

Шаршунов_Кирик_Техоборудование мясокомбинатов
.pdf511
управления «Август-Р». Она позволяет вести технологический процесс не менее чем по 24 программам, различающимся как режимами стерилизации, так и технологическими допусками при выполнении операций.
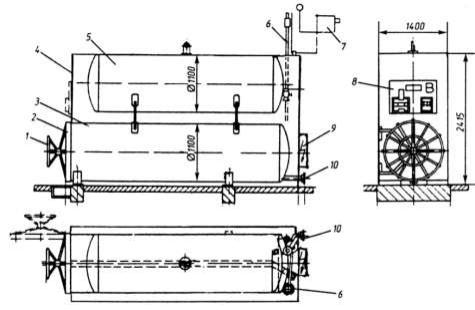
На предприятиях малой мощности используют установки для стерилизации консервов УСК-1. Основное их достоинство — отсутствие системы горячего водоснабжения и пара.
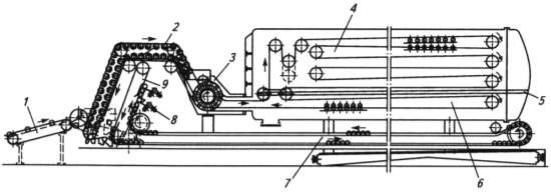
Установка (рис. 17.27) состоит из рамы, однокорзиночного автоклава, теплообменного аппарата, ресивера, электрокомпрессора, бака для воды, циркуляционного электронасоса, электронасоса подачи холодной воды, трубопроводов, приборов контроля и системы управления.
Рис. 17.27. Установка для стерилизации консервов УСК-1:
1— электронасос подачи холодной воды; 2—ресивер; 3— рама; 4 — компрессор; 5 — теплообменный аппарат; 6 — циркуляционный электронасос; 7 — арматура; 8 — бак для воды; 9— система управления; 10 — приборы теплоконтроля;
11 — однокорзиночный горизонтальный автоклав
Рама представляет собой сварную конструкцию из швеллеров и уголков из углеродистой стали.
Автоклав выполнен в виде сварного цилиндрического корпуса с внутренним диаметром 800 мм, закрывающегося крышкой с затвором байонетного типа.
Тегагообменный аппарат состоит из цилиндрического корпуса, к обечайке которого приварены два патрубка с фланцами для подвода и отвода воды. К корпусу с одной стороны крепится охладитель с трубами из латуни, с другой — крышка с тремя электронагревателями. Наружные поверхности теплообменного аппарата имеют теплоизоляцию.
Ресивер выполнен в виде цилиндрической емкости с внутренним диаметром 600 мм, состоящей из обечайки и эллиптических днищ из нержавеющей стали. Вместимость бака для воды прямоугольной формы из нержавеющей стали 1,5 м3.
При стерилизации в автоклаве консервы орошают струями горячей воды, подаваемыми через душирующее устройство. Это обеспечивает равномерное прогревание продукта при стерилизации. В основе получаемого эффекта лежит перемещение по замкнутому контуру (автоклав — теплообменник — циркуляционный насос) минимально необходимого объема воды с большой кратностью циркуляции. Вода в теплообменнике нагревается электронагревателями. Для исключения парообразования горячей воды в автоклаве создается избыточное давление воздуха, подаваемого из ресивера. Под
512
давлением 0,3 МПа воздух закачивается в ресивер компрессором. После нагрева и стерилизации консервы охлаждаются холодной водой, распрыскиваемой душирующим устройством. Автоклав рассчитан на 120 банок вместимостью 1 л (1-82-1000 ГОСТ 5717).
По сравнению с автоклавами периодического действия аппараты непрерывного действия имеют законченный цикл стерилизации, при котором консервы после нагревания охлаждаются. Производительность их значительно увеличивается, так как в одном аппарате совмещены четыре операции — предварительный подогрев, стерилизация, предварительное и окончательное охлаждение.
