

5. Основы размерной обработки заготовок деталей машин
Эксплуатационные свойства машин и механизмов в значительной мере определяются точностью изготовления деталей, качеством их рабочих поверхностей. Под точностью изготовления понимают отклонение фактических геометрических размеров и формы поверхности (неплоскостность, конусообразность, перекос и неперпендикуляpнocть осей и т. д.) от предельных значений, указанных в рабочих чертежах. Качество поверхности характеризуется ее шероховатостью, величиной и знаком остаточных напряжений в поверхностном слое, ее структурой и химическим составом. Требования точности и качества назначает конструктор на основе эксплуатационных требований к детали и рекомендаций ГОСТа. Несоблюдение заданных требований точности и качества детали в процессе ее изготовления может стать причиной снижения эксплуатационных свойств, надежности машин и их преждевременного выхода из строя. Рассмотренные в предыдущих разделах способы формообразования деталей методами литья, обработки давлением и способы с применением сварки по своим технологическим возможностям не в состоянии обеспечить заданную точность, необходимую для изготовления большинства деталей машин и механизмов. Поэтому полученные указанными методами изделия используются в качестве заготовок. Эти заготовки изготавливают несколько больших размеров с технологическим припуском. Наличие припуска позволяет методами размерной обработки получать деталь требуемой точности путем управляемого съема металла припуска. Чем точнее изготовлена заготовка, тем меньше требуемая величина припуска и тем ниже трудоемкость последующей размерной обработки заготовки.
Все способы размерной обработки деталей классифицируют по виду используемой энергии на механические, физико-химические и комбинированные.
Задачей всех способов размерной обработки является получение деталей требуемых размеров, формы и качества поверхностей, отвечающих требованиям чертежа, и с максимальной производительностью.
5.1. Основы механической обработки резанием
Обработка резанием является универсальным методом размерной обработки. Метод позволяет обрабатывать поверхности деталей различной формы и размеров с высокой точностью из наиболее используемых конструкционных материалов. Он обладает малой энергоемкостью и высокой производительностью. Вследствие этого обработка резанием является основным, наиболее используемым в промышленности процессом размерной обработки деталей.
Под обработкой материалов резанием понимают механическую обработку, заключающуюся в образовании новых поверхностей путем деформирования и последующего отделения слоев припуска, т. е. путем снятия стружки инструментами, которые называют режущими.
Стружка, таким образом, представляет собой деформированный и отделенный от обрабатываемой детали слой припуска.
Обрабатываемой деталью (заготовкой) называют деталь, обрабатываемую на данной технологической операции.
Обработанной деталью в отличие от обрабатываемой называют деталь, подвергшуюся обработке на данной технологической операции.
Технологической операцией при обработке резанием называют все выполняемые на данном станке действия, связанные с обработкой одной или нескольких деталей.
Припуск на обработку — слой металла, удаляемый при обработке.
В процессе срезания припуска на детали различают характерные поверхности: обрабатываемую, обработанную и поверхность резания.
Обрабатываемой поверхностью называют исходную поверхность обрабатываемой детали, которая частично или полностью удаляется при обработке.
Обработанная поверхность — это поверхность, полученная на детали в результате обработки.
Поверхностью резания называют поверхность, описываемую режущей кромкой инструмента в движении резания. В большинстве случаев она является переходной между обрабатываемой и обработанной поверхностями, существует только во время резания и исчезает после окончания обработки.
Для того чтобы инструмент мог резать, он должен углубиться в обрабатываемую деталь и перемещаться относительно детали с определенной скоростью и в определенном направлении. Это общее относительное движение заготовки и инструмента в процессе резания называют движением резания. Оно обеспечивается сложением простых движений, сообщаемых инструменту и обрабатываемой детали механизмами станка. Совокупность определенного количества и взаимного расположения простых движений, составляющих движение резания, называют кинематической схемой резания.
