

[Sibikin_M.YU.]_Sovremennoe_metalloobrabatuevayush(BookZZ.org)
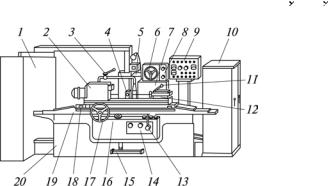
.pdfРис. 3.8. Горизонтально расточной станок ИР1250Ф1
постоянную надежную фиксацию в выбранной позиции независимо от уров ня давления в гидросистеме, отжим гидравлический;
 системы циркуляционной смазки подшипников шпинделя, узлов глав ного привода, круговых направляющих стола; система автоматической дози рованной смазки линейных направляющих и шарико винтовых пар от стан ций смазки фирмы «W. Vogel»;
системы циркуляционной смазки подшипников шпинделя, узлов глав ного привода, круговых направляющих стола; система автоматической дози рованной смазки линейных направляющих и шарико винтовых пар от стан ций смазки фирмы «W. Vogel»;
 система СОЖ, транспортер уборки стружки, телескопическая защита направляющих по всем осям, по заказу — СОЖ через шпиндель;
система СОЖ, транспортер уборки стружки, телескопическая защита направляющих по всем осям, по заказу — СОЖ через шпиндель;
 контурное управление по 5 координатам X, Y, W, Z обеспечивает систе ма ЧПУ Sinumerik 8400 фирмы «Siemens».
контурное управление по 5 координатам X, Y, W, Z обеспечивает систе ма ЧПУ Sinumerik 8400 фирмы «Siemens».
Опции:
угловая фрезерная головка, навесная планшайба, навесные удлинители шпинделя, угольники, вспомогательный инструмент, измерительные головки фирмы «Renishaw» и др.
Технические характеристики горизонтально расточного станка с цифро вой индикацией, с расточным шпинделем 110 или 130 мм ИР1250Ф1 (рис. 3.8); горизонтально расточного станка с ЧПУ, с расточным шпинделем 110
Рис. 3.9. Горизонтально расточной станок ИС1250С
90
или 130 мм ИР1250ПМФ4; горизонтального расточного и фрезерного станка с ЧПУ и АСИ (обрабатывающий центр), с расточным шпинделем 110 (130) мм или мотор шпинделем приведены в табл. 3.7. Станки имеют комби нированные направляющие — фторопластовые накладки и прецизионные ро ликовые опоры качения, которые обеспечивают высокую динамическую же сткость в сочетании с высокими демпфирующими свойствами при наиболь ших скоростях перемещений узлов 8 м/мин.
Станки ИС1250С предназначены для высокоскоростной обработки и ос нащаются роликовыми направляющими типа ТНК фирмы «Star» (Германия), обеспечивающими скорости перемещений узлов до 20 м/мин (рис. 3.9, см. табл. 3.7).
