

3.4.4. Производство бесшовных и сварных труб
Бесшовные трубы прокатывают диаметром 30…650 мм с толщиной стенки от 2 до 160 мм, сварные — диаметром от 5 до 2500 мм. Материалом для производства труб могут быть как углеродистые, так и легированные стали, цветные металлы.
Используются заготовки диаметром 50…60 мм и массой 0,6…3 т. Процесс прокатки состоит из двух основных операций: прошивки отверстия в слитке или заготовке на прошивном стане и прокатки прошитой заготовки на пилигримном, автоматическом реверсивном стане дуо или на непрерывном стане.
Перед прошивкой заготовку нагревают в методической печи до температуры горячей обработки давлением и направляют на прошивочный стан с двумя бочкообразными валками, оси которых расположены под углом 10…15° друг к другу (см. рис. 3.6). Таким образом, при прошивке отверстия используется принцип поперечно-винтовой прокатки.
Оба рабочих валка вращаются в одном направлении. Для удержания заготовки между рабочими валками имеются две направляющие линейки или заменяющие их холостые валки.
При вращении рабочих валков вращающаяся заготовка втягивается в зону деформации. Так как по мере продвижения заготовки зазор между валками уменьшается, то окружная скорость металла на ее поверхности возрастает. Это приводит к скручиванию заготовки, уменьшению ее диаметра и появлению в металле больших внутренних напряжений, в результате чего металл в центре заготовки доводится до состояния разрыхления и сравнительно легко прошивается оправкой.
Рассмотрим прокатку трубной заготовки, установленной на оправку, на пилигримном стане. Рабочие валки этого стана (рис. 3.7, а) вращаются в разные стороны с одинаковой скоростью. При этом направление движения заготовки, вызванное валками, обратно направлению подачи заготовки. Валки имеют переменный профиль, вследствие чего размеры калибра в свету непрерывно изменяются при каждом обороте валков.
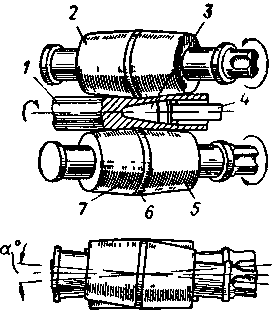
Рис. 3.6. Схема прошивки заготовки на стане
косой прокатки: 1 — заготовка, 2 — валки, 3 — оправка,
4 — стержень, 5 — конус раскатки, 6 — калибровочный пояс; 7 — конус прошивки
При максимальном размере калибра заготовка с оправкой продвигается в валки на величину подачи (положение I). При дальнейшем вращении валков размеры калибра уменьшаются и валки производят обжатие заготовки (положение II), которая вместе с оправкой перемещается назад (положение III). После того как валки сделают полный оборот, заготовку поворачивают вокруг оси на 90° и подают снова в валки для обжатия. Этот цикл повторяется до получения трубы. На станах пилигримной прокатки получают трубы диаметром 48…605 мм и выше при толщине стенки 2,25…50 мм и длине до 30 м.
Прокатку прошитых заготовок на автоматическом стане производят на неподвижной оправке в круглых калибрах (рис. 3.7, б). Толщина стенки трубы зависит от просвета между калибром и оправкой. При получении требуемой толщины стенки наружный диаметр трубы уменьшается. Прокатку независимо от толщины стенки выполняют за два прохода с поворотом трубы на 90° после первого прохода.
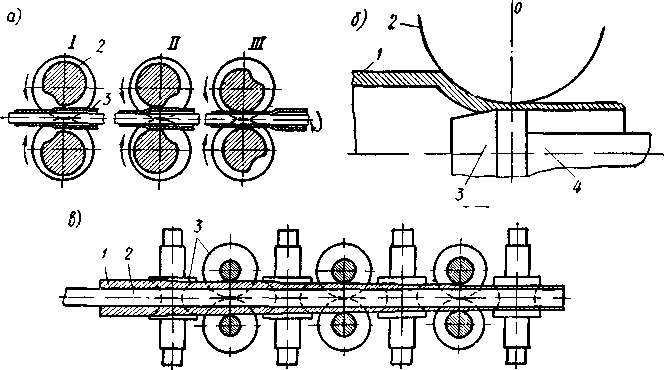
Рис. 3.7. Схемы прокатки бесшовных труб:
а — на пилигримном стане; 1 — трубная оправка;
2 — пилигримные валки; 3 — прокатываемая труба;
б — на автоматическом стане: 1 — гильза; 2 — верхний валок; 3 — оправка; 4 — стержень оправки;
в — на непрерывном стане: 1 — гильза; 2 — трубная
оправка; 3 — валки
На автоматическом стане изготовляют трубы диаметром 57…400 мм при толщине стенки 3…30 мм.
Прокаткой на непрерывных станах (рис. 3.7, в) получают трубы диаметром 29…108 мм и толщиной стенки 8…12 мм из катаной заготовки диаметром 90…140 мм, прошитой на стане косой прокатки обычного типа. Прокатка производится на оправке. После прокатки и извлечения оправки трубу подогревают и прокатывают без оправки на непрерывном редукционном стане, имеющем 10…32 клети.
Сварные трубы из низкоуглеродистых и низколегированных сталей изготавливают из прокатанных полос, называемых штрипсами, или листов, ширина которых равна длине диаметра (или половине диаметра) трубы. Процесс производства трубы включает в себя формовку плоской заготовки в трубу, сварку (печную, электрическую, газовую, высокочастотную и др.), правку, калибровку.
Печной сваркой получают трубы небольшого диаметра до 10…114 мм и толщиной 2…5 мм из низкоуглеродистой стали. Процесс включает в себя нагрев полос в газовой печи до 1300…1350 °С, формовку нагретого участка в сварочной воронке и обжатие со значительной пластической деформацией. Процесс осуществляется на непрерывных станах со скоростью до 200 м/мин.
Большое распространение при производстве труб большого диаметра для магистральных трубопроводов получил способ с применением электросварки под флюсом.
Производят сварные трубы с прямыми и спиральными швами. По первой технологии из листа формируют трубную заготовку, затем ее сваривают с наложением наружного и внутреннего швов. При производстве труб со спиральным швом в качестве исходной заготовки используют ленту, которую сворачивают по спирали в трубу нужного диаметра и затем сваривают по кромке наружным и внутренним швами. Прочность, а главное надежность, труб со спиральным швом выше, чем с прямым.