

Шаршунов_Кирик_Техоборудование мясокомбинатов
.pdf501
Подаваемый транспортером поток банок шнеком распределяется по шагу и приемной звездочкой направляется в карусель. Банка, перемещаясь по приемному механизму, воздействует на щуп и подает команду на включение однооборотной муфты привода магазина крышек. Специальным механизмом крышка ориентируется над горловиной банки. При дальнейшем перемещении банки с крышкой в подкрышечное пространство в банку из коллектора подается вначале насыщенный, а затем перегретый пар. При переходе банки на поджимной стол карусели последний поднимается, перемещая банку вверх к крышке. В это время толкатель укупорочного патрона опускается и в месте передачи банки со звездочки на карусель прижимает крышку к банке — происходит надевание крышки на банку.
При дальнейшем подъеме поджимного стола банка с крышкой подводится к укупорочному патрону и вводится в его заходную часть. Тем же перемещением стол последовательно вводит банку с крышкой в укупорочную часть патрона — происходит укупоривание банки обжимом. После этого поджимной стол с укупоренной банкой, сопровождаемый толкателем, опускается. Банка снимается со стола выбросной звездочкой и по выбросному столику выводится из автомата.
Рис. 17.22. Автомат Б4-КУТ-1 для укупоривания стеклянных банок с венчиком типа II: 1 —станина; 2 — механизм укупоривания; 3 — пульт управления; 4 — коробка скоростей; 5— привод; 6 — магазин крышек; 7 — механизм подачи;
8 — пароперегреватель; 9 — транспортер
Полуавтоматические одношпиндельные машины используют для герметизации стеклянных и металлических банок. В этих машинах банки устанавливают и снимают вручную, а закатывание производится автоматически. В процессе закатывания банки неподвижны, а закаточная головка вращается.
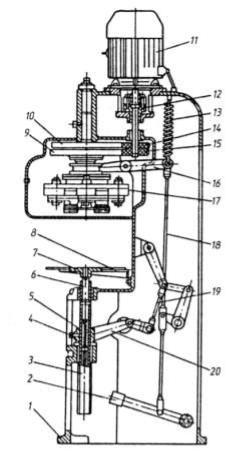
Устройство полуавтоматической машины для закатывания металлических банок показано на рис. 17.23. Все узлы машины собраны на станине 1. В нижней части уста-
502
новлен нижний патрон 7 со столом 8. Нижний патрон установлен на шпинделе б, имеет механизм регулирования по высоте, состоящий из штока 3, регулировочного болта 5 и контрящего винта 4. В верхней части станины установлен закаточный механизм 17, который приводится в движение от электродвигателя 11 через муфту 12 и зубчатые передачи 14-10 и 15-9. Включение механизма закатки производят нажатием на педаль 2. При этом рычаги 19,20 поднимают нижний патрон и прижимают банку к верхнему патрону, а рычаги 18 и 16 включают муфту.
Рис. 17.23. Полуавтоматическая закаточная машина:
1 — станина; 2 — педаль; 3 — шток; 4 — винт; 5 — регулировочный болт; 6 — шпиндель нижнего патрона; 7 — нижний патрон; 8 — стол; 9, 10 — зубчатые колеса;
11 — электродвигатель; 12 — муфта; 13 — пружина; 14, 15 — шестерни; 16, 18 — рычаги включения муфты; 17— закаточный механизм; 19, 20 — рычаги нижнего патрона
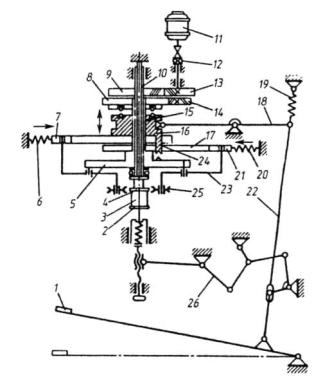
Работу машины можно проследить по кинематической схеме (рис. 17.24). Закатываемую банку 3 устанавливают на нижний патрон 2. Закатывающий механизм приводится во вращение от электродвигателя 11 через муфту 12. На промежуточном валу закреплены две косозубые шестерни 13,14, которые входят в зацепление с зубчатыми колесами 8, 9. Зубчатое колесо 9 установлено на валу 10, на котором внизу закреплена планшайба (карусель) 5. На карусели установлены два рычага 23, на концах которых Ихмеются ролики 7, 21 кулачкового механизма и закаточные ролики 25.
