

3.2. Нагрев металла для обработки давлением
Металлы и сплавы перед обработкой давлением нагревают до определенной температуры для повышения их пластичности и уменьшения сопротивления деформации. Эту температуру называют температурой начала горячей обработки давлением. Однако в процессе обработки температура металла понижается. Минимальная температура, при которой можно производить обработку, называется температурой окончания обработки давлением. Область температур между началом и окончанием обработки, в которой металл или сплав обладает наилучшей пластичностью, наименьшей склонностью к росту зерна и минимальным сопротивлением деформации, называют температурным интервалом горячей обработки давлением.
Температурный интервал обработки давлением выбирают с учетом диаграммы состояния сплава. Желательно, чтобы в этом температурном интервале металл находился в однофазном состоянии. В двух- или многофазном состоянии при низкой пластичности одной из фаз возможно разрушение металла. Исключение представляют доэвтектоидные стали (рис. 3.2), которые при температурах двухфазного состояния между линиями GS и PS обладают достаточной пластичностью. Достаточную пластичность имеют и заэвтектоидные стали выше 750 °С, в которых между линиями ES и SK фиксируется двухфазная структура из аустенита со вторичным цементитом.
Цементит располагается в виде сетки по границам зерен и снижает пластичность стали. Однако после разрушения этой сетки методом обработки давлением сталь восстанавливает свои пластические свойства.
Температурный интервал обработки сплавов зависит от их химического состава. Так из диаграммы железо-углерод видно, что с увеличением количества углерода в стали температурный интервал обработки сужается. Особенно резко при этом снижается температура начала обработки.
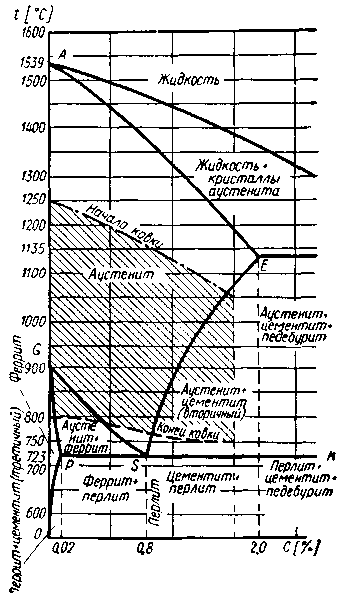
Рис. 3.2. Температурный интервал ковки углеродистых
сталей по диаграмме состояния железо-углерод
При нагреве металлов и сплавов выше температуры начала горячей обработки начинается интенсивный рост аустенитного зерна. Благодаря этому структура становится крупнозернистой, и происходит понижение ее пластических свойств. Сталь с крупнозернистой структурой получается при перегреве. Перегрев является дефектом и его можно устранить отжигом или нормализацией.
При дальнейшем повышении температуры нагрева происходит расплавление легкоплавких составляющих, расположенных по границам зерен. Окисление этих границ кислородом, содержащимся в рабочем пространстве печи, вызывает явление, называемое пережогом. Пережог металла — неисправимый брак, так как при этом наступает полная потеря пластичности металла.
Металл нагреваемой заготовки, соприкасаясь и химически взаимодействуя с печными газами, содержащими кислород (водяной пар и углекислый газ), окисляется и обезуглероживается. При этом на поверхности металла образуется окалина, состоящая из окислов железа. Кроме печных газов на количество образующейся окалины влияют температура нагрева, химический состав металла заготовки и отношение ее поверхности к объему. С повышением отношения поверхности заготовки к ее объему количество окалины возрастает. С увеличением содержания углерода в стали количество окалины при нагреве уменьшается. Уменьшают окалинообразование и некоторые химические элементы — алюминий, хром, кремний. Кроме прямых убытков от угара металла, достигающего 3% при нагреве в пламенных печах, окалина является весьма твердым веществом, увеличивающим износ инструмента. Толщина обезуглероженного слоя металла достигает 1,5…2 мм, что вынуждает увеличивать припуски на механическую обработку для его удаления.
Нагрев должен обеспечить равномерное распределение температуры по сечению и длине заготовки, минимальное обезуглероживание поверхностного слоя и минимальное образование окалины.
Холодные слитки и заготовки, загруженные в печь, нагреваются неравномерно. Вначале нагреваются их наружные слои, а затем по мере выдержки в печи они прогреваются по всему сечению. Наружные слои, нагретые до более высокой температуры, расширяются больше, чем внутренние, поэтому в металле появляются температурные напряжения растяжения. Если температурные напряжения превышают предел прочности металла, то в нем возникают трещины.
Во избежание образования трещин, металл необходимо нагревать с определенной скоростью. Скорость нагрева до заданной температуры зависит от теплопроводности и теплоемкости металла, размеров и формы заготовок, характера расположения заготовок в печи.
Температура окончания процесса горячей обработки давлением не должна быть слишком низкой, так как происходящий при этом процесс упрочнения и снижения пластичности может вызвать образование трещин. Эта температура не должна быть и чрезмерно высокой вследствие опасности получения крупнозернистой структуры.
Если сталь или сплав имеет структурные и фазовые превращения, то в области перекристаллизации при термической обработке зерно можно измельчить. Если же такие превращения отсутствуют, то зерно остается таким, каким оно было получено после обработки давлением.
В зависимости от сечения и химического состава заготовки ее охлаждение после горячей обработки давлением может производиться либо на воздухе, либо медленно в теплоизолирующих средах (песке, шлаке и др.) или в печи. Заготовки крупного сечения и заготовки из легированных сталей, предрасположенных к образованию макро- и микротрещин водородного происхождения, охлаждают медленно.