

3.4.5. Производство специальных видов проката
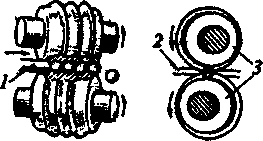
Профили специального назначения, производимые методами прокатки, отличаются большим разнообразием. Многие из них производятся не на металлургических, а на машиностроительных предприятиях. Все их можно отнести к двум группам: периодический и специальный прокат. Как правило, все разновидности специальных профилей производят на станах поперечной либо поперечно-винтовой прокатки. Принцип прокатки периодических профилей, служащих заготовками для других видов обработки, заключается в применении валков, периодически смещающихся по мере продвижения заготовки. Большую группу заготовок производят на станах поперечно-винтовой прокатки: шары для подшипниковой промышленности (рис. 3.8), заготовки для шатунов двигателей, ролики, ребристые трубы, вагонные оси, цельнокатаные вагонные колеса, зубчатые колеса и др.
Рис. 3.8. Прокатка шаров: 1 – заготовка; 2 - ограничители; 3 – прокатные валки |
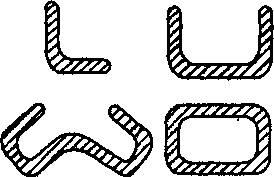
Рис. 3.9. Виды гнутых профилей |
Применение специальных технологий и оборудования для производства ряда изделий прокаткой взамен традиционно существующих методов позволяет резко увеличить производительность и повысить качество изделий.
Поперечное сечение горячекатаных профилей очень часто оказывается существенно завышено по сравнению с требованиями расчета и конструктивными особенностями изделия. Поэтому во многих случаях более рациональным является применение гнутых профилей, изготавливаемых в холодном состоянии на роликовых листогибочных станах. Заготовкой для производства гнутых профилей является горяче- и холоднокатаная полоса или лента. Процесс профилирования прокаткой является непрерывным и заключается в изменении формы поперечного сечения полосы при сохранении толщины, равной толщине исходной ленточной заготовки.
Высокая производительность процесса (до 3 м/с) наряду с существенным снижением массы элементов определяет широкое применение гнутых профилей в автомобильной и авиационной промышленности, машиностроении и строительстве.
На рис. 3.9 представлены примеры закрытых и открытых гнутых профилей. Процесс профилирования прокаткой легко совмещается со сваркой, пробивкой отверстий, окраской и другими технологическими процессами.
3.5. Волочение
Волочение — процесс протягивания обрабатываемой заготовки через постепенно сужающееся отверстие в инструменте, называемом волокой или матрицей. Исходным материалом для волочения является горячекатаный сортовой прокат различного поперечного сечения (круглого, квадратного, шестигранного), проволока, трубы из стали, цветных металлов и сплавов.
В результате волочения поперечное сечение заготовки уменьшается, а ее длина увеличивается. Волочение применяют для получения тонкой проволоки диаметром 0,002…5 мм, тонкостенных труб, фасонных профилей (рис. 3.10), а также для калибровки, т. е. для придания точных размеров и высокого качества поверхности материала изделия.
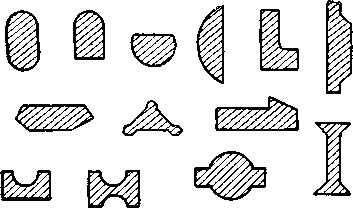
Рис. 3.10. Профили, изготовляемые волочением
Инструмент для волочения (рис. 3.11) состоит из обоймы 2, в которую вставлена волока 1. Волока имеет по длине четыре характерные зоны: I — входную, или смазочную, с углом около 40°; II — рабочую, или деформирующую, с углом 10…24°; III — калибрующую, обычно цилиндрической формы, и IV — выходную с углом 45…60°. Угол рабочей зоны волоки зависит от вида изделия и свойств металла. Волоку обычно крепят в обойме и изготовляют из углеродистых и легированных сталей с последующей цементацией и закалкой для волочения крупных прутков и труб или из твердых сплавов и алмазов для волочения очень тонкой проволоки.
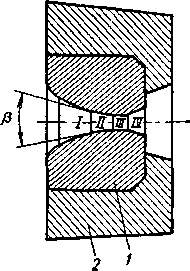
Рис. 3.11. Инструмент для волочения
На рис. 3.12 представлены схемы волочения прутков и труб. Трубы обрабатывают волочением несколькими способами: на длинной оправке, движущейся вместе с трубой (рис. 3.12, б), для значительного уменьшения толщины стенки; на неподвижной оправке (рис. 3.12, в) для уменьшения внешнего диаметра и толщины стенки; без оправки (рис. 3.12, г) для уменьшения внешнего диаметра.
Во всех случаях, для того чтобы осуществить волочение, необходимо заострить конец заготовки или трубы, продвинуть в волоку, зажать выступающий конец захватами машины и приложить соответствующее усилие. Степень деформации при волочении не превышает обычно 30…35%.

Рис. 3.12. Схемы волочения:
а — прутка; б — трубы на длинной подвижной
оправке, в — трубы на короткой неподвижной оправке; г — трубы без оправки
Обычно при волочении коэффициент вытяжки составляет 1,25…1,30 и может достигать 1,8 (например, при волочении труб на оправке). Если волочение невозможно осуществить за один проход вследствие большого обжатия, то назначают несколько последовательных проходов через ряд волок.
Для уменьшения трения (усилия волочения), а также для улучшения качества поверхности и повышения стойкости волок с поверхности заготовок удаляют окалину и ржавчину путем электрохимического или химического травления. После травления заготовки промывают водой.
На поверхность заготовок, предназначенных для последовательного волочения через несколько волок, наносят подсмазочный слой.
В качестве смазок используют минеральные и растительные масла, животные жиры, мыло, графит и некоторые эмульсии.
Волочение металла осуществляют в холодном состоянии, вследствие чего металл упрочняется. В большинстве случаев упрочнение готового изделия снимается отжигом. При многократном волочении для восстановления пластических свойств металла эту операцию применяют между отдельными протяжками.
Волоку изготовляют из инструментальных сталей, металлокерамических сплавов и технических алмазов (для волочения проволоки диаметром менее 0,2 мм). Волочение производят на барабанных и цепных волочильных станах. Барабанные станы служат для волочения проволоки, труб небольшого диаметра, наматываемых в бунты. На цепных станах тянущее устройство совершает прямолинейное возвратно-поступательное движение. Такие станы применяют для волочения прутков и труб, которые нельзя наматывать в бунты.