Зубчатое колесо 8 свободно вращается на полом валу 15, с нижним концом которого связаны кулачки 17 первой и второй операций. Муфта включения 16 при нажатии на педаль 1 рычагами 22 и 18 поднимается вверх и входит в сцепление с зубчатым колесом 8. Палец 24 муфты выходит из паза карусели, кулачки начинают вращаться, и происходит процесс закатки.
503
Карусель и кулачки вращаются с разной частотой (мин-1): карусель – 345, кулачки
– 325, что необходимо для работы кулачкового механизма.
Сперва к банке подходят ролики первой операции, затем второй палец 24, выйдя из паза планшайбы, скользит по ней, из-за чего муфта не может опуститься. За полный цикл закатки кулачки отстанут от карусели на 0,5 оборота. Для автоматического выключения муфты на карусели сделаны два паза, разнесенные на 180°. Палец в начале закатки выходит из одного паза и в конце попадает на второй, выключая при этом муфту. Педаль опускается, опускается нижний патрон и закатанную банку удаляют из машины.
Рис. 17.24. Кинематическая схема полуавтоматической закаточной машины:
1 — педаль; 2, 4 — нижний и верхний патроны; 3 — банка; 5 — планшайба (карусель); 6 — пружина; 7,21 — ролики кулачкового механизма; 8,9 — зубчатые колеса; 10 — вал; 11 — электродвигатель; 12 — муфта; 13, 24 — шестерни; 15 — полый вал; 16 — муфта включения; 17 — кулачок; 18,22 — рычаги муфты; 19,20— пружины; 23 — рычаги роликов; 24 — палец муфты включения; 25 — закаточный ролик; 26 — рычаг нижнего патрона
По этому принципу с небольшими конструктивными различиями работают машины типа СКЗМ, Б4-КЗК-77-02, Б4-КЗК-77-03 и др. Производительность подобных машин от 12 до 20 банок в 1 мин при мощности двигателя 1,5... 1,7 кВт.
Автоматические закаточные машины производят герметизацию металлических и стеклянных банок при атмосферном давлении и в вакууме. Это многопозиционные машины одноили двухбашенные. Однобашенная многопозиционная закаточная машина Б4-КЗК-79 (рис. 17.25) производит герметизацию металлических банок. В ней последовательно выполняются следующие операции: приемка и ориентация банок, маркировка крышек и установка их на банки, установка банки с крышкой в патрон закаточного механизма; закатывание банки и выдача банки из машины. Машина состоит из станины 5, на которой установлены: закаточный механизм б, приводной механизм, состоящий из электродвигателя 1 и коробки скоростей 2, приемный транспортер 8 и шнек 7. Банки поступают по транспортеру 8, и шнеком устанавливаются в определенную

504
позицию и с нужным интервалом. Крышки для банок загружают в магазин 3, в корпусе которого вращаются три шнека, обеспечивающих выдачу одной крышки для одной банки. Для синхронной работы механизм выдачи крышек связан со щупом, установленным на приемном конвейере. При отсутствии банки выключается механизм выдачи крышек.
Крышки из магазина поступают в маркер 4, состоящий из матрицы и пуансона, и далее на направляющие, которые ориентируют взаимно банку и крышку. Крышка устанавливается на банку, которая передается звездочкой на нижний патрон закаточного механизма. Закаточный механизм работает по схеме, показанной на рис. 17.20.
