

4.2. Размещение пто на направлениях железных дорог и участки обслуживания
Вся сеть железных дорог разбита на участки, в пределах которых осуществляется силами вагонных депо (ВЧД) техническое обслуживание проходящих и формируемых поездов. Такие участки, примыкающие к вагонному депо, называются участками обслуживания. Все устройства вагонного хозяйства, расположенные на этих участках, находятся в ведении вагонных депо сортировочных и участковых станций. Они обеспечивают снабжение всех подразделений по текущему содержанию вагонов на этих участках. Эти подразделения, а именно ПТО сортировочных станций (ПТО-С) и участковых станций (ПТО-У) имеют гарантийные участки. Это участки пути, на протяжении которых ПТО должен обеспечить безотказное следование вагонов в обслуживаемых поездах.
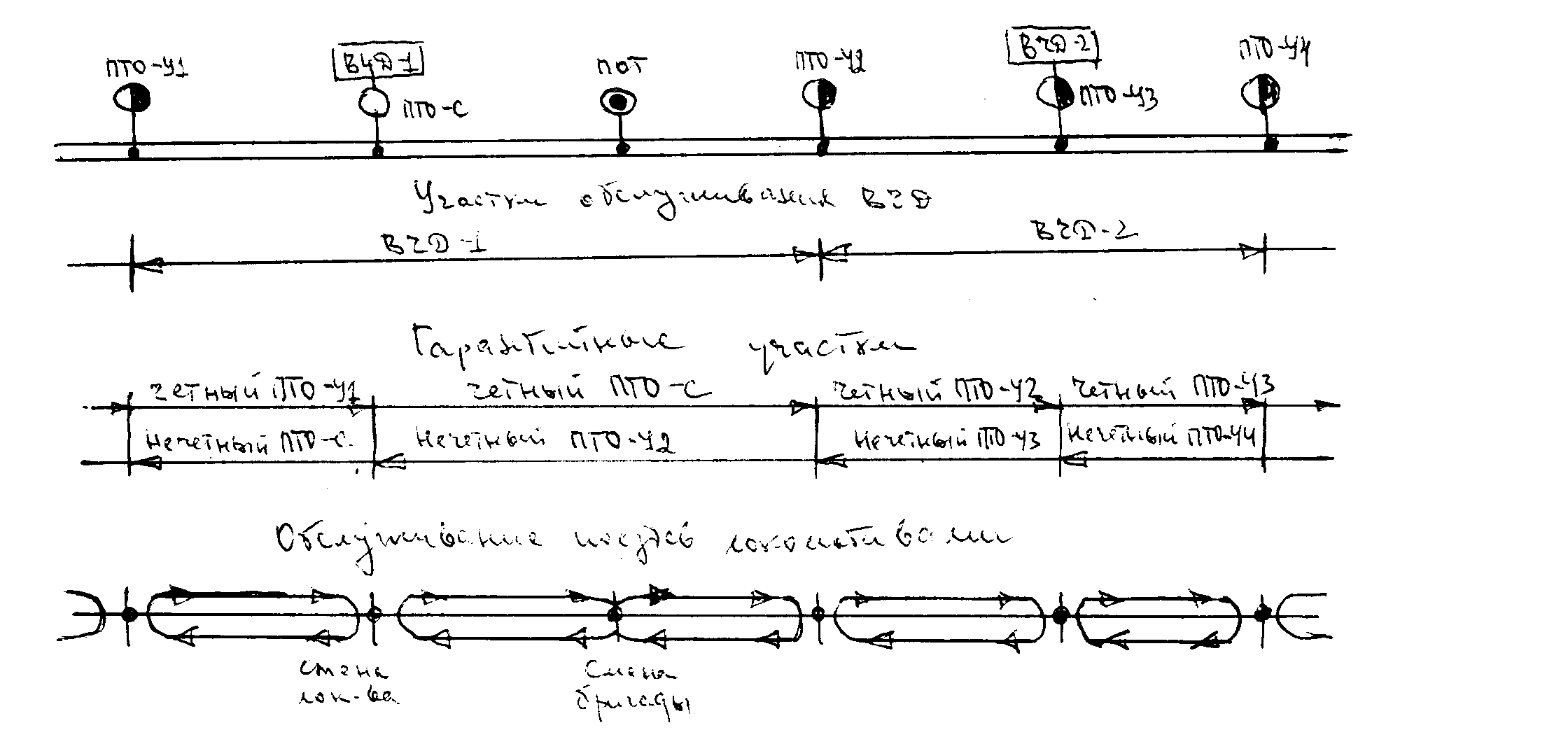
В настоящее время длина гарантийных участков предусматривается для груженых поездов до 500-600 км, а для порожних - 1 000 км и более.