Т а б л и ц а 3.7. Технические характеристики станков ИР и ИС
|
Параметры |
Модели станков ИР1250 и ИС1250 |
||
|
|
|
|
|
|
Главный привод с расточным шпинделем 110 (130), мм |
|
||
|
|
|||
Диаметр расточного шпинделя/конус, мм |
110/SК50 (130/SK50) |
|||
Выдвижение расточного шпинделя (ось Z), мм |
|
500 (710) |
|
|
|
|
|||
Скорости вращения, об/мин |
8...2250 (8...2250) |
|||
|
|
|||
Мощность/наибольший момент, кВт/Н · м |
30/1700 (30/2200) |
|||
|
|
|
|
|
|
Главный привод с мотор шпинделем |
|
|
|
|
|
|
||
Конус шпинделя |
|
SК50; HSK A100, возможны другие вариан |
||
|
|
|
ты** |
|
|
|
|
|
|
Наибольшая скорость вращения, об/мин: |
|
|
|
|
для SК50 |
|
|
7000; 8000 |
|
|
|
|
|
|
для HSK A100 |
|
|
8000; 12 000 |
|
Мощность привода, кВт |
|
30 |
|
|
|
|
|
|
|
|
Поворотный стол |
|
|
|
|
|
|
|
|
Размер рабочей поверхности, мм |
1250 |
1400; 1400 |
1600; |
|
|
|
1600 |
1800; 1600 |
2000 |
Грузоподъемность стола, кг: |
|
|
|
|
для стола 1250 |
1400, 1400 1600 мм |
|
5000 |
|
|
|
|
|
|
для стола 1600 |
1800 мм, 1600 2000 мм |
|
10 000 |
|
|
Наибольшие перемещения узлов |
|
|
|
|
|
|||
Стол поперечно (ось Х), мм |
1600; 2000; 2500 |
|||
|
|
|
|
|
Шпиндельная бабка вертикаль (ось Y), мм |
|
1200; 1500 |
|
|
|
|
|
|
|
Стойка продольно (ось W), мм |
|
1000; 1380 |
|
|
Поворотный стол (ось B), град |
|
360 |
|
|
|
|
|
|
|
|
Приводы подач |
|
|
|
|
|
|
|
|
Рабочие подачи по линейным осям, мм/мин |
|
1...5000 |
|
|
|
|
|
|
|
Ускоренные перемещения по осям X, Y, W, |
|
|
|
|
мм/мин: |
|
|
|
|
для серий ИР1250 |
|
8000 |
|
|
|
|
|
|
|
для серий ИС1250 |
|
20 000 |
|
|
|
|
|
|
|
91
|
|
|
Окончание табл. 3.7 |
|
|
|
|
||
|
Параметры |
Модели станков ИР1250 и ИС1250 |
||
|
|
|
|
|
Ускоренное перемещение по оси Z, мм/мин |
|
5000 |
|
|
|
|
|
|
|
Рабочие подачи по оси В*, град/мин |
|
1...1080 |
|
|
|
|
|
|
|
Ускоренное перемещение по оси В, об/мин |
|
3,0 (1,0) |
|
|
|
|
|
|
|
|
Устройство АСИ |
|
|
|
|
|
|
||
Емкость инструментального магазина, шт. |
40, 50, 64, 100 |
|||
|
|
|
|
|
Наибольшая масса инструмента, кг |
|
25 |
|
|
|
|
|
|
|
Наибольшие размеры инструмента L D, мм |
400 |
125 (315)* |
||
|
|
|
|
|
|
Системы управления |
|
|
|
|
|
|
|
|
Серии ИР1250 |
ЛИР; Heidenhain |
|
||
|
|
|
||
Серии ИС1250 |
N10; Siemens Sinumerk 8400, Fanuc |
|||
|
|
|
|
|
|
Габариты и масса серий ИР1250 |
|
|
|
|
|
|
|
|
Габаритные размеры, мм |
4860 |
4880 |
4280 |
|
|
|
|
|
|
Масса, кг |
|
15 000 |
|
|
|
|
|
|
|
|
Габариты и масса серий ИС1250 |
|
|
|
|
|
|
|
|
С системой СОЖ и защитой зоны резания |
|
|
|
|
|
|
|
|
|
Габаритные размеры (Ш Д В), мм |
5030 |
5670 |
4280 |
|
|
|
|
||
Общая масса, кг |
18 000—20 000 |
|||
|
|
|
|
|
|
|
|
|
|
* — для столов 1250  1400 мм, 1400
1400 мм, 1400  1600 мм; ** — по заказу.
1600 мм; ** — по заказу.
3.6. КоординатноBрасточные станки
Сведения о наиболее покупаемых координатно расточных станках в Российской Федерации приведены в табл. 3.8, а общий вид станка — на рис. 3.10.
