

Різьбонарізний інструмент
В залежності від виду і типу різьби, її розмірів, вимог по точності та якості нарізки та потрібної продуктивності для нарізання внутрішніх і зовнішніх різьб використовують (Рис.11.10.):
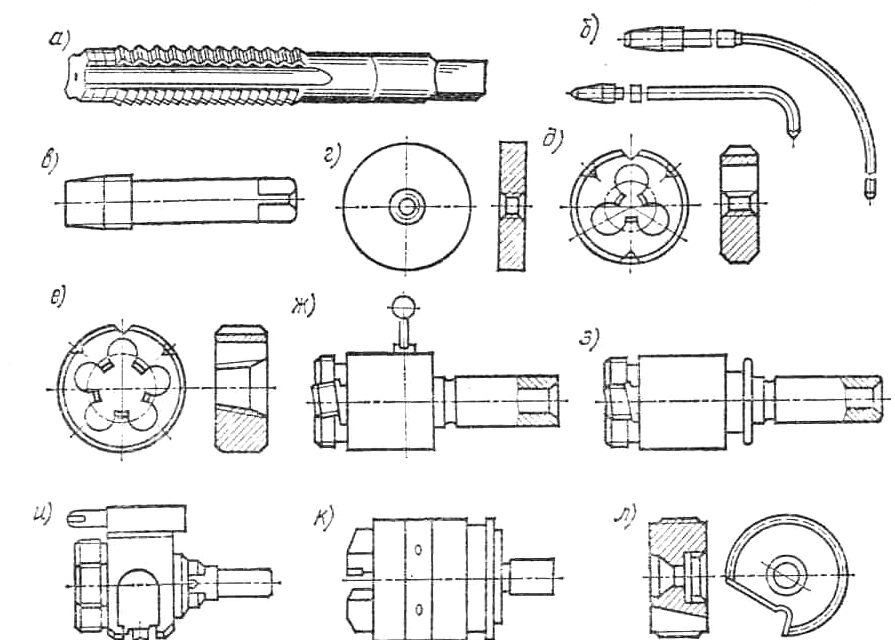
Рис. 11.10. Різьбонарізний інструмент
а – мітчик ручний, б – мітчик автоматний, в – мітчик машинно-ручний, г,д,е – плашка, ж,з,и,к – головка різьбонарізна, л – різьбонарізна гребінка
Мітчики являють собою гвинт, на поверхні якого прорізані поздовжні канавки для утворення ріжучих кромок. Вони бувають ручними, машинно-ручними і машинними. Ручні мітчики призначені для нарізання і калібрування різьб при ремонтних і слюсарно-складальних роботах. Їх поставляють комплектами (2…3) для чорнової та чистової обробки. Машинно-ручні мітчики закріплюють у патронах різних верстатів або у дрилях. При слюсарних роботах можливе нарізання вручну. Машинні та автоматні мітчики нарізають різьбу при закріпленні у спеціальних патронах на верстатах високоякісно і за один прохід.
Різьбонарізні головки нарізають різьбу різьбонарізними гребінками (декілька різьбонарізних різців з’єднаних разом) на токарних, свердлувальних та інших верстатах високопродуктивно і високоякісно.
Плашками нарізають зовнішні різьби вручну або на верстатах.
Різьбонарізними фрезами на різьбофрезерних верстатах нарізають внутрішні різьби великого діаметра та зовнішні різьби високопродуктивно і високоякісно.
Різцями нарізають на токарних або розточник верстатах зовнішні та внутрішні різьби різних профілів і розмірів.
Різьбонакатний інструмент утворює зовнішню різьбу методом пластичного деформування переважно у холодному стані. Різьба відзначається високою точністю та якістю, а сам процес – дуже високою продуктивністю та безвідходністю. Використовують різьбо накатні головки різних конструкцій.
11.6.2. Ковальський інструмент
Призначений для ручного та машинного кування. При ручному куванні широко використовують (Рис. 11.11):
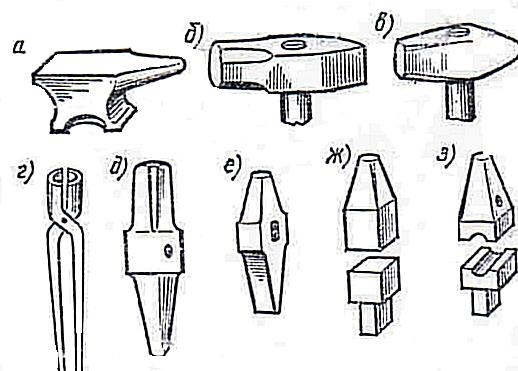
Рис.11.11. Ручний ковальський інструмент
а – ковадло, б – кувалда, в – ручник, г – кліщі, д – бородок для пробивання отворів, е – зубила, підсічки для відрізання метала, ж – відбійники і гладилки, з – обжимки
При машинному куванні широко використовують (Рис.11.12):
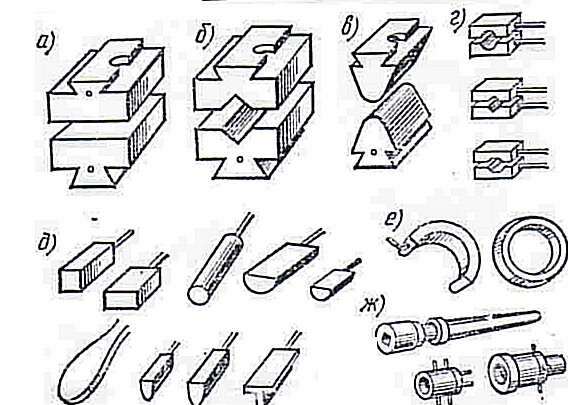
Рис. 11.12. Машинний ковальський інструмент
а – плоскі бойки, б – бойки з вирізом, в – закруглені бойки,
г – обжимки різної форми, д – розкатки, е – пережимки, ж – патрони
Основні види такого інструменту:
- бойки: закріплюють на бабі (рухомій частині молота) та на шаботі (нерухома частина молота) і безпосередньо деформують метал;
- обжимки: для кінцевої обробки циліндричних або призматичних поверхонь;
- розкатки і пережимки: для прискорення витягування і виконання заглиблень;
- патрони: для утримання і переміщення великих поковок;
- кантователі: механізми, що повертають заготовку при обробці;
- маніпулятори: виконують допоміжні операції.