Пункты опробования тормозов (ПОТ) не являются границами гарантийных участков.
Основными параметрами технологического процесса изготовления и ремонта вагонов, его узлов и деталей являются: точность, надежность, экономичность и производительность. Точность в вагоностроительном и вагоноремонтном производстве характеризуется степенью соответствия изготавливаемых деталей, сборочных единиц и выпускаемой продукции заранее установленным параметрам, задаваемым чертежам, техническим условиям, стандартам. На всех этапах технологического процесса изготовления деталей и сборки узлов и вагона в целом неизбежны погрешности. Поэтому для достижения необходимой точности пользуются классами точности, которые устанавливаются на отдельные параметры деталей и на изделие в целом. При этом различают: точность формы, степень соответствия поверхности детали определенным геометрическим телам; точность размеров детали; точность взаимного расположения поверхностей детали. Точность детали определяется отклонениями от заданных форм и размеров. Погрешности формы детали, например, обработанной в виде тел вращения, выражаются в овальности, огранке, бочкообразности и седлообразности, конусности, изогнутости. Для деталей, имеющих плоские поверхности, отклонениями формы являются непрямолинейность и неплоскость, о которых можно судить по выпуклости или вогнутости поверхностей. Погрешности размеров деталей регламентируются предельными отклонениями в соответствии с системой допусков. Отклонения взаимного расположения поверхностей характеризуются непараллельностью и неперпендикулярностью осей и плоскостей, несимметричностью поверхностей и т.п. Точность деталей, сборочных единиц и вагонов определяет технологию их изготовления, сборки, а также влияет на выбор измерительных средств. Надежность технологического процесса представляет собой способность обеспечивать выпуск изготовляемых изделий вагоностроительными и вагоноремонтными предприятиями в полном соответствии с нормативно-технической документацией. Показатели надежности выпускаемых изделий определяют их свойства сохранять значения установленных параметров функционирования в определенных пределах, соответствующих заданным режимам и условиям эксплуатации, технического обслуживания, хранения и транспортирования. Надежность является комплексным свойством, которое в зависимости от назначения изделия и условий его эксплуатации может включать безотказность, долговечность, ремонтопригодность и сохраняемость в отдельности или определенное сочетание этих свойств как вагона в целом, так и его частей. Основное понятие, используемое в теории надежности, — это понятие отказа, то есть утраты работоспособности, наступающей либо внезапно, либо постепенно. Причем работоспособность соответствует такому состоянию изделия, при котором оно отвечает всем требованиям, предъявляемым к его основным параметрам. К числу основных параметров изделия относятся: скорость, грузоподъемность, устойчивость, возможность механизации и автоматизации погрузочно-разгрузочных работ и др. Вместе с другими такими показателями, как масса, габарит, удобство в ремонте и техническом обслуживании они составляют комплекс показателей качества изделия. Изменение их, превышающее допустимые значения, приводит к возникновению отказового состояния — частичного или полного отказа. Показатели надежности нельзя противопоставлять другим показателям качества: без учета надежности все другие показатели качества изделия теряют свой смысл, точно так же и показатели надежности становятся полноценными показателями качества лишь в сочетании с другими характеристиками изделия. Экономичность технологического процесса является важнейшим показателем, характеризующим народнохозяйственные результаты и экономическую целесообразность введения в производство новой технологии. При выборе технологического процесса нет необходимости расчета полной себестоимости изделия, а можно определить лишь ту ее часть, величина которой зависит от варианта технологии. Причем себестоимость изделия включает стоимость основных материалов, заработной платы производственных рабочих и сумму косвенных затрат, начисляемых в процентах к заработной плате. Для вагона следует учитывать дополнительные капитальные вложения народного хозяйства, если новая технология приводит к изменению объектов его эксплуатации. В этом случае определяется срок окупаемости дополнительных капитальных затрат, который должен быть не выше нормативного при решении вопроса о введении нового технологического процесса. Производительность технологического процесса определяется количеством деталей, узлов и вагонов, изготавливаемых в единицу времени (час, смену, месяц, год). Рациональная последовательность операций технологического процесса, наиболее выгодные режимы обработки детали и сборки изделия, применение эффективных приспособлений и инструмента, механизация и автоматизация выполняемых работ, внедрение передового опыта и т.д. обеспечивают повышение производительности процесса.