Т а б л и ц а 3.8. Технические характеристики
координатноBрасточных станков
Модель |
Размерстола, мм |
Диаметр растачивания,мм |
Расстояниеот торца шпинделядо плиты, мм |
Частотавращения шпинделя,мин |
Габариты(Д Ш В), мм |
Масса,кг |
|
|
|
|
–1 |
|
|
2431СФ10 |
320 |
560 |
220 |
575 |
3000 |
1900 |
1580 |
2300 |
2500 |
|
|
|
|
|
|
|
|
|
|
2Е440А |
400 |
710 |
250 |
630 |
2000 |
2440 |
2195 |
2385 |
4565 |
|
|
|
|
|
|
|
|
|
|
2Е450АФ30 |
630 |
1120 |
250 |
750 |
2500 |
3350 |
2500 |
2885 |
800 |
92
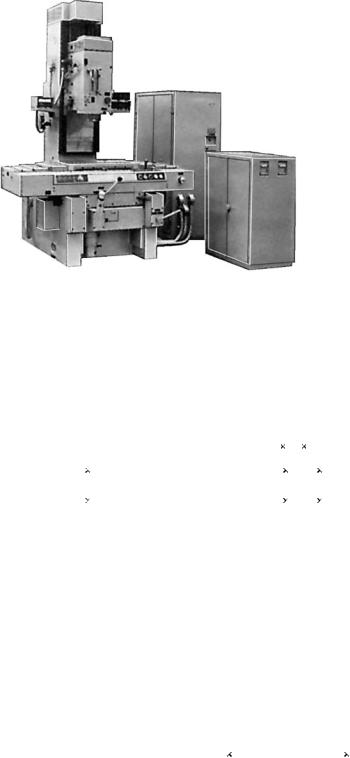
Рис. 3.10. Станок модели 2431 СФ10
3.7. ОтделочноBрасточные и хонинговальные станки
Промышленная группа «АСВ Техника» успешно реализует на отечествен ном рынке станки, характеристики которых приведены в табл. 3.9.
Т а б л и ц а 3.9. Технические характеристики станков 2Е78П и МФ72
|
|
Размер |
Диаметр |
Мощность |
|
Габариты |
|
|
||
Модель |
Тип |
привода, |
|
|
Масса, кг |
|||||
стола, мм |
обработки, мм |
(Д |
Ш В), мм |
|||||||
|
|
кВт |
|
|||||||
|
|
|
|
|
|
|
|
|
||
2Е78П |
Отделочно расточ |
500 |
1000 |
28—200 |
3,7 |
1750 |
1560 |
2125 |
2680 |
|
|
ной |
|
|
|
|
|
|
|
|
|
МФ72 |
Хонинговальный |
500 |
1000 |
30—125 (145) |
8,0 |
1300 |
1100 |
2800 |
1600 |
|
ОАО «Стерлитамакский станкостроительный завод» изготовляет (табл. 3.10) универсальные сверлильно фрезерные станки моделей СФ32Б и СФ32Б с УЦИ, предназначенные для обработки деталей из различных конструкцион ных материалов в условиях единичного и мелкосерийного производства. На этих станках выполняют операции растачивания, сверления, зенкерования, зенкования, фрезерования, нарезания резьбы метчиками.
