

1.3. Анизотропия кристаллов
В разных плоскостях кристаллической решетки атомы расположены с различной плотностью, и поэтому свойства кристаллов в разных направлениях различны. Такое различие называется анизотропией
Все кристаллы анизотропны. Степень анизотропности может быть значительной. Исследования монокристалла (единичного кристалла) меди в различных направлениях показали, что предел прочности в изменяется от 118 до 353 Мн/м2 (от 12 до 36 кГ/мм2), а удлинение от 10 до 55%.
В металлах, состоящих из большого количества по-разному ориентированных мелких анизотропных кристаллов (поликристалл), свойства во всех направлениях одинаковые (усредненные). Эта кажущаяся независимость свойств от направления называется квазиизотропией (ложной изотропией).
Если в структуре металла создается одинаковая ориентировка кристаллов, то появляется анизотропия (например, различные механические свойства вдоль и поперек прокатки).
1.4. Кристаллизация металлов
В жидком металле атомы находятся в состоянии непрерывного движения и в их расположении нет такого порядка, как в твердом металле.
При переходе металла из жидкого состояния в твердое происходит так называемый процесс кристаллизации.
Кристаллизация состоит из двух процессов:
зарождения мельчайших частиц кристаллов (зародышей или центров кристаллизации) и роста кристаллов из этих центров (рис. 1.4).
Рост кристаллов заключается в том, что к зародышам присоединяются все новые атомы из жидкого металла. В начале кристаллизации кристаллы растут свободно, сохраняя правильную геометрическую форму. Но это происходит только до момента встречи растущих кристаллов. В месте соприкосновения кристаллов рост отдельных их граней прекращается и развиваются не все, а только некоторые грани кристаллов. В результате кристаллы не имеют правильной геометрической формы. Такие кристаллы называют кристаллитами или зернами. Обычно говорят, что металл имеет мелкозернистое или крупнозернистое строение.

Рис. 1.4. Последовательные этапы процесса
кристаллизации
Величина зерен зависит от числа центров кристаллизации и скорости роста кристаллов. Чем больше центров кристаллизации, тем больше кристаллов будет образовываться в данном объеме и каждый кристалл (зерно) будет меньше. На образование центров кристаллизации влияет скорость охлаждения. Чем больше скорость охлаждения металла, тем больше возникает в нем центров кристаллизации и зёрна получаются мельче. Это подтверждается на практике - в тонких сечениях литых изделий, охлаждающихся более быстро, металл всегда получается более мелкозернистым, чем в толстых массивных литых изделиях, охлаждающихся медленнее. Однако не всегда можно регулировать скорость охлаждения.
Наиболее прогрессивным методом получения мелкого зерна при затвердевании металла является создание искусственных центров кристаллизации. Для этого в расплавленный металл вводят специальные вещества, называемые модификаторами, в связи с чем и сам процесс искусственного регулирования размеров зерен получил название модифицирования,
Форма растущих кристаллов определяется составом сплава, наличием примесей и условиями охлаждения. В большинстве случаев при кристаллизации металлов механизм образования кристаллов носит так называемый дендритный характер.
Дендритная кристаллизация характеризуется тем, что рост зародышей происходит с неравномерной скоростью. После образования зародышей их развитие идет, главным образом, в тех направлениях, в которых скорость теплоотвода максимальна. В этих направлениях образуется как бы ствол будущего кристалла — так называемая ось (или ветвь) первого порядка. На рис. 1.5 показан рост его, который происходит путем кристаллизации на нем все новых и новых атомных слоев из жидкости.
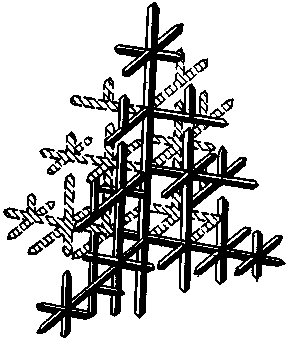
Рис. 1.5. Схема дендрита
В дальнейшем от осей первого порядка под определенными углами начинают расти новые оси, которые называются осями второго порядка; от ветвей второго порядка растут ветви третьего порядка и т. д.
По мере кристаллизации образуются ветви более высокого порядка (четвертого, пятого, шестого и т. д.), которые постепенно заполняют все промежутки, ранее занятые жидким металлом.
Дендритный механизм кристаллизации определяется более высокой теплопроводностью твердого металла (осей дендрита) по сравнению с жидким расплавом. В условиях, при которых не хватает жидкого металла для заполнения пространства между осями, например при затвердевании последних объемов слитка, дендритное строение выявляется весьма отчетливо.