

3.7. Ковка
3.7.1. Основные операции свободной ковки
Ковкой называют процесс горячей обработки металлов давлением, при котором путем многократного и прерывистого действия инструмента металл пластически деформируется, постепенно приобретая заданные форму, размеры и свойства.
Ковку называют свободной потому, что при деформировании металл течет свободно в направлениях, не ограниченных поверхностями инструмента. Свободная ковка является рациональным и экономически выгодным процессом изготовления качественных изделий в условиях мелкосерийного и индивидуального производства. Свободной ковкой изготовляют поковки, масса которых составляет от нескольких десятков граммов до 300 т и более. Все поковки, масса которых превышает 1 т, изготовляют только свободной ковкой.
Свободную ковку разделяют на ручную, применяемую для штучного изготовления поковок небольшой массы, и машинную, осуществляемую с помощью молотов и прессов.
Основными операциями свободной ковки являются осадка, протяжка, прошивка, гибка, закручивание, рубка и кузнечная сварка.
Осадка (рис. 3.14, а) — уменьшение высоты заготовки с одновременным увеличением ее поперечных размеров. Заготовки, в которых отношение высоты к диаметру или меньшей стороне сечения больше 2,5, осаживать не рекомендуется во избежание возможного продольного искривления. Осадку выполняют для получения из заготовки малого сечения поковки с большим поперечным сечением, а также для улучшения структуры и механических свойств металла поковок, в том числе для выравнивания свойств вдоль и поперек оси поковок. Поковки дисков, шестерен и аналогичных им деталей изготовляют только осадкой. Осадку производят бойками или осадочными плитами.
Высадка (рис. 3.14, б) является разновидностью осадки, при которой увеличивается поперечное сечение части заготовки с одновременным уменьшением ее продольных размеров.
Протяжка (рис. 3.14, в) — увеличение длины заготовки с одновременным уменьшением ее поперечных размеров. Протяжку применяют для изготовления валов различного назначения, тяг, рычагов, колонн и т. д. Протяжку выполняют в верхнем и нижнем плоских, верхнем плоском и нижнем вырезном и в обоих вырезных бойках.
Разновидности протяжки: раскатка (рис. 3.14, г) и протяжка на оправке (рис. 3.14, д). При раскатке происходит увеличение наружного и внутреннего диаметров прошитой заготовки за счет последовательного (по участкам) уменьшения толщины ее стенки. Инструментами для раскатки служат плоский боек, оправка и люнет.
При протяжке осаженная и прошитая заготовка, надетая на оправку, протягивается в нижнем вырезном и верхнем плоском или в обоих вырезных бойках.
Раскаткой делают кольца, венцы зубчатых шестерен и другие подобные поковки, а протяжкой на оправке — обечайки, сосуды высокого давления, стволы артиллерийских орудий и другие поковки.
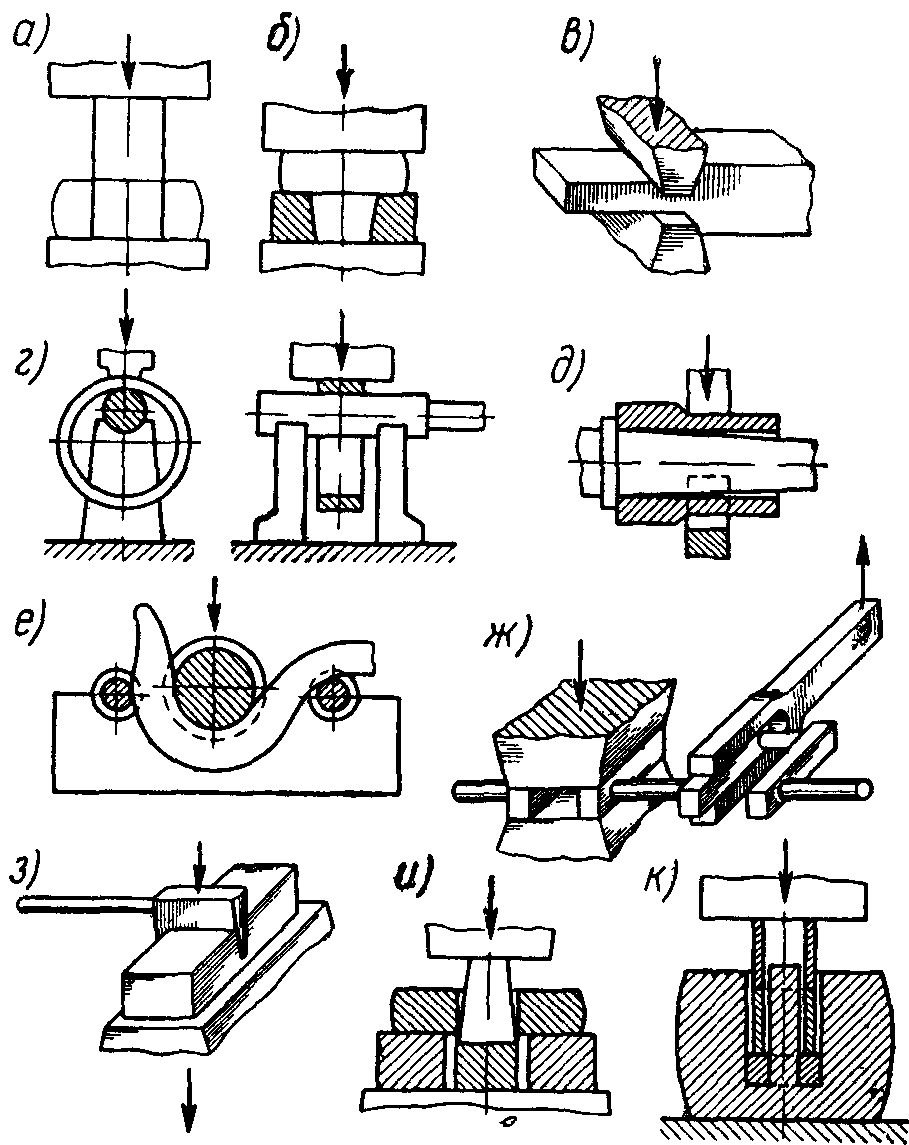
Рис. 3.14. Схемы основных операций свободной ковки
Гибка (рис. 3.14, е) — придание заготовке изогнутой формы по требуемому контуру. Гибку осуществляют в подкладных штампах и приспособлениях.
Закручивание (рис. 3.14, ж) — поворот вокруг продольной оси одной части заготовки относительно другой на заданный угол. Закручивание осуществляют вручную или с помощью крана воротками или вилками. Наиболее часто закручивание применяют при изготовлении коленчатых валов.
Рубка (рис. 3.14, з) — отделение одной части поковки или заготовки от другой. Рубку осуществляют топорами для удаления лишних концов поковок или для разделения длинной поковки на более короткие части. Разновидность рубки — вырубка, при которой часть металла в поковке или заготовке удаляется по замкнутому контуру.
Прошивка (рис. 3.14, и, к) — образование отверстия в заготовке вследствие вытеснения металла. Прошивка может служить самостоятельной операцией для образования отверстия, либо подготовительной операцией для последующей раскатки или протяжки заготовки на оправке. Отверстия диаметром до 400…500 мм прошивают сплошным прошивнем с применением подкладного кольца, а отверстия с диаметром более 300…900 мм прошивают полым прошивнем, применяя в случае большой высоты заготовки, надставки.