Рис. 17.25. Автоматическая закаточная машина Б4-КЗК-79:
1 — электродвигатель; 2 — коробка скоростей; 3 — магазин для крышек; 4 — маркер; 5 — станина; 6 — механизм закатывания; 7 — шнек; 8 — транспортер
На закаточном автомате Б4-КЗК-79 герметизируют металлические банки диаметром 50... 105 мм, высотой 35... 125 мм. Производительность машины 125 банок в 1 мин, мощность привода 3 кВт, масса 1650 кг.
В двухбашенных автоматических закаточных машинах операции закатки разделены: в первой башне (по ходу движения банки) осуществляется первая операция закатки, во второй — окончательное формирование герметичного шва. Такая конструкция машин позволяет получить производительность от 100 до 600 банок в 1 мин. На машине производят маркировку и установку крышек и счет закатанных банок.
Для повышения стойкости консервов к окислительной порче применяют вакуумирование банок с содержимым перед закаткой. Применяют три способа вакуумирования: механический, тепловой и комбинированный. При механическом способе закаточную карусель помещают в герметичную камеру, в которой вакуумным насосом создают давление 33... 53 кПа. При тепловом «вакуумировании» банку с продуктом нагревают перед закаткой паром с температурой 80...85°С или в ИК-камерах. При этом образовавшиеся пары вытесняют из продукта воздух.
505
Вакуум-закаточный агрегат Б4-КЗВ-19 работает по принципу двухбашенных машин. В первой башне устанавливается карусель предварительной закатки, в которой производится неплотная закатка (клинчирование) при атмосферном давлении. Затем банки с крышками передаточной звездочкой подаются в шлюзовой затвор герметичного корпуса карусели окончательной закатки, где шов окончательно формируется под вакуумом. После закатки банки через шлюзовой затвор выводятся из корпуса и поступают на отводящий конвейер. Закаточные механизмы работают по схеме, показанной на рис. 17.20. На первой карусели установлены шесть закаточных механизмов, на второй — четыре. Машина имеет подающий транспортер и шнековый — распределительный. Производительность агрегата до 250 банок в 1 мин.
Проверка герметичности закатанных банок. Банки, закатанные на машинах любого типа, исключая вакуум-закаточные, проверяют на герметичность, так как плохо закатанные банки при стерилизации начинают подтекать. Герметичность банок проверяют визуально путем внешнего осмотра, в водяной контрольной ванне, а также при помощи воздушных и воздушно-водяных тестеров. Визуальную проверку проводят непосредственно на конвейере, осматривая закаточный шов, но так можно обнаружить только явный брак.
Для проверки герметичности используют водяную контрольную ванну, окрашенную внутри белой краской, хорошо освещенную и наполненную горячей водой (температурой 80...90°С). В этой ванне движутся в течение 1...2 мин закатанные банки. У плохо герметизированных банок появляются воздушные пузырьки вследствие расширения воздуха при нагревании. Во время движения в ванне одновременно подогревается содержимое банок и они моются.
Качество закаточного шва проверяют также, вводя в банку перед заполнением 5...6 капель серного эфира. После закатки ее подогревают в воде до температуры 80...85°С, герметичность швов проверяют по появлению пузырьков воздуха и паров эфира.
Наиболее совершенны и точны в работе вертикальные или горизонтальные воздушные и воздушно-водяные тестеры. Они состоят из камер контроля банок, соединенных с вакуум-насосами или компрессорами.
Негерметичные банки удаляют с конвейера, вскрывают их, а содержимое перекладывают в другие банки. Негерметичные по фальцу банки вторично подкатывают на закаточной машине роликом второй операции. Негерметичные вследствие проштамповки и других дефектов банки вскрывают, их содержимое перекладывают.
Основной причиной негерметичности банок служит плохое качество закаточного шва вследствие недостаточной отрегулированности закаточной машины либо отклонений в линейных размерах банок, поступающих на закатку. Если число негерметичных банок превышает 0,1% в течение 1 ч проверки, то закаточную машину останавливают и устраняют неполадки.
После фасования продукта и проверки герметичности банки надо сразу же передавать на стерилизацию. Продолжительность процесса с момента закатки до начала стерилизации не должна превышать 30 мин. При несоблюдении этих условий в консервах начинают интенсивно развиваться микроорганизмы.
