

4.3. Свариваемость металлов и сплавов
Свариваемость — свойство металла или сочетания металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия.
Свариваемость материалов оценивают степенью соответствия заданных свойств сварного соединения одноименным свойствам основного металла и их склонностью к образованию таких сварочных дефектов, как трещины, поры, шлаковые включения и др. По этим признакам материалы разделяют на хорошо, удовлетворительно и плохо сваривающиеся. Многие разнородные материалы, особенно металлы с неметаллами, не вступают во взаимодействие друг с другом. Такие материалы относятся к числу практически несваривающихся.
Свариваемость материалов в основном определяется типом и свойствами структуры, возникающей в сварном соединении при сварке. При сварке однородных металлов и сплавов в месте соединения, как правило, образуется структура, идентичная или близкая структуре соединяемых заготовок. Этому случаю соответствует хорошая свариваемость материалов. При сварке разнородных материалов в зависимости от различия их физико-химических свойств в месте соединения образуется твердый раствор с решеткой одного из материалов либо химическое или интерметаллидное соединение с решеткой, резко отличающейся от решеток исходных материалов. Механические и физические свойства твердых растворов, особенно химических или интерметаллидных соединений, могут значительно отличаться от свойств соединяемых материалов. Такие материалы относятся к удовлетворительно сваривающимся. Если образуются хрупкие и твердые структурные составляющие в сварном соединении, то в условиях действия сварочных напряжений возможно возникновение трещин в шве или околошовной зоне. В последнем случае материалы относятся к категории плохо сваривающихся.
4.4. Термические виды сварки
В настоящее время около 70% всех сварочных работ выполняются методами плавления. Для плавления применяют следующие источники теплоты: дуговые, плазменно-дуговые, электронно- и ионно-лучевые, световые, индукционные, электрошлаковые и др.
4.4.1. Источники теплоты при дуговой сварке
Источником теплоты при дуговой сварке служит электрическая дуга, которая горит между электродом и заготовкой. В зависимости от материала и числа электродов, а также способа включения электродов и заготовки в цепь электрического тока различают следующие способы дуговой сварки: сварка неплавящимся (графитным или вольфрамовым) электродом 1 дугой прямого действия (рис. 4.1, а), при которой соединение выполняется путем расплавления только основного металла 3 либо с применением присадочного металла 4; сварка плавящимся (металлическим) электродом 1 дугой прямого действия 2 (рис. 4.1, б) с одновременным расплавлением основного металла 3 и электрода, который пополняет сварочную ванну жидким металлом; сварка косвенной дугой 5 (рис. 4.1, в), горящей между двумя, как правило, неплавящимися электродами 1; при этом основной металл 3 нагревается и расплавляется теплотой столба дуги; сварка трехфазной дугой 6 (рис. 4.1, г), при которой дуга горит между электродами 1, а также между каждым электродом и основным металлом 3.
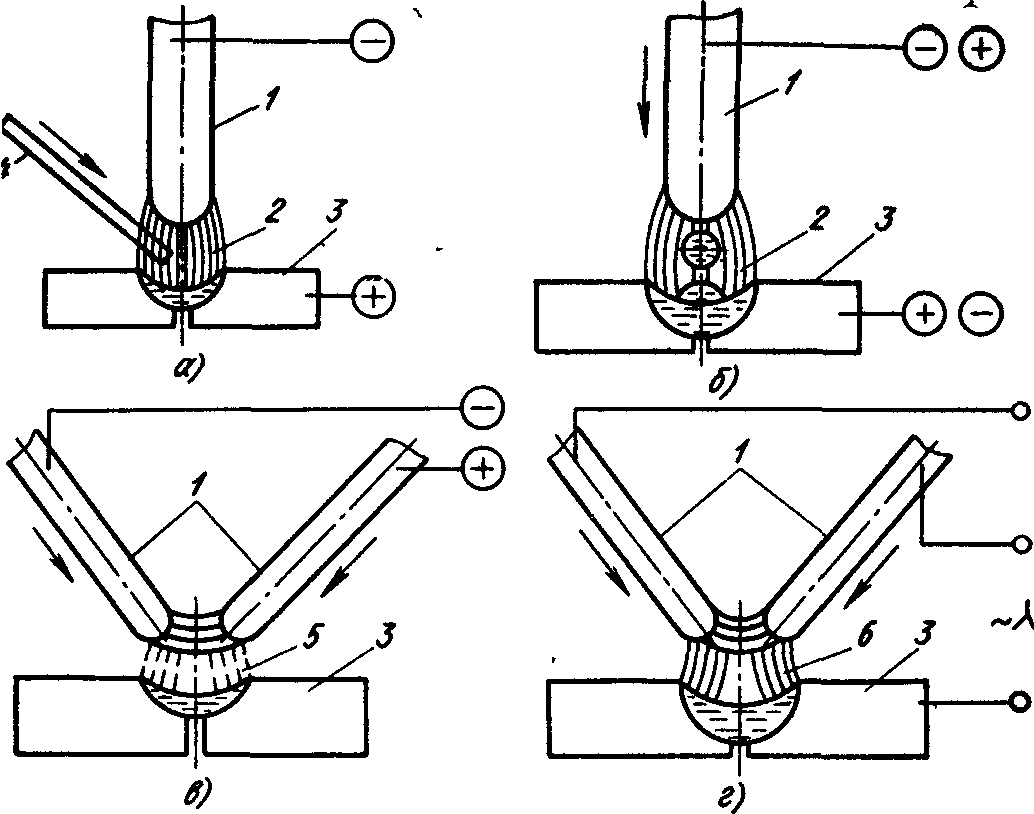
Рис. 4.1. Схемы дуговой сварки
Питание дуги осуществляется постоянным или переменным током. При применении постоянного тока различают сварку на прямой и обратной полярностях. В первом случае электрод подключают к отрицательному полюсу (катод), во втором — к положительному (анод).