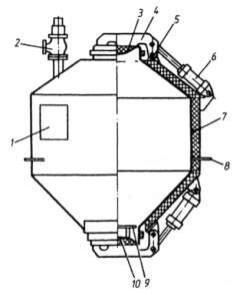
Вертикальный бескорзиночный автоклав Н10-ИАВ (рис. 17.28) имеет цилиндрический корпус 7 и днища в виде усеченных конусов. Сверху корпус и днища покрыты теплоизоляцией. Днища заканчиваются цилиндрическими горловинами, закрываемыми откидными крышками 3 и 10. Крышки прикреплены к рычагам 4, которые закреплены на корпусе осями 5. Открываются и закрываются крышки пневмоцилиндрами 6. Герметизация соединения крышки с горловиной производится резиновой прокладкой и байонетным зажимом, управляемым своим пневмоцилиндром.
Рис. 17.28. Вертикальный бескорзиночный автоклав Н10-ИАВ:
1 — карман-камера; 2 — предохранительный клапан; 3,10 — верхняя и нижняя крышки; 4 — рычаг; 5 — ось; 6 — пневмоцилиндр; 7 — корпус; 8 — лапы
К корпусу приварена карман-камера 1, в которой размещают датчики измерительных и регистрирующих приборов. На верхнем днище имеется предохранительный клапан 2. Автоклав снабжен подводами для воды, пара, сжатого воздуха, оснащенными вентилями с дистанционным управлением. Управление режимом стерилизации производится системой автоматического регулирования.
Диаметр корпуса автоклава 1250 мм. Он вмещает до 2200 банок №3, 2300 банок №6 или 1560 банок №8. При закрытой нижней крышке автоклав заполняют горячей водой и через верхнюю горловину загружают навалом банки. На нижней крышке установлена отбойная пластина 9, которая препятствует ее заклиниванию. После загрузки закрывается верхняя крышка и включается регулятор. Температура в автоклаве регулируется изменением подачи пара и холодной воды, давление — подачей сжатого воздуха. После окончания собственно стерилизации и охлаждения открывается нижняя крышка, и банки выгружаются в резервуар с водой.
Бескорзиночные автоклавы эксплуатируются в составе установок, оснащенных несколькими автоклавами, подающими транспортерами, коммуникациями для подачи пара, воды, воздуха, системой автоматического регулирования.
513
Стерилизация консервов в ротационных автоклавах периодического действия.
Использование стационарной стерилизации, т. е. нагрева банок, находящихся в неподвижном состоянии, обусловливает необходимость применять более низкие температуры греющей среды, одновременно увеличивая продолжительность теплового воздействия во избежание чрезмерного перегрева поверхностных слоев продукта.
Этих недостатков лишена ротационная стерилизация, под которой понимают тепловую обработку (включая высокотемпературную кратковременную) и охлаждение консервов в автоклавах периодического действия, в которых консервные банки в процессе стерилизации движутся в одну сторону или попеременно в разные стороны, либо осуществляют осевое вращение или вращение с донышка на крышку. При ротационном способе стерилизации консервов отмечают два вида движения: внешнее обогревающей или охлаждающей жидкости по отношению к консервной банке и внутреннее, осуществляемое в содержимом банки.
Движение консервной банки во вращающемся барабане ускоряет теплообмен, так как вместе с барабаном приводится в движение вода. Вращение банки позволяет повысить температуру и, следовательно, сократить продолжительность процесса, уменьшить разность между температурой слоев продукта (прогрев становится более равномерным), интенсифицировать теплообмен.
Воснове метода интенсификации нагрева консервов в ротационных аппаратах лежит перемешивающее действие воздушного пузыря при незаполненном пространстве банки. При вращении банки он перемещается и перемешивает ее содержимое, создавая искусственную конвекцию и тем самым интенсифицируя процесс.
Использование ротационных автоклавов для стерилизации консервов позволяет повысить температуру обработки, следовательно, сократить продолжительность нагрева, а также охлаждения (на 50...53%) продукта, избавиться от сульфидных пятен на внутренней поверхности банок, лучше сохранить пищевые достоинства продукта и избежать образования специфического запаха стерилизованного продукта, особенно при использовании в рецептуре консервов соевых белковых препаратов.
