниковое шлифование;
врезное и маятниковое шлифование;
 поддержка «гибких» изделий за опорные шейки с помощью самоцен трирующегося трехточечного люнета;
поддержка «гибких» изделий за опорные шейки с помощью самоцен трирующегося трехточечного люнета;
 высокая долговременная точность за счет гидростатических круглых на правляющих и гидростатического шпинделя подачи по оси Х (поперечная по дача).
высокая долговременная точность за счет гидростатических круглых на правляющих и гидростатического шпинделя подачи по оси Х (поперечная по дача).
Экономические преимущества:
 универсальность применения для разного количества цилиндров за счет перенастройки программы ЧПУ (опция);
универсальность применения для разного количества цилиндров за счет перенастройки программы ЧПУ (опция);
 высокая гибкость при шлифовании кулачков и опорных шеек благодаря применению маятникового способа шлифования;
высокая гибкость при шлифовании кулачков и опорных шеек благодаря применению маятникового способа шлифования;
 экономия времени при полной обработке благодаря исключению опе рации перезакрепления;
экономия времени при полной обработке благодаря исключению опе рации перезакрепления;
 высокая точность за счет «функции обучения»;
высокая точность за счет «функции обучения»;
 высокий коэффициент использования благодаря применению кубиче ского нитрита бора и масла в качестве охлаждающей жидкости;
высокий коэффициент использования благодаря применению кубиче ского нитрита бора и масла в качестве охлаждающей жидкости;
 отвечающие всем требованиям приспособления для правки и способ правки;
отвечающие всем требованиям приспособления для правки и способ правки;
 высокая точность выдерживания размеров благодаря измерению в про цессе обработки;
высокая точность выдерживания размеров благодаря измерению в про цессе обработки;
 высокая точность обработки за счет одного закрепления;
высокая точность обработки за счет одного закрепления;
 постоянное время обработки;
постоянное время обработки;
 удобство переналадки;
удобство переналадки;
 обширное предложение по технической поддержке и регулярному сер висному обслуживанию.
обширное предложение по технической поддержке и регулярному сер висному обслуживанию.
109