При обычных условиях газовый промежуток между электродами является неэлектропроводным. Газы и пары различных материалов могут проводить электрический ток только тогда, когда в них появляются заряженные частицы-ионы и электроны. Поэтому дуговой промежуток, в котором происходит дуговой разряд, должен быть ионизирован.
Зажигание дуги производится при мгновенном соприкосновении электрода с изделием. В момент короткого замыкания сварочной цепи происходит быстрый разогрев места контакта электрода с изделием. Нагрев конца электрода и металла изделия при протекании тока короткого замыкания сопровождается образованием легко ионизирующихся паров металла и компонентов покрытия. Они заполняют дуговой промежуток в момент отрыва электрода от изделия.
Движущиеся под действием электрического поля электроны взаимодействуют с нейтральными молекулами паров и газов, в результате чего образуются положительные и отрицательные ионы и электроны. При этом дуговой промежуток из диэлектрика превращается в проводник.
Температура столба дуги зависит от материала электрода и состава газов в дуге, а температура катодного и анодного пятен приближается к температуре кипения металла электродов. Эти температуры для дуги покрытого стального электрода составляют соответственно ~6000 и ~3000 К. При этом в анодной области дуги, как правило, выделяется значительно больше тепловой энергии, чем в катодной.
Однако не вся мощность дуги полностью расходуется на нагрев и расплавление электрода и основного металла, часть ее теряется в результате теплоотдачи в окружающую среду.
Для обеспечения устойчивости горения сварочной дуги необходимо, чтобы ее основные параметры (ток и напряжение) находились в определенной зависимости друг от друга. Графическое изображение этой зависимости при работе в статическом режиме (состояние установившегося равновесия) называют статической, или вольтамперной, характеристикой дуги (рис. 4.2).

Рис. 4.2. Статическая характеристика дуги при
постоянных длине дуги и диаметре электрода
Кривую статической характеристики дуги можно разделить на три области. В области I увеличение тока до 80 а вызывает резкое падение напряжения на дуге. Дугу с падающей характеристикой практически не используют в сварочной технике вследствие малой устойчивости. В области II статическая характеристика носит жесткий характер. Увеличение тока от 80 до 800 а не изменяет напряжения дуги. Оно практически остается постоянным. Это объясняется тем, что площадь сечения столба дуги и активных пятен растет пропорционально току, поэтому плотность тока и падение напряжения во всех участках этой области сохраняются постоянными. Для этой области напряжение на дуге не зависит от тока и его можно с достаточной точностью выразить уравнением Фрелиха:
Uд = а + blд
где а — коэффициент, характеризующий суммарное падение напряжения в катодной и анодной областях; для стальных электродов а = 10…12, для угольных или графитных а =
= 35…38; b — коэффициент, характеризующий падение напряжения на 1 мм длины столба дуги; для воздушной среды
b = 2…2,5 в/мм; lд —длина дуги, мм.
Таким образом, напряжение, необходимое для возбуждения дуги, зависит: от рода тока (постоянный или переменный), длины дугового промежутка, материала электрода и свариваемых кромок, покрытия электродов и ряда других факторов. Значения напряжений, обеспечивающих возникновение дуги в дуговых промежутках, равных 2...4 мм, находятся в пределах 40...70 В.
Дугу с жесткой статической характеристикой очень широко применяют в сварочной технике. Область II характерна для электрических дуг ручного и автоматического процессов.
Вольтамперная характеристика дуги при ручной дуговой сварке низкоуглеродистой стали (рис. 4.3) представлена в виде кривых а (длина дуги 2 мм) и б (длина дуги 4 мм). Кривые в (длина дуги 2 мм) и г (длина дуги 4 мм) относятся к автоматической сварке под флюсом при высоких плотностях тока.

Рис. 4.3. Вольтамперная характеристика дуги
В области III увеличение тока в электроде приводит к повышению напряжения дуги. Это объясняется тем, что дальнейшее увеличение плотности тока в электроде выше достигнутого невозможно, так как площадь пятна на торце электрода становится равной площади этого торца.
Таким образом, дальнейшее повышение плотности тока, проходящего через электрод, в данных условиях возможно только при повышении напряжения дуги. Этим и объясняется возрастающая форма статической характеристики дуги в области III. Дугу с возрастающей статической характеристикой широко используют при сварке под флюсом и в защитных газах.