Для сокращения продолжительности стерилизации и улучшения качества консервов можно использовать ступенчатый режим стерилизации: первая ступень —при достаточно высокой температуре (около 130°С) с целью прогреть продукт, вторая —при относительно мягких условиях (115...120°С).
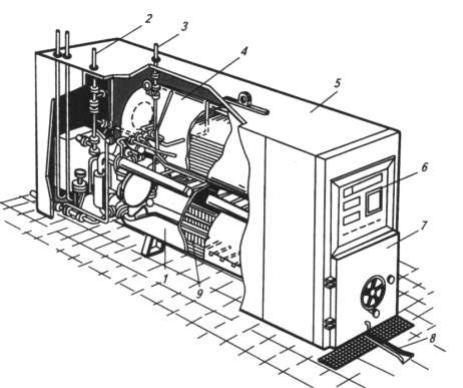
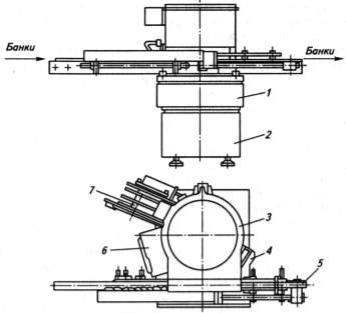
Встерилизаторах-полуавтоматах производства Германии «Ротомат» и «Атмос» консервы стерилизуют в специальных корзинах, вращающихся или качающихся вокруг горизонтальной оси. В полуавтомате-стерилизаторе «Атмос» ротационного типа (рис. 17.29) над стерилизационной камерой 1 размещается теплоизолированный бойлер 4 для предварительного нагрева воды перед стерилизацией. В стерилизационной камере находится перфорированный цилиндр с рельсами для перемещения корзин с консервами 9
иприжимной плитой для удерживания консервов в корзинах. При стерилизации подают пар и воду в бойлер 4, устанавливают необходимые значения температуры и давления и
одновременно задают на пульте управления б длительность этапов стерилизации и охлаждения, а также частоту вращения перфорированного барабана (45...50 мин-1). Корзины с консервами загружают в стерилизатор, фиксируют банки прижимной плитой и герметизируют камеру. Для начала стерилизации открывают клапан, соединяющий бойлер со стерилизационной камерой, и в нее поступает горячая вода. По окончании собственно стерилизации клапан, соединяющий бойлер с камерой стерилизации, открывается и горячая вода протекает в бойлер под давлением холодной воды, подаваемой в камеру для охлаждения банок. Консервы охлаждаются также при вращении банок по заданному режиму. Одновременно с охлаждением консервов в бойлере нагревают воду для стерилизации следующей партии банок.
514
Стерилизатор «Атмос-Консервомат» предназначен для стерилизации консервов как в металлической таре, так и ламистере в температурном диапазоне 90...140°С и при частоте вращения ротора 3...35 мин-1.
Рис. 17.29. Стерилизатор-полуавтомат «Атмос:
1 — стерилизационная камера; 2 —линия подачи воды; 3 — линия подачи пара; 4—бойлер; 5—корпус стерилизатора; 6— пульт управления; 7—дверь для загрузки
корзин; 8 — рельсовый путь; 9 — корзины с консервами
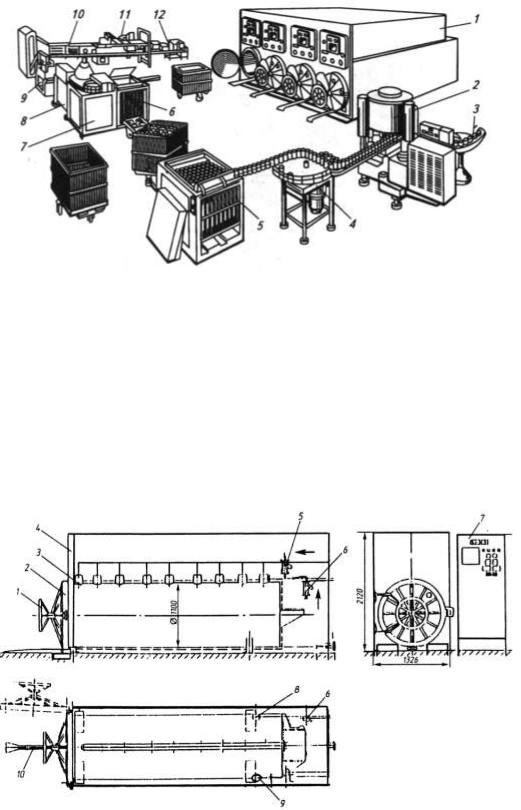
Схема организации технологического процесса производства консервов с применением стерилизаторов «Ротомат» представлена на рисунке 17.30.
