

3.4.3. Инструмент и оборудование для прокатки
Инструментом для прокатки являются валки, которые в зависимости от прокатываемого профиля могут быть гладкими (рис. 3.5, а), применяемыми для прокатки листов, лент и т. п., ступенчатыми, например, для прокатки полосовой стали, и ручьевыми (рис. 3.5, б) для получения сортового проката. Ручьем называют вырез на боковой поверхности валка, а совокупность двух ручьев образует калибр (рис. 3.5, в). Каждая пара ручьевых валков обычно образует несколько калибров.
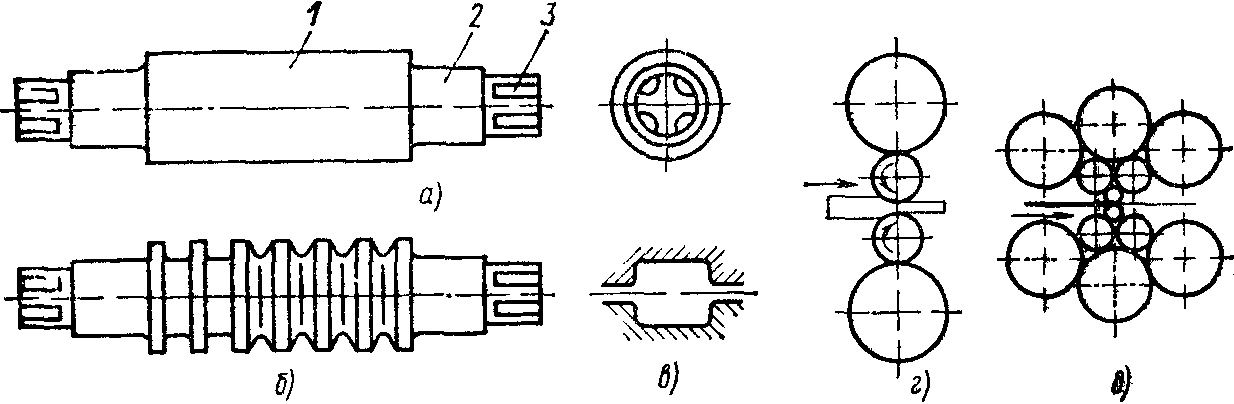
Рис. 3.5. Инструмент для прокатки:
а — гладкий валок; б — ручьевой валок; в — калибр;
г — расположение валков в четырехвалковой клети;
д — то же, в 12-валковой клети
Валки состоят из рабочей части — бочки 1, шеек 2 и трефы 3. Шейки валков вращаются в подшипниках, которые у одного из валков могут перемещаться специальным нажимным механизмом для изменения расстояния между валками и регулирования взаимного расположения их осей.
В зависимости от назначения валки изготовляют из чугуна или стали. Мягкие валки, т. е. валки с небольшой твердостью, отливают из чугуна в земляные формы. Такие валки используют при горячей черновой прокатке стали. Твердые валки отливают из чугуна в металлические формы, либо изготовляют из кованой стали. Эти валки используют при прокатке листов и сортового металла. Особо твердые валки применяют для холодной прокатки листов. Их изготовляют из кованой стали, легированной хромом, никелем, молибденом и некоторыми другими элементами. Для обеспечения высокой твердости такие валки подвергают поверхностной закалке.
Листовую, полосовую сталь и ленту прокатывают в гладких цилиндрических валках (рис. 3.5, а). Сортовую сталь прокатывают в ручьевых валках (рис. 3.5, б). Вырезы-ручьи в паре валков образуют калибр.
Калибры бывают открытые и закрытые (рис. 3.5, в). В зависимости от назначения калибры подразделяют на обжимные, черновые и чистовые. Обжимные или вытяжные калибры (прямоугольные, ромбические, квадратные и овальные) предназначены для уменьшения сечения прокатываемого металла. Черновые, или подготовительные, калибры используют для постепенного приближения поперечного сечения прокатываемой заготовки к готовой форме. Чистовые калибры имеют форму, которая обеспечивает получение соответствующего готового профиля.
Комплект прокатных валков со станиной называют рабочей клетью; последняя вместе со шпинделем для привода валков, шестеренной клетью для передачи вращения с одного на два вала, редуктором, муфтами и электродвигателем образуют рабочую линию стана.
Рабочие клети по числу и расположению валков могут быть двухвалковые; четырехвалковые (рис. 3.5, г), у которых два валка рабочих и два опорных; многовалковые (рис. 3.5, д), у которых также два валка рабочих, а остальные — опорные. Использование опорных валков позволяет применять рабочие валки малого диаметра, благодаря чему увеличивается вытяжка и снижается усилие деформирования.
Прокатные станы могут быть одноклетьевыми (с одной рабочей клетью) и многоклетьевыми.
Наиболее совершенные многоклетьевые станы — непрерывные, у которых рабочие клети располагают последовательно одну за другой. Прокатываемая полоса через каждую клеть проходит только один раз, т. е. число рабочих клетей этих станов равно требуемому числу проходов полосы. Расстояние между клетями обычно меньше длины прокатываемой полосы, следовательно, она прокатывается одновременно в нескольких клетях. На непрерывных станах достигается высокая производительность при полном исключении ручного труда.
По назначению прокатные станы подразделяют на станы для производства полупродукта и станы для выпуска готового проката. К первой группе относят обжимные станы для прокатки слитков в полупродукт крупного сечения (блюминги, дающие заготовки квадратного сечения с размерами сторон от 450450 до 150150 мм, называемые блюмами, для сортового проката, и слябинги, дающие заготовки прямоугольного сечения с максимальной толщиной до 350 мм и шириной до 2300 мм, называемые слябами, для листового проката) и заготовочные для получения полупродукта квадратного сечения от 150150 до 6060 мм, которые направляют на средне- и мелкосортные либо на проволочные станы.
К станам для производства готового проката относят сортовые, листовые, трубные и специальные. Размер блюмингов, слябингов, заготовочных и сортовых станов характеризуется диаметром бочки валков (например: блюминг 1500; сортовой стан 350); размер листовых станов — длиной бочки (например: стан 3600), а размер трубопрокатных станов — наружным диаметром прокатываемых труб.