

3.3 Зависимые и независимые допуски расположения
Стандартами установлены два вида допусков расположения: зависимые и независимые.
Зависимый допуск имеет переменное значение и зависит от действительных размеров базового и рассматриваемого элементов. Зависимый допуск более технологичный.
Зависимыми могут быть следующие допуски расположения поверхностей: позиционные допуски, допуски соосности, симметричности, перпендикулярности, пересечение осей.
Зависимыми могут быть допуски формы: допуск прямолинейности оси и допуск плоскостности для плоскости симметрии.
Зависимые допуски
должны быть обозначены символом
![]() или оговорены текстом в технических
требованиях.
или оговорены текстом в технических
требованиях.
Независимый допуск имеет постоянное числовое значение для всех деталей и не зависит от их действительных размеров.
Допуск параллельности и наклона может быть только независимый.
При отсутствии на
чертеже специальных обозначений допуски
понимаются как независимые. Для
независимых допусков может использоваться
символ
![]() хотя его
указание необязательно.
хотя его
указание необязательно.
Независимые допуски используются для ответственных соединений, когда их величина определяется функциональным назначением детали.
Независимые допуски также используются в мелкосерийном и единичном производстве, а их контроль производится универсальными измерительными средствами (см. таблицу 3.13).
Зависимые допуски устанавливаются для деталей, сопрягаемых одновременно по двум или более поверхностям, для которых взаимозаменяемость сводится к обеспечению собираемости по всем сопрягаемым поверхностям (соединение фланцев с помощью болтов).
Используются зависимые допуски в соединениях с гарантированным зазором в крупносерийном и массовом производстве, контроль их производится калибрами расположения. На чертеже указывается минимальное значение допуска (Трmin), которое соответствует проходному пределу (наименьший предельный размер отверстия или наибольший предельный размер вала). Фактическая величина зависимого допуска расположения определяется действительными размерами соединяемых деталей, т. е. в разных сборках она может быть разная. При соединениях по скользящей посадке Tpmin = 0. Полное значение зависимого допуска определяется прибавлением к Трmin дополнительной величины Тдоп, зависящей от действительных размеров данной детали (ГОСТ Р 50056):
Tpзав = Трmin + Тдоп.
Примеры расчета величины расширения допуска для типовых случаев даны в таблице 3.14. В этой таблице также даны формулы для пересчета допусков расположения на позиционные допуски при проектировании калибров расположения (ГОСТ 16085).
Расположение осей отверстий под крепежные детали (болты, винты, шпильки, заклепки) может быть задано двумя способами:
- координатным, когда заданы предельные отклонения ± δL координирующих размеров;
- позиционным, когда заданы позиционные допуски в диаметральном выражении – Тр.
Таблица 3.13 – Условия выбора зависимого допуска расположения
|
Условия работы соединения |
Вид допуска расположения |
|
Условия выбора: Крупносерийное, массовое производство Требуется обеспечить только собираемость при условии полной взаимозаменяемости Контроль калибрами расположения Вид соединений: Неответственные соединения Сквозные отверстия под крепеж |
Зависимый |
|
Условия выбора: Единичное и мелкосерийное производство Требуется обеспечить правильное функционирование соединения (центрирование, герметичность, балансировка и другие требования) Контроль универсальными средствами Вид соединений: Ответственные соединения с натягом или по переходным посадкам Резьбовые отверстия под шпильки или отверстия под штифты Посадочные места под подшипники, отверстия под валы зубчатых передач |
Независимый |
Пересчет допусков из одного способа в другой производится по формулам таблицы 3.15 для системы прямоугольных и полярных координат.
Координатный способ используется в единичном, мелкосерийном производстве, для неуказанных допусков расположения, а также в случаях, если требуется пригонка деталей, если заданы разные величины допусков по координатным направлениям, если число элементов в одной группе менее трех.
Позиционный способ более технологичный и используется в крупносерийном и массовом производстве. Позиционные допуски наиболее часто используются для задания расположения осей отверстий под крепежные детали. При этом координирующие размеры указываются только номинальными значениями в квадратных рамках, так как на эти размеры не распространяется понятие «общий допуск».
Числовые значения позиционных допусков не имеют степеней точности и определяются из базового ряда числовых значений по ГОСТ 24643. Базовый ряд состоит из следующих чисел: 0,1; 0,12; 0,16; 0,2; 0,25; 0,4; 0,5; 0,6; 0,8 мкм, эти значения могут быть увеличены в 10 ÷ 105 раз.
Числовое значение позиционного допуска зависит от типа соединения А (болтами, два сквозных отверстия во фланцах) или В (соединение шпильками, т. е. зазор в одной детали). По известному диаметру крепежной детали определяется по таблице 3.16 ряд отверстий, их диаметр (D) и минимальный зазор (Smin).
Таблица 3.14 – Перерасчет допусков расположения поверхностей на позиционные допуски
|
Допуск расположения поверхностей |
Эскиз |
Формулы для определения позиционного допуска |
Максимальное расширение допуска Тдоп |
|
Допуск соосности (симметричности) относительно оси базовой поверхности |
|
Для базы ТР = 0 Для контролируемой поверхности ТР = ТС |
Тдоп = Td1 Тдоп = Td2 |
|
Допуск соосности (симметричности) относительно общей оси |
|
ТР1 = ТС1 ТР2 = ТС2 |
Тдоп = Td1 + Td2 |
|
Допуск соосности (симметричности) двух поверхностей База не указана |
|
ТР1 = ТР2 = |
Тдоп = TD1 + TD2 |
|
Допуск перпендикулярности оси поверхности относительно плоскости |
|
ТР
= Т |
Тдоп = TD |




