5. Влияние различных факторов на усталостную прочность
5.1. Концентрация напряжений Концентратором напряжений является любое резкое изменение геометрии
детали: отверстия, выточки, уступы, галтели, внутренние углы, резьбы, шпоночные канавки и т.п.
Вокрестности концентратора напряжений возникают местные напряжения
max , которые значительно отличаются от номинальных напряжений.
Форму деталей, работающих в условиях циклических напряжений, стремятся сделать как можно более плавной, радиусы закругления во внутренних углах увеличивают, необходимые отверстия располагают в зоне пониженных напряжений.
Основным показателем местных напряжений является теоретический коэффициент концентрации напряжений
|
|
max , |
|
|
max , |
( |
|
, |
|
1) |
|
ном |
|
ном |
|
|
|
|
|
|
|
|
|
|
|
|
max и max – наибольшее местное напряжение;
ном и ном – номинальное напряжение, полученное по формулам
сопротивления материалов без учета концентрации напряжений.
Теоретический коэффициент концентрации не описывает полностью характера изменения местных напряжений и не отражает механические свойства самого материала, в частности его чувствительность к местным напряжениям.
В связи с этим вводится понятие эффективного коэффициента концентрации
напряжений K , K .
В условиях симметричного цикла напряжений (при r 1
|
K |
|
|
1 |
, |
K |
|
|
1 |
, |
( K |
|
, K |
|
1) |
|
|
|
|
|
1k |
1k |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
где 1 , 1 – пределы выносливости гладкого образца;
1k , 1k – пределы выносливости такого же образца, но с концентратором.
В справочной литературе приведены таблицы и графики коэффициентов |
K |
|
, K |
|
|
|
полученные экспериментальным путем для различных видов концентрации напряжений и основных конструкционных материалов
Стальной ступенчатый стержень при растяжении и сжатии
галтели делают так, что бы снизить концентрацию напряжений
Если экспериментальных данных нет, то используют |
эмпирические зависимости, например |
K |
|
1 q( |
|
1) , |
|
|
|
q – коэффициент чувствительности материала к местным напряжениям |
(высокопрочные стали) (чугун)
Чугун совсем не чувствителен к местным напряжениям, он содержит много зерен углерода, которые сами по себе являются концентраторами
5.2. Масштабный эффект Снижение предела выносливости с увеличением размеров детали
получило название масштабного эффекта.
Для числовой оценки масштабного эффекта вводится коэффициент
масштабного фактора
1d , 1d – пределы выносливости образца диаметром d > 7,5 мм
1 , 1 – пределы выносливости стандартного образца d = 7,5 мм
При несимметричных циклах поправка Kd , так же, как и K , вводится только в амплитудную составляющую цикла. Ординаты диаграммы предельных
амплитуд принимают значения a Kd .
K
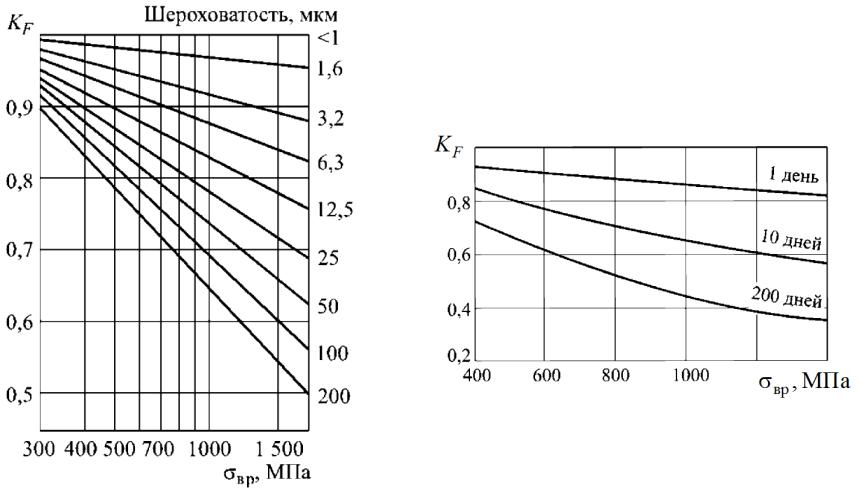
5.3.Влияние качества обработки поверхности
Вбольшинстве деталей усталостное разрушение начинается с поверхности.
Особенности, связанные с обработкой поверхности (точение, шлифование,
полировка), учитываются коэффициентом качества обработки поверхности
|
– предел выносливости серии образцов, имеющих шероховатость в микрометрах |
1 |
по ГОСТ 2789-73 «Шероховатость поверхности. Параметры и характеристики»
|
– предел выносливости тщательно полированных образцов. |
1 |
Шероховатость 12 мкм примерно соответствует тонкой обточке образца на токарном станке. Шероховатости поверхности служат концентраторами напряжений, в которых усталостные трещины зарождаются. Поэтому, чем грубее поверхность детали, тем предел выносливости ниже.
В промышленности для повышения предела выносливости применяются методы поверхностного упрочнения деталей:
–азотирование (насыщение поверхности азотом);
–цементация (насыщение поверхности углеродом);
–поверхностная закалка токами высокой частоты;
–наклеп поверхностного слоя обкаткой роликами или обдувом дробью.
Поверхностная обработка дает двойной эффект:
1) повышается прочность поверхностного слоя, но сохраняется вязкость нижележащих слоев
2) в поверхностном слое создаются остаточные сжимающие напряжения, препятствующие образованию трещины
В результате обработки предел выносливости может увеличиться в несколько раз, а долговечность – в десятки раз.
Эффект поверхностного упрочнения характеризуется коэффициентом Kv