Источники тока для питания сварочной дуги должны иметь специальную внешнюю характеристику. Внешней характеристикой источника называется зависимость напряжения на его выходных клеммах от тока в электрической цепи. Внешние характеристики могут быть следующих основных видов: падающая 1, пологопадающая 2, жесткая 3 и возрастающая 4 (рис. 4.4, а). Источник тока выбирают в зависимости от вольтамперной характеристики дуги, соответствующей принятому способу сварки.
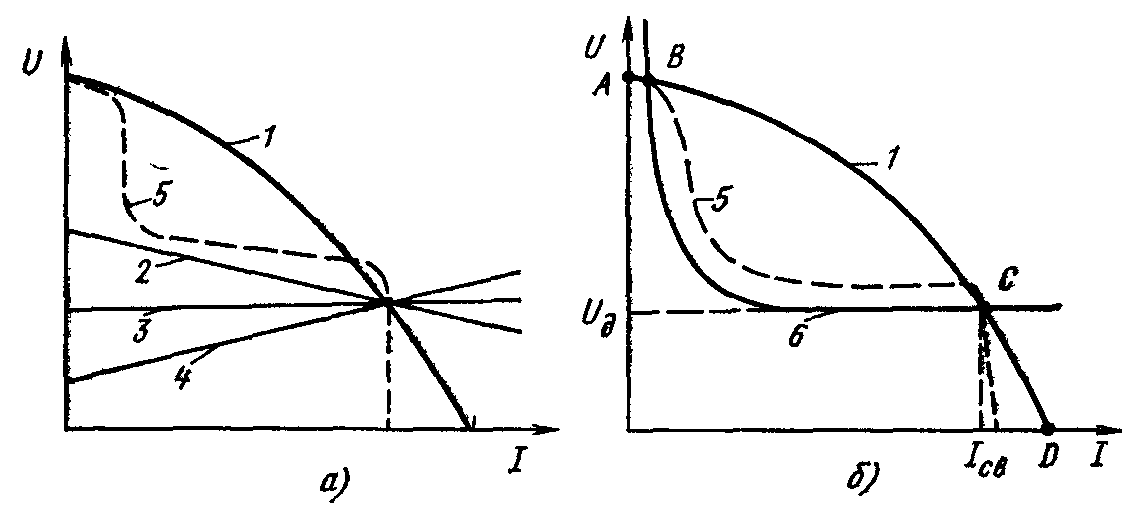
Рис. 4.4. Внешние характеристики источников
сварочного тока (а) и соотношение характеристик дуги и падающей характеристики источника тока при сварке (б)
Для питания дуги с жесткой характеристикой применяют источники с падающей или пологопадающей внешней характеристикой (ручная дуговая сварка, автоматическая под флюсом, сварка в защитных газах неплавящимся электродом). Режим горения дуги определяется точкой пересечения характеристик дуги 6 и источника тока 1 (рис. 4.4, б). Точка С соответствует режиму устойчивого горения дуги, точка А — режиму холостого хода в работе источника тока в период, когда дуга не горит и сварочная цепь разомкнута. Режим холостого хода характеризуется повышенным напряжением (60…80 В). Точка D соответствует режиму короткого замыкания при зажигании дуги и ее замыкании каплями жидкого электродного металла. Короткое замыкание характеризуется малым напряжением, стремящимся к нулю, и повышенным, но ограниченным током.
Источники сварочного тока с падающей характеристикой необходимы для облегчения зажигания дуги за счет повышенного напряжения холостого хода, обеспечения устойчивого горения дуги и практически постоянной проплавляющей способности дуги, так как колебания ее длины и напряжения (особенно значительные при ручной сварке) не приводят к значительным изменениям сварочного тока, а также для ограничения тока короткого замыкания, чтобы не допустить перегрева токоподводящих проводов и источников тока. Наилучшим образом приведенным требованиям удовлетворяет источник тока с идеализированной внешней характеристикой 5 (рис. 4.4).
Для обеспечения устойчивости горения дуги с возрастающей характеристикой применяют источники сварочного тока с жесткой или возрастающей характеристикой (сварка в защитных газах плавящимся электродом и автоматическая под флюсом током повышенной плотности).
Для питания сварочной дуги применяют источники переменного тока (сварочные трансформаторы) и источники постоянного тока (сварочные выпрямители и генераторы). Источники переменного тока более распространены, так как обладают рядом технико-экономических преимуществ. Сварочные трансформаторы проще в эксплуатации, значительно долговечнее и обладают более высоким КПД, чем выпрямители и генераторы постоянного тока. Однако постоянный ток предпочтителен в технологическом, отношении: при его применении повышается устойчивость горения дуги, улучшаются условия сварки в различных пространственных положениях, появляется возможность вести сварку на прямой и обратной полярностях и т. д. Последнее вследствие большего тепловыделения в анодной области дуги позволяет проводить сварку сварочными материалами с тугоплавкими покрытиями и флюсами.