Т а б л и ц а 3.10. Технические характеристики сверлильноBфрезерных станков
Параметры |
Модели станков |
||
СФ32Б |
СФ32Б с УЦИ |
||
|
|||
Диапазон сверления в стали, мм |
3...31,75 |
3...31,75 |
|
Наибольший диаметр торцовой фрезы, мм |
100 |
100 |
|
Диапазон нарезаемой резьбы |
М5...М22 |
М5...М22 |
|
Размер рабочей поверхности стола, мм |
630 250 |
630 250 |
|
|
|
|
|
Количество Т образных пазов |
3 |
3 |
|
93
|
|
|
|
Окончание табл. 3.10 |
|
|
|
|
|
|
|
Параметры |
|
|
Модели станков |
|
|
|
|
|
|
|
|
|
СФ32Б |
|
СФ32Б с УЦИ |
||
|
|
|
|||
|
|
|
|
|
|
Ширина центрального паза |
|
14Н8 |
|
|
14Н8 |
Наибольшее расстояние от торца шпинделя до |
|
547 |
|
|
547 |
стола, мм |
|
|
|
|
|
|
|
|
|
|
|
Подъем стола, мм |
|
300 |
|
|
300 |
|
|
|
|
|
|
Перемещение стола (Х, Y), мм |
500 |
200 (190) |
500 |
200 (190) |
|
Расстояние от оси шпинделя до колонны, мм |
|
330 |
|
|
330 |
Конус шпинделя |
Морзе 3 (ISO40)*/Морзе 3 (ISO40)* |
||||
Диапазон механических подач шпинделя, мм/об. |
|
0,1; 0,2; |
|
|
0,1; 0,2; |
|
(0,28; 0,56)* |
(0,28; 0,56)* |
|||
Перемещение пиноли шпинделя, мм |
|
110 |
|
|
110 |
Количество частот вращения шпинделя |
|
9 |
|
|
9 |
Диапазон частот вращения шпинделя, мин–1 |
90...1400 (180...2800)* |
90...1400 (180...280)* |
|||
Мощность двигателя главного движения, кВт |
|
1,5 |
|
|
1,5 |
Поворот головки, град |
|
35 ( 45) |
|
35 ( 45) |
|
|
|
|
|
|
|
Наибольшая масса заготовки, кг |
|
100 |
|
|
100 |
|
|
|
|
|
|
Наибольшая высота заготовки, мм |
|
300 |
|
|
300 |
|
|
|
|
|
|
Масса станка, кг: |
|
|
|
|
|
с упаковкой |
|
1350 |
|
|
1450 |
без упаковки |
|
1100 |
|
|
1100 |
Размеры (Д Ш В), мм: |
|
|
|
|
|
с упаковкой |
1500 |
1142 |
2150 |
1500 |
2150 |
без упаковки |
1300 |
1060 |
1930 |
1300 |
1060 1930 |
|
|
|
|
|
|
94

Г Л А В А 4
СТАНКИ ШЛИФОВАЛЬНЫЕ И ДОВОДОЧНЫЕ
4.1.Назначение, классификация, режимы резания шлифовальных и доводочных станков
Станки шлифовальной группы современных моделей предназначены для изготовления деталей с малыми отклонениями формы, размеров, малым па раметром шероховатости поверхности и отличаются высокой производитель ностью.
Обработку резанием, выполняемую множеством абразивных зерен, назы вают абразивной.
Шлифованием называют резание металлов абразивными кругами. При шлифовании главным движением резания является вращение инструмента, а движение подачи S (она может быть продольной или врезной) сообщается за готовке или инструменту. Различают шлифование периферией круга и торцом круга. В первом случае режущей частью являются наружная поверхность кру га, образующая которой параллельна оси его вращения, а во втором — торец круга.
В зависимости от расположения и формы обрабатываемой поверхности заготовки шлифование подразделяют на следующие виды: наружное — обра батывается наружная поверхность заготовки; внутреннее — обрабатывается внутренняя поверхность заготовки; плоское — обрабатывается плоская по верхность; профильное — обрабатывается поверхность, образующая которой представляет собой кривую или ломаную линию.
Шлифование поверхности вращения называют круглым шлифованием, сферической поверхности — сферошлифованием, боковых поверхностей зубьев зубчатых колес — зубошлифованием, боковых сторон и впадин профиля резь бы — резьбошлифованием, шлицевых поверхностей — шлицешлифованием.
Различают также шлифование в центрах (если заготовку крепят в центрах) и в патроне (если заготовку крепят в патроне). В машиностроении наиболее часто применяют круглое (наружное и внутреннее) и плоское шлифование.
Основные параметры резания при шлифовании: скорость вращательного или поступательного движения заготовки vз, м/мин; глубина шлифования t, мм — слой металла, снимаемый периферией или торцом круга в результате поперечной подачи на каждый ход или двойной ход при круглом или плос ком шлифовании и радиальной подачи Sp при врезном шлифовании; про дольная подача S — перемещение шлифовального круга в направлении его
95

оси в миллиметрах на один оборот заготовки при круглом шлифовании или в миллиметрах на каждый ход стола при плоском шлифовании периферией круга (табл. 4.1).
