

8.5 Роль технических служб в выборе средств измерений
В выборе измерительных средств участвуют конструкторские, технологические и метрологические службы в пределах возложенных на них обязанностей.
Конструктор, назначая точность размера (квалитет), решает вопрос о возможном проценте неправильно принятых деталей (риске заказчика – m). Возможны три варианта установления приемочных границ размеров, по которым производится приемка изделий.
При первом варианте (рисунок 8.2, а) приемочные границы совпадают с нормируемыми предельными значениями проверяемого изделия:
Тпр = IT = IТизд.
Этот вариант является основным в практике конструирования.
Во втором варианте (рисунок 8.2, б) приемочные границы устанавливают введением так называемого производственного допуска, который меньше табличного допуска на величину погрешности измерения. Этот вариант применяется редко, так как возрастает риск изготовителя:
Tпр = IT – δ = Tизд – δ или Tпр = IT – Δ = Тизд – Δ
В третьем варианте (рисунок 8.2, в) также вводится производственный допуск, однако смещение производится на величину вероятностного выхода размера за пределы поля допуска у неправильно принятых деталей:
Тпр = IT – 2c = Тизд – 2с.
При введении производственного допуска необходимо рассчитывать новые значения приемочных границ.
Второй вариант применяется в условиях мелкосерийного производства при выпуске особо ответственных изделий (авиация, космонавтика, приборостроение и другие), когда недопустимо поступление бракованных деталей на сборку. Третий вариант применяется в условиях серийного и крупносерийного производства при нестабильном технологическом процессе (IT/σтех < 6) с целью расширения области использования грубых универсальных средств (таких, как штангенциркуль, микрометр и др., у которых большая абсолютная погрешность и малая относительная).
Технолог производит выбор средств измерений для операционного и приемочного контроля, оценивая действительный и ложный брак с учетом допускаемой погрешности измерения. Если технолог повышает требования к точности измерения, то сокращается процент ложного брака, однако при этом удорожается процесс измерения. Применяемые средства измерения должны обеспечивать оптимальное значение погрешности измерения, т.е. необходимо оценивать затраты на измерения и потери от ложного брака (рисунок 8.3).
Метрологическая служба предприятия контролирует правильность выбора и эксплуатации средств измерений, дает рекомендации конструкторам и технологам при выполнении метрологической экспертизы технической документации, осуществляет поверку (калибровку) и аттестацию средств измерений.
Погрешности измерений являются источником неблагоприятных событий, таких как экономические потери из-за брака, возможность травматизма, загрязнение окружающей среды и т.д. Повышение точности измерений снижает размеры этих последствий, однако требует вложения дополнительных затрат.
Потери пропорциональны квадрату погрешности измерения, а затраты обратно пропорциональны ей.
Увеличение погрешности в 2 раза приводит к увеличению потерь в 4 раза, а затраты на измерения уменьшаются лишь на 50 %.

Рисунок 8.2 – Варианты установления приемочных границ: а - приемочные границы совпадают с предельными размерами (Tпр = Tизд); б - смещены на половину допускаемой погрешности измерения (Тпр = Тизд – δ ); в - смещены на вероятную величину с (Тпр = Тизд – 2с).
Для решения спорных вопросов между изготовителем и заказчиком может быть назначена арбитражная перепроверка забракованных деталей. Для этой цели используются более точные измерительные средства, погрешность которых принимается 30 % от, ранее выбранной по таблице 8.1, допускаемой погрешности по таблице 8.1. Расчет арбитражной погрешности выполняется по формуле:
Δ арб = 0,3 δ.(2)
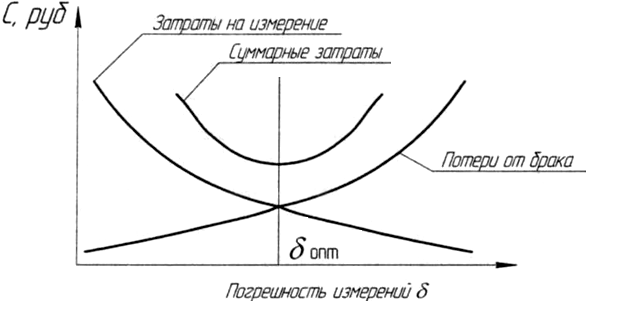
Рисунок 8.3 – Влияние погрешности измерения на стоимость изделий