17.9. Стерилизаторы периодического действия
Стерилизацией называют процесс нагревания продукта выше 100оС. Тепловую обработку консервов в аппаратах, предназначенных для стерилизации, проводят в основном двумя способами:
-острым насыщенным паром без противодавления (для консервов в жестяной таре вместимостью до 500 см3);
-водой, подогреваемой паром, с противодавлением (для консервов в стеклянной
506
таре и в жестяных банках вместимостью свыше 500 см3).
Противодавление — это давление, искусственно создаваемое внутри аппаратов и позволяющее обеспечивать целостность консервов в процессе стерилизации. Наличие высокого избыточного давления внутри банки при стерилизации, проводимой без противодавления, приводит к деформации донышек и крышек и нарушению герметичности банок.
Стерилизация водяным насыщенным паром. Корзины, наполненные банками,
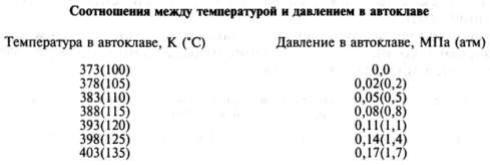
загружают в автоклав, пускают пар для вытеснения основной массы воздуха. Затем автоклав закрывают, одновременно открывая продувной кран на крышке автоклава, и открывают вентиль для спуска конденсата. При появлении пара из продувного крана и достижении температуры в автоклаве около 100°С закрывают сливной и продувной вентили, продувка должна длиться не менее 5 мин. Затем постепенно повышают температуру и давление в автоклаве до пределов, заданных формулой стерилизации, придерживаясь определенного соотношения между температурой и давлением (см. ниже). Предельные отклонения давления от приведенных ниже значений во время подъема температуры не должны быть более 0,03 и менее 0,1 МПа.
Температуру и давление повышают плавно за время, указанное в формуле стерилизации, путем регулирования степени открытия парового вентиля.
Собственно стерилизация начинается при достижении в автоклаве температуры и давления, указанных в формуле стерилизации.
Статистическая точность регулирования параметров должна быть: температуры —
±2 К (2°С); давления — ±0,02 МПа (0,2 атм).
Температуру в автоклаве регулируют степенью открытия парового вентиля (при понижении температуры паровой вентиль открывают, при повышении — прикрывают). При повышении температуры сверх предельной открывают продувной вентиль и выпускают пар, находящийся в автоклаве, до тех пор, пока температура не уменьшится до допустимых пределов. Паровой вентиль при этом должен быть закрыт.
Во время стерилизации периодически (каждые 15...20 мин) кратковременно (на 15...10 с) приоткрывают сливной вентиль для спуска образовавшегося конденсата.
По окончании процесса стерилизации охлаждают консервы водой без давления или с воздушным противодавлением. При охлаждении без противодавления закрывают паровой вентиль, открывают продувной вентиль и постепенно выпускают пар из автоклава так, чтобы снижение температуры и давления в автоклаве происходило равномерно, без скачков.
После снижения давления в автоклаве до атмосферного открывают крышку автоклава и охлаждение водой производят в автоклаве или вне его. При охлаждении консервов с противодавлением закрывают паровой вентиль и создают в автоклаве давление, в зависимости от температуры стерилизации руководствуясь приведенными ниже соотношениями. Предельные отклонения давления во время охлаждения не должны превышать ±0,02 МПа (±0,2 атм).
Затем приоткрывают продувной вентиль примерно на 5 мин, заменяют паровую среду в автоклаве воздушной, при этом поддерживают вышеуказанное давление на заданном уровне.

507
При понижении давления скорость подачи воды уменьшают, при повышении — увеличивают. При повышении в автоклаве давления до значений, представленных ниже, закрывают воздушный вентиль и открывают продувной вентиль.
Подачу холодной воды осуществляют полностью, при этом автоклав необходимо заполнить водой в течение не более 5 мин, поддерживая давление на значениях, указанных ниже.