Т а б л и ц а 4.1. Параметры резания при различных видах шлифования,
заточки и доводки
|
|
Скорость |
Глубина |
|
Обрабатываемый материал |
Характеристика процесса шлифования |
заготовки, |
||
шлифования, мм |
||||
|
|
м/мин |
||
|
|
|
||
|
|
|
|
|
|
Круглое наружное шлифование |
|
|
|
|
|
|
|
|
|
С продольной подачей на каждый ход: |
|
|
|
|
предварительное |
12...25 |
0,01...0,025 |
|
|
|
|
|
|
Конструкционные ме |
окончательное |
15...55 |
0,005...0,015 |
|
|
|
|
||
|
|
|
||
таллы и инструменталь |
С продольной подачей на двойной ход |
20...30 |
0,015...0,05 |
|
ные стали |
|
|
|
|
Врезное: |
|
|
||
|
|
|
||
|
предварительно |
30...50 |
— |
|
|
|
|
||
|
окончательное |
20...40 |
||
|
|
|||
|
|
|
|
|
|
С продольной подачей: |
|
|
|
Твердые сплавы |
предварительное |
10...20 |
0,0075...0,01 |
|
|
|
|
||
|
окончательное |
20...30 |
||
|
|
|||
|
|
|
|
|
|
Круглое внутреннее шлифование |
|
|
|
|
|
|
|
|
|
На станках общего назначения: |
|
|
|
|
предварительное |
20...40 |
0,005...0,02 |
|
Конструкционные ме |
|
|
||
окончательное |
0,0025...0,01 |
|||
|
||||
таллы и инструменталь |
|
|
|
|
На полуавтоматических станках: |
|
|
||
ные стали |
|
|
||
|
предварительное |
50...150 |
0,0025...0,005 |
|
|
|
|
||
|
окончательное |
0,0015...0,0025 |
||
|
|
|||
|
|
|
|
|
|
На полуавтоматических станках: |
|
|
|
Твердые сплавы |
предварительное |
20...30 |
0,005...0,01 |
|
|
|
|
|
|
|
окончательное |
25...50 |
0,005...0,0075 |
|
|
|
|
|
|
|
Круглое бесцентровое шлифование |
|
|
|
|
|
|
|
|
|
На проход предварительное: |
|
|
|
|
при d 20 мм |
20...120 |
0,02...0,05 |
|
|
|
|
|
|
Конструкционные ме |
при d > 20 мм |
|
0,05...0,2 |
|
|
|
|
||
|
|
|
||
таллы и инструменталь |
окончательное |
40...120 |
0,0025...0,01 |
|
ные стали |
|
|
|
|
Врезное: |
|
|
||
|
|
|
||
|
предварительное |
10...45 |
— |
|
|
|
|
||
|
окончательное |
10...30 |
||
|
|
|||
|
|
|
|
96
|
|
Окончание табл. 4.1 |
||
|
|
|
|
|
|
|
Скорость |
Глубина |
|
Обрабатываемый материал |
Характеристика процесса шлифования |
заготовки, |
||
шлифования, мм |
||||
|
|
м/мин |
||
|
|
|
||
|
|
|
|
|
|
Плоское шлифование периферией круга |
|
|
|
|
|
|
|
|
|
На станках с круглым столом: |
|
|
|
|
предварительное |
20...60 |
0,005...0,015 |
|
|
|
|
|
|
|
окончательное |
40...60 |
0,005...0,01 |
|
|
|
|
|
|
|
На станках с прямоугольным столом в |
|
|
|
Конструкционные ме |
серийном производстве: |
|
|
|
таллы и инструменталь |
предварительное |
8...30 |