На чертеже детали указывают величину позиционного допуска (см. таблицу 3.7), решив вопрос о его зависимости. Для сквозных отверстий допуск назначается зависимый, а для резьбовых – независимый, поэтому он расширяется.
Для соединения типа (А) Тпоз = Sp, для соединений типа (В) для сквозных отверстий Тпоз = 0,4 Sp, а для резьбовых Тпоз=(0,5÷0,6) Sp (рисунок 3.4).

а) б)
1, 2 – соединяемые детали
Рисунок 3.4 – Виды соединения деталей при помощи крепежных изделий:
а – тип А, болтами; б – тип В, шпильками, штифтами
Расчетный зазор Sр, необходимый для компенсации погрешности расположения отверстий, определяется по формуле:
Sp = Smin,
где коэффициент К использования зазора для компенсации отклонения расположения осей отверстий и болтов. Он может принимать следующие значения:
К = 1 – в соединениях без регулировки в нормальных условиях сборки;
К = 0,8 – в соединениях с регулировкой, а также в соединениях без регулировки, но с утопленными и потайными головками винтов;
К = 0,6 – в соединениях с регулировкой расположения деталей при сборке;
К = 0 – для базового элемента, выполненного по скользящей посадке (H/h), когда номинальный позиционный допуск этого элемента равен нулю.
Если позиционный допуск оговаривается на определенном расстоянии от поверхности детали, то он задается как выступающий допуск и обозначается символом (Р). Например: центр сверла, торец шпильки, ввернутой в корпус.
Таблица 3.15 – Пересчет предельных отклонений размеров, координирующих оси отверстий на позиционные допуски по ГОСТ 14140
|
Вид расположения |
Эскиз |
Формулы для определения позиционного допуска (в диаметральном выражении) |
|
Система прямоугольных координат | ||
|
I |
Одно отверстие задано от сборочной базы
|
Тр = 2δL δL = ±0,5 Тр Тдоп = TD |
|
II |
Два отверстия координированы относительно друг друга (сборочная база отсутствует)
|
Тр = δL δL = ± Тр Тдоп = TD |
|
III |
Три и более отверстий, расположенных в один ряд (сборочная база отсутствует)
|
Тр = 1,4δL δL =± 0,7Тр Тдоп = TD δLy = ± 0,35Тр (δLy – отклонение относительно базовой оси) δLлес = δL∑∕2 (лесенкой) δLцеп = δL∑ ∕(n–1) (цепочкой) δL∑ – наибольшее расстояние между осями смежных отверстий |
|
IV |
Два и более отверстий расположены в один ряд (заданы от сборочной базы)
|
Тдоп = TD Тр = 2,8δL1 = 2,8 δL2 δL1 = δL2 = ± 0,35Тр (отклонение осей от общей плоскости – А или сборочной базы) |
|
V
VI |
Отверстия расположены в два ряда (сборочная база отсутствует)
Отверстия координированы относительно двух сборочных баз |
Тр δL1 = δL2 = ± 0,7 Тр Тр = δLd δLd = ± Тр (размер задан до диагонали) Тдоп = TD δL1 = δL2 = δL Тр
δL = ± 0,35Тр |
|
VII |
Отверстия расположены в несколько рядов (сборочная база отсутствует)
|
δL1 = δL2 = … δL Тр
δL = ± 0,35Тр Тр = δLd δLd = ± Тр (размер задан до диагонали) Тдоп = TD |
|
Система полярных координат | ||
|
VIII |
Два отверстия, координированы относительно оси центрального элемента
|
Тр = 2,8 δR δR = ± 0,35Тр δα
= ± (угловые минуты) Тдоп = TD |
|
IX
X |
Три и более отверстия расположены по окружности (сборочная база отсутствует)
Три и более отверстия расположены по окружности, центральный элемент является сборочной базой |
Тдоп = TD Тр = 1,4 δα δα = ± 0,7Тр δα = ± 3400 (угловые минуты) δα1 = δα2 = Тдоп = TD + ТDбаз |