11.6.3. Слюсарний інструмент
Призначений для виконання слюсарних і складально-монтажних робіт. Буває ручним і механізованим (з електричним або пневматичним приводом). До ручного слюсарного інструменту відносять (Рис.11.13.):
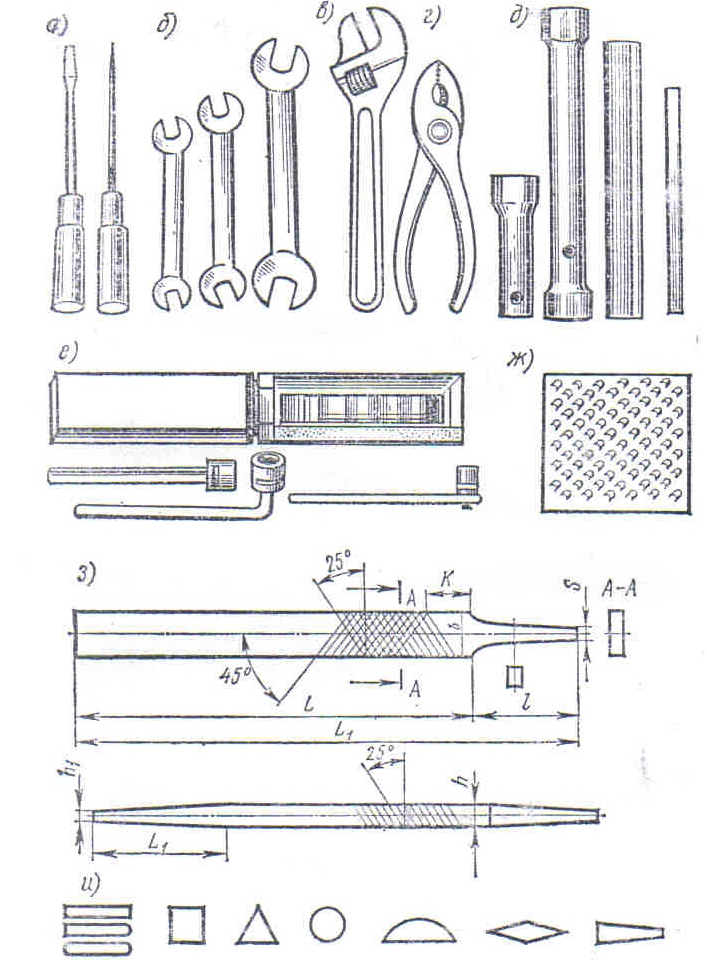
Рис.11.13. Ручний слюсарний інструмент
а – викрутки, б – гаєчні ключі, в – розводні ключі, г – плоскогубці, д – шпильковерти, е – торцеві ключі, ж – рашпілі з крупною насічкою, з – терпуги, и – надфілі
Крім них використовують лещата, круглогубці, кусачки, зубила, крейцмейселі (зубила з вузькою ріжучою частиною для вирубки канавок), кернери (для розмітки), ножовки, лобзики тощо.
Слюсарні молотки бувають з круглим і квадратним бойком і характеризуються масою 50, 100, 200, 400, 500, 600, 800, 1000г. При складальних роботах часто використовують спеціальні (м’які) молотки з дерева (киянки), пластмас і м’яких матеріалів (свинець, мідь, алюміній). Маса таких молотків 1…3кг. Для посилення ударів користуються кувалдами 2..8 кг.
Розводні ключі випускають за номерами, які визначають найбільший розмір під ключ (мм): №1-12,№ 2-19, № 3-30, № 4-46.
При монтажі трубопроводів використовують спеціальні трубні ключі регулюємі, ланцюгові та накидні. Регулюємі випускають номерів від № 1 до № 5 для труб діаметром від ¼ до 4”.
Викрутки бувають дротовими, цільнометалевими з дерев’яними накладними щічками, з металічною п’ятою, з діелектричною ручкою, коловоротні, спеціальні та високопродуктивні. Їх вибирають по ширині робочої частини, що залежить від розміру прорізі (шліца) у головці шурупа або гвинта.
Дротові викрутки виготовляють довжиною 70…125мм, шириною леза 2,3,4,5,мм. Цільнометалеві викрутки з дерев’яними накладними щічками виготовляють L = 125…300мм, b = 4,5,7,9,11,15мм. Викрутки з металічною п’ятою виготовляють восьми розмірів L = 150…400мм, b = 7…25мм. Викрутки з діелектричною ручкою виготовляють L = 100…400мм, b = 3,9,11,18,25мм.