Банки с продуктом по течке 3 направляются в вакуум-закаточную машину 2, после чего их передают на поворотный стол-накопитель 4. Со стола банки поступают в загрузочное устройство 5. Наполненные банками сетки, снабженные колесиками, транспортируют к стерилизаторам «Ротомат» 1 и после стерилизации и охлаждения сетки с банками выгружают из него.
После разгрузочного устройства банки поступают в установку для мойк и 7 и подсушки 8. Затем банки этикетируют, укладывают в короба из гофрированного картона, которые обклеивают гуммированной лентой, и по ленточному транспортеру передают в экспедицию и на отгрузку.
517
17.10. Стерилизаторы непрерывного действия
Основной принцип классификации стерилизаторов непрерывного действия, работающих под давлением, — это способ создания и поддержания в аппарате давления, в зависимости от которого стерилизаторы непрерывного действия подразделяют на три типа: пневматические, гидростатические и пневмогидростатические.
Отличительная особенность пневматических стерилизаторов — наличие механических шлюзов на входе и выходе из аппарата, а также между отдельными камерами. Пневматические стерилизаторы выпускают с роторными конвейерами. Характерными представителями такого рода аппаратов являются французские однокамерные стерилизаторы «Гидролок» и многокамерные и многошлюзовые стерилизаторы американской фирмы FMC.
Схема стерилизатора «Гидролок» приведена на рисунке 17.33. По конвейеру 1 консервы подают на конвейер 2 стерилизатора. Проходя через ротор с лопастями гидравлического затвора 3, консервы попадают в верхнюю часть корпуса стерилизатора 4, заполненную паровоздушной смесью. При непрерывной ротации консервы проходят сначала через верхнюю секцию, где стерилизуются, и далее через заполненную водой нижнюю секцию 6 аппарата, служащую для предварительного охлаждения консервов. Верхняя и нижняя секции стерилизатора разделены теплоизолирующей пластиной 5. По выходе из секции предварительного охлаждения консервы вновь проходят через гидравлический затвор 3, передаются на конвейер 9, несущий их через бассейн окончательного охлаждения 7, и по отводящим конвейерам 8 направляются на дальнейшую обработку. В стерилизаторе такого рода можно проводить стерилизацию консервов при температуре до 140 °С и давлении до 300 кПа.
Рис. 17.33. Схема стерилизатора «Гидролок»:
1 — конвейер подачи банок с консервами в стерилизатор; 2 — конвейер стерилизатора; 3 — гидравлический затвор; 4—верхняя часть корпуса стерилизатора; 5— пластина теплоизолирующая, разделяющая верхнюю и нижнюю секции стерилизатора; 6 — нижняя секция аппарата; 7— бассейн для окончательного охлаждения консервов; 8— отводящий конвейер; 9— конвейер бассейна окончательного охлаждения консервов
В стерилизаторах американской фирмы FMC внутри каждой секции установлены роторы, боковые поверхности которых собраны из полос уголковой стали, где размещаются банки с консервами. На внутренней поверхности каждой секции имеется спиральная направляющая из полосовой стали, шаг которой несколько больше высоты банки. Банки входят в секцию через роторный шлюз с гнездами по окружности. При прохождении по верхней части роторного конвейера банки совершают одновременно вращение вокруг оси ротора и поступательное движение вдоль его оси. Кроме того, в

518
нижней части стерилизатора банки совершают вращательное движение вокруг оси за счет качения их по днищу корпуса секции.