По окончании заполнения автоклава водой из продувного вентиля начинает выливаться вода, после чего закрывают продувной вентиль, открывают переливной и сливной вентили и начинают спуск из автоклава нагретой консервами воды. Давление в автоклаве поддерживают в течение 5 мин (при понижении давления прикрывают переливной вентиль, при повышении — прикрывают вентиль подачи воды) и в течение последующего времени охлаждения давление в автоклаве плавно снижают до нуля. Охлаждение проводят за время, указанное в формуле стерилизации.
Затем закрывают подачу холодной воды в автоклав и открывают продувной вентиль. После снижения давления в автоклаве до атмосферного открывают крышку автоклава.
Стерилизация водой с противодавлением водой или воздухом. Стерилизация консервов водой с противодавлением водой или воздухом состоит из следующих операций: заполнения автоклава водой; подогрева воды; загрузки автоклава; повышения температуры и давления; собственно стерилизации; охлаждения консервов.
Автоклав заполняют водой с таким расчетом, чтобы после загрузки уровень воды был выше верхней корзины на 0,1...0,15 м. Затем открывают паровой вентиль и подогревают воду в автоклаве: для жестяной тары до 70...80°С; для стеклянной тары до 40...50°С; для алюминиевой тары до 60...70 °С.
Затем в автоклав загружают корзины с банками, открывают водяной вентиль и подают в автоклав воду до тех пор, пока она не потечет из продувного вентиля. После этого закрывают продувной и водяной вентили.
Температуру и давление в автоклаве повышают, постепенно открывая паровой вентиль до пределов, заданных формулой стерилизации, придерживаясь соотношений между давлением и температурой, указанных в таблице 17.2.
Таблица 17.2. Соотношения между температурой и давлением в автоклаве во время повышения температуры и давления при стерилизации консервов водой с противодавлением водой или воздухом

508
Регулирование давления в автоклаве осуществляют с точностью до ±0,02 МПа (±0,2 атм) сливным вентилем: при превышении давления открывают, при понижении давления закрывают. Собственно стерилизацию проводят при температуре и давлении, указанных в формуле стерилизации.
По окончании стерилизации консервы охлаждают, для чего закрывают паровой вентиль и открывают водяной вентиль, одновременно открывая переливной вентиль. Подачу холодной и спуск горячей воды проводят в течение 10...15 мин при постоянном давлении в автоклаве.
При достижении температуры в автоклаве 80°С открывают сливной вентиль, закрывают переливной вентиль и постепенно снижают давление до нуля в течение оставшегося времени охлаждения.
Стерилизацию консервов водой с противодавлением воздухом проводят так же, как и при стерилизации водой с противодавлением водой, только противодавление в автоклаве поддерживают при помощи воздуха. Воздух в автоклав начинают подавать на стадии повышения температуры и давления и прекращают по окончании охлаждения. Давление регулируют, подавая или спуская сжатый воздух через продувной вентиль.
Стерилизация паровоздушной смесью. Стерилизация консервов паровоздушной смесью состоит из следующих операций: загрузки автоклава; продувки автоклава; повышения температуры и давления; собственно стерилизации; заполнения автоклава холодной водой; охлаждения консервов в воде; открытие автоклава.
Загрузку и продувку автоклава, а также подъем температуры и давления проводят так же, как и при стерилизации консервов водяным насыщенным паром.
Стерилизация начинается при достижении в автоклаве температуры, указанной в формуле стерилизации, и давлении, соответствующем этой температуре, указанными ниже.
В период подъема давления допускается, чтобы температура в автоклаве на 5 °С превышала значение, указанное в формуле стерилизации.
По окончании процесса стерилизации заполняют автоклав водой, охлаждают консервы с противодавлением и открывают автоклав так же, как при стерилизации консервов водяным насыщенным паром.