0,015...0,04 |
|
ные стали |
|
|
|
|
окончательное |
15...20 |
0,005...0,015 |
||
|
||||
|
|
|
|
|
|
На станках с прямоугольным столом |
|
|
|
|
инструментального типа: |
|
|
|
|
предварительное |
3...8 |
0,05...0,15 |
|
|
|
|
||
|
окончательное |
0,01...0,015 |
||
|
|
|||
|
|
|
|
|
|
Те же станки: |
|
|
|
Твердые сплавы |
предварительное |
4...5 |
0,03...0,04 |
|
|
|
|
|
|
|
окончательное |
2...3 |
0,01...0,02 |
|
|
|
|
|
|
|
Плоское шлифование торцом круга |
|
|
|
|
|
|
|
|
|
На станках с прямоугольным столом: |
|
|
|
|
предварительное |
4...12 |
0,015...0,04 |
|
|
|
|
|
|
|
окончательное |
2...3 |
0,005...0,01 |
|
|
|
|
|
|
|
На станках с круглым столом с верти |
|
|
|
|
кальной подачей на каждый оборот стола: |
|
|
|
Конструкционные ме |
предварительное |
|
0,015...0,03 |
|
таллы и инструменталь |
10...40 |
|||
|
|
|||
|
|
|||
ные стали |
окончательное |
0,05 |
||
|
||||
|
|
|
|
|
|
На станках с круглым столом однопро |
|
|
|
|
ходного шлифования с автоматической |
|
|
|
|
подачей заготовок: |
|
|
|
|
предварительное |
2...3 |
0,1...0,15 |
|
|
|
|
|
|
|
окончательное |
|
0,005 |
|
|
|
|
|
|
Для расчета мощности при круглом шлифовании, если значение про дольной подачи приведено в м/мин, вычисляют радиальную подачу (мм/об) заготовки по формуле Sр = S d/(1000Vз), где d — диаметр заготовки.
d/(1000Vз), где d — диаметр заготовки.
Скорость круга vкр при наружном, внутреннем и плоском шлифовании деталей из конструкционных металлов и инструментальной стали — 30...35 м/с, из твердых сплавов — 20...30 м/с, а при заточке и доводке деталей из инструментальной стали — 15... 32 м/с.
Эффективная мощность, кВт, при шлифовании периферией круга с про дольной подачей
N = C |
v rt xS yd q, |
(4.1) |
N |
з |
|
97
при врезном шлифовании периферией круга
N = C |
N |
v rS yd qbz, |
(4.2) |
||
|
|
з p |
|
||
при шлифовании торцом круга |
|
|
|
|
|
N = C |
N |
v rt xbz, |
(4.3) |
||
|
|
|
з |
|
|
где d — диаметр шлифования, мм; b — ширина шлифования, мм, равная дли не шлифуемого участка заготовки при круглом врезном шлифовании и попе речному размеру поверхности заготовки при шлифовании торцом круга.
Значения коэффициента CN и показателей степени в формулах приведены
в[7].
4.2.Круглошлифовальные станки
Для продольного и врезного шлифования наружных цилиндрических, по логих конических и торцовых поверхностей с установкой заготовок в центрах или патроне применяют круглошлифовальные центровые станки (рис. 4.1).
