

5.1.24. Хонингование
Хонингование — процесс чистовой абразивной обработки поверхностей, выполняемый мелкозернистыми абразивными брусками, закрепленными в хонинговальной головке (хоне) (рис. 5.21).
Хонингование применяется для обработки внутренних и наружных поверхностей до 7…6-го квалитета точности с шероховатостью Ra = 0,32…0,08 мкм. Этой обработке преимущественно подвергаются внутренние поверхности таких деталей, как гидроцилиндры, орудийные стволы, гильзы цилиндров двигателей внутреннего сгорания и поршневых компрессоров и т. п. Обрабатывают изделия с диаметром отверстий от 3 до 1000 мм и в несколько метров длиной.
Хонинговальная головка (хон) представляет собой инструмент, состоящий из металлической конструкции, несущей абразивные пли алмазные бруски, расположенные по окружности (рис. 5.21). Эти бруски принудительно, специальным механизмом головки раздвигаются по радиусам, постепенно за каждый ход увеличивая обрабатываемый диаметр отверстия.
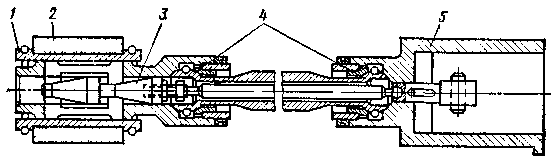
Рис. 5.21. Хон: 1 — корпус; 2 — бруски; 3 — раздвигающие конусы; 4 — шарниры; 5 — шпиндель станка
Бруски вращаются и одновременно перемешаются вдоль оси обрабатываемого цилиндра возвратно-поступательно. Хонинговальные бруски изготавливают из электрокорунда, карбида кремния и алмаза на керамической и бакелитовой связке.
Хонинговальные станки могут иметь горизонтальное или вертикальное расположение шпинделя, совершающего вращательное движение резания v и возвратно-поступательное движение продольной подачи vs относительно обычно неподвижной заготовки. Станки имеют много общего со сверлильными станками.
Зерна бруска при хонинговании образуют неповторяющиеся пересекающиеся винтовые траектории (рис. 5.22), что способствует получению поверхности с высокими эксплуатационными свойствами. Хонингование исправляет погрешности формы отверстия ввиду жесткой конструкции хона, но не исправляет положение оси, так как инструмент имеет шарнирное соединение со шпинделем. Обработка ведется при обильной подаче СОЖ.
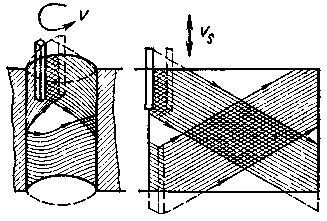
Рис. 5.22. Траектории движения зерен бруска
Общий припуск на хонингование не превышает 0,2 мм. Меняя соотношение v и vs (обычно оно 4:1), можно изменять качество обрабатываемой поверхности.
5.1.25. Суперфиниширование
Для отделки наружных поверхностей чаще применяют суперфиниширование — обработку колеблющимися брусками (рис. 5.23). Бруски закрепляются в головке не жестко, как при хонинговании, а упруго. Добавляется вибрационное движение L бруска вдоль оси с частотой до 50 Гц и амплитудой l = 2…5 мм. Подпружиненный брусок снимает шероховатости поверхности и некоторые погрешности ее предыдущей обработки. Выравнивание поверхности до Ra = 0,16…0,02 мкм приводит к снижению давления бруска на деталь, и процесс обработки прекращается.
Отделке этим технологическим методом подвергаются ролики подшипников и их кольца, шейки коленчатого и распределительного вала, кулачки, калибры, поршни, клапаны и другие ответственные детали (рис. 5.24).
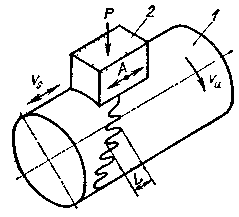
Рис. 5.23. Принцип работы бруска
при суперфинишировании
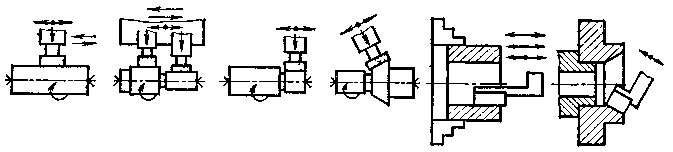
Рис. 5.24. Схемы обработки поверхности
при суперфинишировании
Припуск под суперфиниширование — около 0,01 мм на диаметр.
По сравнению с хонингованием зерна бруска совершают более сложную траекторию, чем обеспечивается более высокое качество поверхности, хотя суперфиниширование и не устраняет макропогрешностей формы, полученных на предыдущей стадии обработки. Здесь средняя траектория движения зерна имеет наклон относительно оси заготовки около 45°, из чего ясно, что окружная скорость заготовки такая же, как и скорость ее возвратно-поступательного перемещения. Бруски (от одного до четырех) — с алмазоносным слоем или абразивные из карбида кремния зеленого либо электрокорунда белого на керамической связке.
Станки одно- и многошпиндельные, центровые и бесцентровые обычно специализированы на обработку конкретной детали.