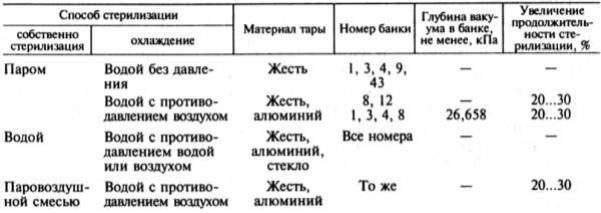
Выбор способа стерилизации консервов. Способ стерилизации консервов выбирают с учетом материала, из которого изготовлена тара, и ее объема. Способы стерилизации консервов в зависимости от вида материала тары и объема (номера) банки приведены в таблице 17.3.
509
Таблица 17.3. Способы стерилизации консервов в зависимости от материала тары и объема (номера) банки
Стерилизация консервов как с противодавлением, так и без него может осуществляться в специальных аппаратах-автоклавах.
Различают автоклавы вертикальные для стерилизации консервов в жестяной и стеклянной таре паром или в воде и горизонтальные для стерилизации консервов в жестяной таре паром.
Наибольшее распространение получили вертикальные автоклавы Б6-КА2-В-2 (две корзины) и Б6-КА2-В-4 (четыре корзины вместимостью 0,535 м3 каждая).
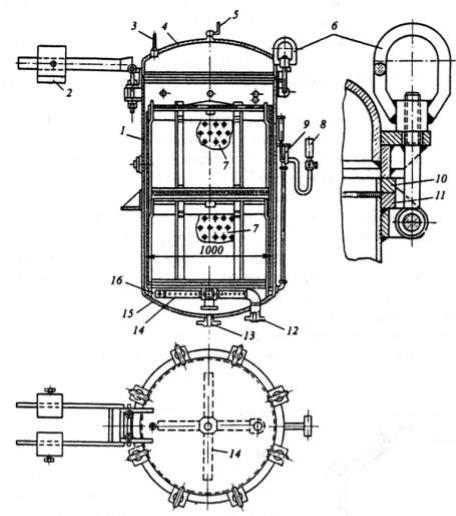
Двухсеточный вертикальный автоклав Б6-КА2-В-2 (рис. 17.26) представляет собой цилиндрический корпус со сферическим днищем, оборудованным откидывающейся крышкой с противовесом. Герметичность крышки достигается за счет уплотнительной прокладки и барашковых гаек. Пар подается через барботер, находящийся в придонной части. Над барботером расположены корзины с банками.
Для контроля за режимом стерилизации установлены термометр и манометр, подключенные к промежуточному сосуду. Этот сосуд соединяется трубкой с внутренней полостью автоклава.
510
Рис. 17.26. Двухсеточный вертикальный автоклав:
1 — корпус; 2— противовес; 3 — гнездо для термометра; 4 — крышка; 5 — кран; 6 — барашковые гайки; 7 — корзины с банками; 8 — циркуляционная трубка;
9 — промежуточный сосуд подключения манометра и термометра; 10 — уплотнительная прокладка; 11 — круговой паз; 12 — барботер; 13 — сферическое днище
В верхней части автоклава расположены отверстия для установки клапана и продувного вентиля, в донной — патрубок спуска конденсата.
Температуру в автоклаве регулируют паровым вентилем: при понижении температуры его открывают, при повышении прикрывают. При повышении температуры сверх предельной открывают продувной вентиль и выпускают пар. Паровой вентиль должен быть при этом закрыт. Во время стерилизации периодически (каждые 15-20 мин) в течение 5-10 с приоткрывают сливной вентиль для спуска образовавшегося конденсата.
При стерилизации консервов с противодавлением автоклав заполняют водой при открытом продувном вентиле. Вода нагревается паром, и при достижении необходимой температуры его закрывают, а требуемое давление в автоклаве создают с помощью парового вентиля.
Эффективность рабочего процесса автоклава значительно повышается при его эксплуатации с системами автоматического управления процессом стерилизации различных типов. В первом случае автоклавы комплектуют программным регулятором стерилизации ПРП-2, который обеспечивает проведение технологического процесса по заданной формуле в автоматическом режиме. В автоклаве Б6-КА2-В-2.МП более совершенной конструкции применена электронная микропроцессорная система