

22.Оценка показателей точности выбранного средства измерения геометрических параметров. («брак» от измерений).
То что по этому вопросу дал Карабань в лекциях:
Ничего.
То что по этому вопросу нашел я в интернете:
Вероятностный подход заключается в выборе точности средств измерений по задан браку измерения I и II рода (необнаруженный и ложный брак). Если контроль осуществляется абсолютно точными средствами измерений, все изделия, находящиеся в поле допуска, были бы признаны годными, а изделия, у которых измеряемый параметр превышает допуск, были признаны непригодными. Из-за существования погрешности измерений при контроле часть негодных изделий будет признана годными (брак измерения II рода), а часть годных изделий – негодными (брак измерения I рода). На брак измерения влияет рассеивание действительных значений контролируемого параметра, установленный допуск на контролируемый параметр, закон распределения погрешностей измерений и рассечения действительного значения контролируемого параметра.
То что я нашел в методичке у Карабаня:
Точность средства измерения объясняется погрешностями связанными с этим средством измерения. Основными составляющими погрешности при различных условиях измерения являются:
1)Погрешности зависящие от средства измерения
2)Погрешности зависящие от установочных мер
3)Погрешности зависящие от измерительного усилия
4)Температурные погрешности
5)Погрешности обусловленные криволинейной формой детали
6)Субъективные погрешности
Рассмотрим одну из составляющих погрешностей, а именно погрешность зависящую от средства измерения. Нормируемую допустимую погрешность СИ следует рассматривать как погрешность измерения при одном из возможных вариантов использования этого средства, поскольку проверка точностных данных прибора заключается чаще всего в измерении им рабочего эталона. При установлении вариантов использования СИ следует учитывать меру влияния составляющих на погрешности прибора, выявившуюся при проверке этого прибора. Если при измерениях используется механические контактные средства измерений, имеющие в своем составе измерительный стержень, то при применении метода сравнения, настройку средства по установочной мере следует производить на такое значение размера при котором отсчетное устройство будет использовано в рекомендуемых пределах.
Для наиболее полного использования точностных возможностей СИ применяется вариант, при котором перемещение измерительного стержня задается в пределах 2-3 цен деления шкалы. В этом случае на погрешность измерения оказывает влияние только случайная составляющая погрешности измерительного средства.
Следует подчеркнуть, что составляющую погрешности измерения, зависящую от средства измерения, во всех случаях, принимают, исходя из предположения, что средство исправно и соответствует требованиям технической документации, в том числе и в отношении требований к расположению его в пространстве.
В том случае, если указаны небольшие значения погрешности измерения при использовании средства на 2-3 деления шкалы, то требуется особенно тщательно соблюдать все условия измерения, а процесс измерения должен проводить опытный оператор.
«Брак» от измерения происходит из-за неправильно принятых приемочных границ. Приемочные границы, т.е. значения предельных размеров, по которым производится приемка изделий, следует устанавливать с учетом влияния предельной допускаемой погрешности измерения. В связи с этим при назначении допуска на изготовление необходимо учитывать не только особенности функционирования и возможности технологического процесса обработки в отношении точности, но и возможные погрешности измерения. Допуск на размер следует рассматривать как допуск на сумму погрешностей технологического процесса, которые не дают возможность получить абсолютно точное значение размера, в том числе и из-за погрешности измерения.
Влияние погрешности измерения на результаты разбраковки рассмотрено в приложении к стандарту, позволяющие определять вероятное количество неправильно принимаемых и неправильно бракуемых деталей, а также выход за границу допуска размера у неправильно принимаемых деталей. Эти данные рассчитываются аналитически и для каждого случая выводяться как обязательные при выборе средства. Это значительно ускоряет и упрощает анализ брака от измерений. В этом случае конструктор и технолог разгружены от необходимости использования графиков или таблиц – результат выдается автоматически. На конструкторе, технологе или метрологе лежит ответственность только за его анализ.
Для учета влияния погрешностей измерения стандартом предусмотрены 2 возможных варианта установления приемочных границ.
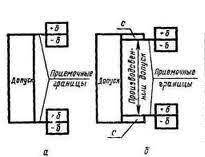
При первом варианте приемочные границы устанавливают совпадающими с нормируемыми предельными значениями проверяемого изделия, т.е возможное влияние погрешности измерения учитывается конструктором при выборе квалитета и вида посадки.
При втором варианте границы устанавливают с введением производственного допуска, т.е. нормируемые предельные значения смещают внутрь допуска с учетом возможного влияния погрешности измерения. Смещение не должно превышать половины нормируемой в стандарте допускаемой погрешности измерения.