В зависимости от числа и характера сочетаемых простых движений различают восемь групп кинематических схем резания: 1) одно прямолинейное движение; 2) два прямолинейных движения; 3) одно вращательное движение; 4) одно вращательное и одно прямолинейное движение; 5) два вращательных движения; 6) два прямолинейных и одно вращательное движение; 7) два вращательных и одно прямолинейное движение; 8) три вращательных движения. Кинематические схемы резания определяют метод обработки, вид станка и режущего инструмента.
Наиболее распространена обработка с одним прямолинейным или с одним прямолинейным и одним вращательным движением. Так, при обработке на строгальных станках (рис. 5.1, в) резец движется относительно детали прямолинейно. В зависимости от типа станка это движение получает или резец, или обрабатываемая деталь. Прямолинейное перемещение инструмента относительно детали реализуется также в процессе протягивания (рис.5.1, д). В процессе точения (рис. 5.1, а), сверления (рис. 5.1, б) и фрезерования (рис. 5.1, г) сочетаются одно вращательное движение и одно поступательное. Вращательное движение сообщается или детали (точение), или режущему инструменту (фрезерование). Поступательное перемещение придают инструменту (точение, сверление) или детали (фрезерование). При сверлении вращается и поступательно движется только сверло (обработка на сверлильных станках), если вращается деталь, а сверло поступательно перемещается, то сверление выполняют на токарных станках.
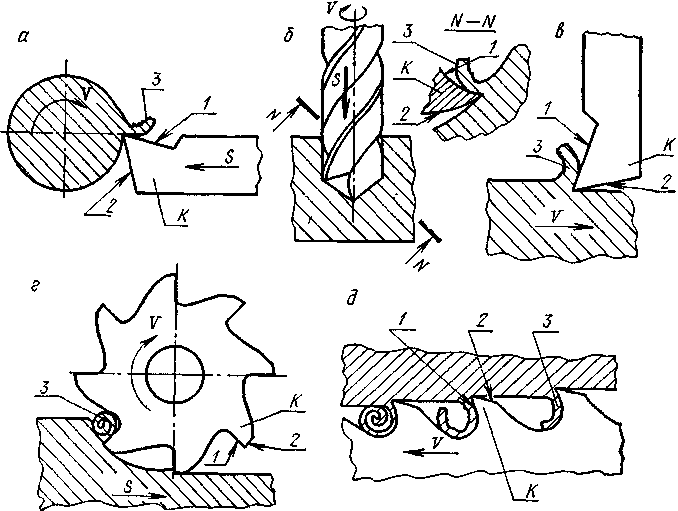
Рис. 5.1. Основные виды обработки резанием:
а — точение; б — сверление; в — строгание;
г — фрезерование; д — протягивание; 1 — передняя поверхность; 2 — задняя поверхность режущего клина К;
3 — стружка
В зависимости от того, какое из простых движений сообщают детали, а какое инструменту, определяется тип станка. Сущность метода обработки от этого не зависит и устанавливается только кинематической схемой резания, а также соотношением скоростей простых движений резания.
Простое составляющее движение, имеющее наибольшую скорость, называют главным движением, а его скорость — скоростью главного движения, которую в соответствии с принятой терминологией будем называть просто скоростью резания. Это движение необходимо для превращения срезаемого слоя металла в стружку. Чтобы процесс резания осуществлялся непрерывно (точение) или повторялся периодически (строгание), дополнительно необходимо еще одно простое движение — движение подачи. Скорость движения подачи во много раз меньше скорости резания, и ее принято называть просто подачей. Геометрическую сумму скоростей главного движения и подачи называют истинной скоростью резания, которую можно определить так же, как скорость движения резания рассматриваемой точки режущей кромки инструмента. Истинную скорость резания и другие условия выполнения процесса резания, характеризуемые значениями его параметров, называют режимом резания, а скорость резания, подачу и другие элементы условий выполнения процесса — элементами режима резания.