Максимальная температура стерилизации в этих аппаратах 136°С, давление до 230
кПа.
Стерилизаторы пневматического типа могут обрабатывать консервы только в металлических банках одного размера.
Гидростатический стерилизатор непрерывного действия А9-ФСА (рис. 17.34)
состоит из водяной камеры подогрева, паровой камеры стерилизации, водяной камеры предварительного охлаждения, камеры дополнительного охлаждения, линии слива воды в канализацию, механизма загрузки и выгрузки, бассейна с водой для дополнительного охлаждения и цепного конвейера.
Рис. 17.34. Гидростатический стерилизатор А9-ФСА:
1 — камера подогрева; 2 —камера стерилизации; 3 — камера предварительного охлаждения; 4 — камера дополнительного охлаждения; 5 — бассейн охлаждения; 6—механизм загрузки и выгрузки; 7 —линия слива воды в канализацию;
8 — цепной конвейер
Корпус установки секционный. Каждая секция разделена перегородками на три вертикальных канала. Для тепловой изоляции перегородки выполнены двойными. Температура стерилизации регулируется уровнем воды в камере стерилизации. Продолжительность дополнительного охлаждения банок, производимого вне корпуса стерилизатора, зависит от скорости конвейера и объема охлаждающей воды.
Стерилизатор работает следующим образом. Банки загружают в банконосители бесконечного непрерывного цепного конвейера, который подает их в зону гидростатического (водяного) затвора-шлюза. Здесь банки прогреваются и поступают в камеру собственно парового стерилизатора, где нагреваются до 120оС. Затем консервы попадают в зону водяного охлаждения, и температура их снижается до 75...80оС. Из гидростатического затвора банки поступают в камеру дополнительного водяного охлаждения и, охладившись до 40...50°С, выгружаются из стерилизатора.
Стерилизаторы А9-ФСА оснащены автоматикой, в них предусмотрены очистка и охлаждение рециркуляционной воды.
Контроль процесса стерилизации консервов. При стерилизации необходимо строго соблюдать установленные технологической инструкцией регламенты (температуру, продолжительность и давление при стерилизации) с обязательной регистрацией в журнал строгой отчетности. Кроме того, обязательно регистрировать фактические данные о времени подъема температуры, продолжительности реализации и охлаждения консервов, а также минимальной температуре и давлении во время
519
стерилизации, отклонениях в продолжительности, температуре и давлении, имеющих место в процессе стерилизации.
Если стерилизация консервов проведена по режимам, отличающимся по температуре и продолжительности в меньшую сторону от утвержденных, то продукция не пригодна для стерилизации и подлежит переработке или перестерилизации. Допускается увеличивать продолжительность стерилизации при условии соответствия готовой продукции требованиям нормативной документации по органолептическим показателям.
Термограммы процесса стерилизации (диаграммные бланки) хранят в течение фактических сроков хранения конкретных видов консервов.
17.10. Автоматы для наклеивания этикеток на стеклянные банки и их укладки в ящики
После стерилизации и сортировки готовую продукцию оформляют. Банки с консервами моют в моечных машинах и сушат в специальных аппаратах. Отсортированные банки обрабатывают в моечных машинах струями горячей воды с добавлением моющих веществ, затем банки ополаскивают струями воды и направляют в сушильную камеру. Процесс сушки осуществляется за счет сбивания капельной влаги с поверхности банок и досушки пленочной влаги струями горячего воздуха.
На нелитографированные банки с консервами, не предназначенными для длительного хранения, наклеивают этикетки на специальных машинах. Для наклеивания бумажных этикеток на цилиндрическую часть металлических банок применяется автомат КЭ-4. Автомат состоит из станины, загрузочного лотка, отсекающего ролика, клеевой станции, магазина этикеток, транспортного ремня, механизма перемещения банок, выходного разгрузочного лотка и привода.
Банки скатываются по наклонному загрузочному лотку к резиновому ролику, пропускающему их через равные интервалы времени к механизму перемещения, который представляет собой два бесконечных клиновидных ремня, огибающих ведущие и ведомые шкивы.