Технические характеристики станка мод. 3М151Ф2 |
|
|
Максимальный размер устанавливаемой заготовки, мм: |
|
|
диаметр . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
200 |
|
длина . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
700 |
|
Частоты вращения заготовок, с–1 . . . . . . . . . . . . . . . . . . . . . |
0,83... |
8,33 |
Скорость шлифовального круга, м/с, не более. . . . . . . . . . . . . . |
50 |
|
Рабочие подачи шлифовальной бабки, мм/мин: |
|
|
для предварительной обработки . . . . . . . . . . . . . . . . . . . . . |
0,2... |
0,12 |
окончательной . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
0,1... |
0,6 |
доводочные . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
0,02... |
0,12 |
Скорость, м/мин: |
|
|
быстрого подвода шлифовальной бабки . . . . . . . . . . . . . . . . |
1,7... |
0,93 |
перемещения стола, м/мин (число ступеней 10) . . . . . . . . . . . |
0,05... |
5 |
Габаритные размеры, мм . . . . . . . . . . . . . . . . . . . . . . . . . . |
4950 |
2400 2170 |
Рис. 4.1. Круглошлифовальный центровой станок модели 3М151Ф2:
1 — электрошкаф; 2 — передняя бабка; 3, 11, 13 — рукоятки; 4 — люнет; 5 — механизм автоматической правки круга; 6, 17 — маховик; 7 — шлифовальная бабка; 8 — механизм поперечных подач; 9 — пульт управления; 10 — гидростанция; 12 — задняя бабка; 14 — панель гидроуправления; 15 — педаль; 16 — ось; 18, 19 — верхний и нижний столы соответственно; 20 — станина
98

Станок комплектуют специализированным устройством ЧПУ. Ввод УП выполняют посредством декадных переключателей. В управляющей про грамме размеры задают в абсолютных значениях. Число программируемых координат — 2. Работа выполняется последовательно по каждой координате. Станок оснащен двумя измерительными устройствами и соответствующими им корректирующими системами: для определения отклонения размеров за готовки и круга. Контроль диаметрального износа круга (координата Х) вы полняют и корректируют при измерении заготовки в процессе обработки прибором активного контроля. Контроль базового торца заготовки (коорди ната Z) осуществляют прибором осевой ориентации.
Пользующийся повышенным спросом универсальный круглошлифо вальный полуавтомат особо высокой точности мод. 3У12АФ11 предназначен для шлифования наружных и внутренних цилиндрических, конических и торцовых поверхностей при установке деталей в центрах, кулачковом патро не, на планшайбе или цангах в условиях мелкосерийного и серийного про изводства.
Технические характеристики универсального круглошлифовального полуавтомата, особо высокой точности мод. 3У12АФ11
Наибольший диаметр устанавливаемого изделия, мм . . . . . . . . |
200 |
|
|
Наибольшая масса устанавливаемого изделия, кг . . . . . . . . . . . |
20 |
|
|
Наибольшая длина устанавливаемого изделия, мм: |
|
|
|
наружного шлифования. . . . . . . . . . . . . . . . . . . . . . . . . |
450 |
|
|
внутреннего шлифования. . . . . . . . . . . . . . . . . . . . . . . . |
75 при dотв = 50 мм |
||
Суммарная мощность установленных электродвигателей, кВт . . . |
10,29 |
|
|
Габаритные размеры, мм, не более: |
|
|
|
без выносного оборудования . . . . . . . . . . . . . . . . . . . . . . |
2260 |
780 |
1680 |
с выносным оборудованием . . . . . . . . . . . . . . . . . . . . . . |
3600 |
2260 |
2040 |
Масса, кг: |
|
|
|
без выносного оборудования . . . . . . . . . . . . . . . . . . . . . . |
3500 |
|
|
с выносным оборудованием . . . . . . . . . . . . . . . . . . . . . . |
4400 |
|
|
Значительным спросом пользуются круглошлифовальные станки, техни ческие характеристики которых приведены в табл. 4.2.
Т а б л и ц а 4.2. Технические характеристики
круглошлифовальных станков
Модель |
Диаметр |
Длина |
Мощность |
|
Габариты |
|
Масса, кг |
|
обработки, мм |
заготовки, мм |
привода, кВт |
(Д |
Ш В), мм |
||||
|
|
|||||||
|
|
|
|
|
|
|
|
|
КШ 3 СNC с ЧПУ |
200 |
400 |
10,0 |
2300 |
1760 |
1603 |
1850 |
|
|
|
|
|
|
|
|
|
|
ВШ 152ВИ |
200 |
1000 |
9,0/11,0 |
2950 |
2295 |
2150 |
6000 |
|
|
|
|
|
|
|
|
|
|
Станок для наружного шлифования с ЧПУ типа CNC модели EJ 30 был разработан с учетом современного уровня технологии шлифования. Практи ческий опыт в круглом шлифовании, новейшие принципы конструирования и современные технологии с использованием ЧПУ типа CNC были предель но точно применены к конкретным требованиям, предъявляемым специали стами к шлифовальным станкам.
99