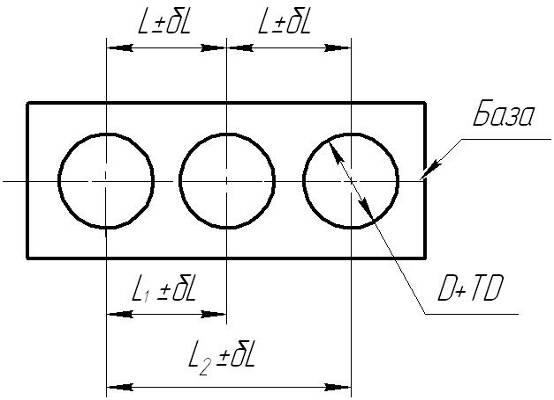
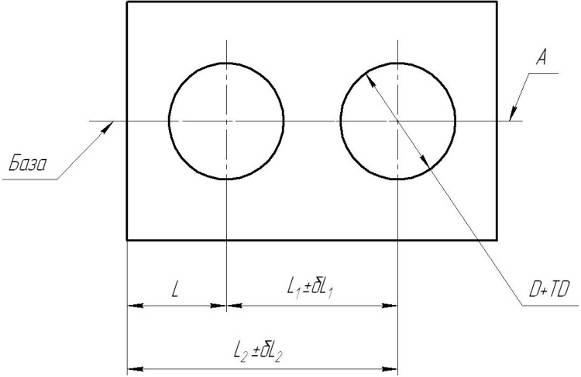
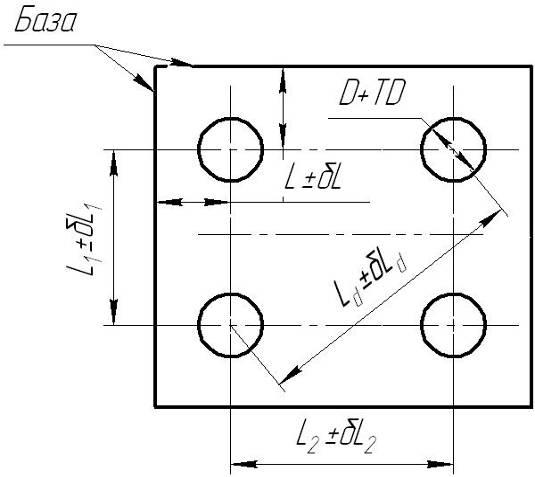
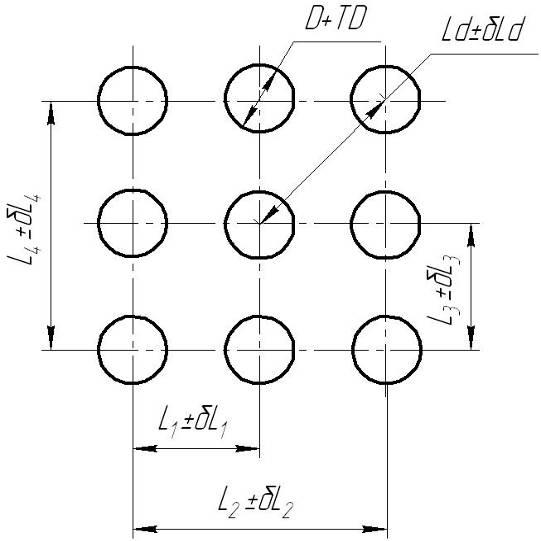


Таблица 3.16 – Диаметры сквозных отверстий под крепежные детали и соответствующие им гарантированные зазоры по ГОСТ 11284, мм
|
Диаметр крепежной детали d |
1-й ряд |
2-й ряд |
3-й ряд | |||
|
|
DH12 |
Smin |
DH14 |
Smin |
DH14 |
Smin |
|
4 |
4,3 |
0,3 |
4,5 |
0,5 |
4,8 |
0,8 |
|
5 |
5,3 |
0,3 |
5,5 |
0,5 |
5,8 |
0,8 |
|
6 |
6,4 |
0,4 |
6,6 |
0,6 |
7 |
1 |
|
7 |
7,4 |
0,4 |
7,6 |
0,6 |
8 |
1 |
|
8 |
8,4 |
0,4 |
9 |
1 |
10 |
2 |
|
10 |
10,5 |
0,5 |
11 |
1 |
12 |
2 |
|
12 |
13 |
1 |
14 |
2 |
15 |
3 |
|
14 |
15 |
1 |
16 |
2 |
17 |
3 |
|
16 |
17 |
1 |
18 |
2 |
19 |
3 |
|
18 |
19 |
1 |
20 |
2 |
21 |
3 |
|
20 |
21 |
1 |
22 |
2 |
24 |
4 |
|
22 |
23 |
1 |
24 |
2 |
26 |
4 |
|
24 |
25 |
1 |
26 |
2 |
28 |
4 |
|
27 |
28 |
1 |
30 |
3 |
32 |
5 |
|
30 |
31 |
1 |
33 |
3 |
35 |
5 |
|
Примечания: 1 Предпочтительным является 1-й ряд, который используется для соединений типов А и В (отверстия могут быть получены любым методом). 2 Для соединений типов А и В рекомендуется использовать 2-й ряд при получении отверстий по разметке, пробивке штампом повышенной точности, в литье по выплавляемым моделям или под давлением. 3 Соединения типа А могут быть выполнены по 3-му ряду при расположении с 6-го по 10-и вид, а также соединения типа В при расположении с 1-го по 5-й вид (любой метод обработки, кроме заклепочных соединений). | ||||||