Банки транспортируются ремнями над клеевой ванной, заполненной декстриновым клеем. В это время на банку наносится полоска клея. Затем банка захватывает смазанными клеем местами этикетку из магазина и наматывает ее на себя. Свободный конец этикетки, предварительно смазанный клеем при помощи капельницы, расположенной поперек магазина, попадает на уже приклеенный конец этикетки. После этого банка прокатывается между ремнем и прокладкой из губчатой резины, этикетка при этом разглаживается и плотно прижимается к корпусу банки. На отводящем лотке корпус одной банки прижимается к корпусу другой, банка нажимает на педаль, связанную с шестеренчатым насосом, и насос подает порцию клея в капельницу. Подъем магазина по мере расходования этикеток происходит автоматически при прокатывании банок. Производительность автомата 120...150 банок в 1 мин.
Для наклеивания этикеток на цилиндрическую часть стеклянных банок предназначен автомат Б4-КЭМ-2. Автомат может входить в состав автоматизированных и автоматических линий по оформлению готовой продукции в стеклянной таре.
Автомат Б4-КЭМ-2 (рис. 17.35) состоит из верхней 1 и нижней 2 станин, конвейера 5, приемной и выбросной звездочек, клеевого механизма 6, магазина этикеток 7, ротора, маркиратора 4, плиты 3 и привода.
Банки поступают на конвейер автомата, который подает их к шнеку. Шнек расставляет банки по шагу, после чего они поступают в приемную звездочку, которая устанавливает их на столики вращающегося ротора. Патроны, опускаясь под действием кулачкового устройства, зажимают и центрируют банки. Вращение банки осуществляется от нижних столиков. Движущимися ремнями клеевого механизма на банку наносят полоски клея.
520
Рис. 17.35. Автомат Б4-КЭМ-2 для наклеивания этикеток на цилиндрическую часть стеклянных банок:
1 — верхняя станина; 2 — нижняя станина; 3 — плита; 4 — маркиратор; 5— конвейер; 6 — клеевой механизм; 7— магазин этикеток
При дальнейшем движении ротора банка, прокатываясь без скольжения по передней этикетке, наворачивает ее на себя. При этом клей наносится на задний конец этикетки. Затем банка без скольжения прокатывается по резиновой подушке обкатного устройства, благодаря чему этикетка на банке разглаживается и фиксируется. Далее банка подходит к маркиратору, и на свободное белое поле этикетки наносят маркировочные знаки. После этого банка освобождается от зажима и выбросной звездочкой передается на конвейер автомата. С конвейера банка поступает на транспортные устройства линии.
Банки с консервами, предназначенными для длительного хранения в нелитографированной и нелакированной таре, покрывают антикоррозийной смазкой. В качестве антикоррозийного покрытия применяют нейтральный или медицинский вазелин. Смазку выполняют на машинах различной конструкции методом распыления или окуная банку в вазелин.
Готовые консервы перед хранением или отгрузкой упаковывают в транспортную тару (дощатые неразборные ящики, коробки из гофрированного картона). Каждый ряд банок перекладывают картонными или плотными бумажными прокладками, между рядами консервов, сверху и на дно тары помещают антикоррозийную бумагу, обработанную нитритом натрия и уротропином. В транспортную тару банки укладывают бан-коукладочные автоматы и полуавтоматы.
Машина А9-КУК предназначена для укладки стеклянных банок вместимостью 0,5...1 дм3 в ящики из гофрированного картона. Банкоукладочная машина (рис. 17.36) состоит из станины 5, поворотного стола 7, четырех подъемных столов 6, транспортера 8, привода, направляющих рамок 4 для банок разных размеров, пневмоагрегата 3, электрооборудования и компрессора.
Машина А9-КУК представляет собой полуавтомат карусельного типа с прерывистым движением поворотного стола. Банки подаются пластинчатым транспортером. Картонные ящики, картонные перегородки и прокладки между слоями банок устанавливают на стол машины вручную.