

4.6.4. Сварка взрывом
Сварку взрывом можно отнести к видам сварки с оплавлением при кратковременном нагреве на воздухе, так как на отдельных участках наблюдаются зоны металла, нагретые до оплавления, однако на других участках температура может быть невысока, и здесь процесс приближается к холодной сварке.
Большинство технологических схем сварки основано на использовании направленного (кумулятивного) взрыва (рис. 4.16). Соединяемые поверхности двух заготовок 4 и 3, в частности пластин, одна из которых неподвижна и служит основанием, располагают под углом α друг к другу на расстоянии h0. На заготовку 3 укладывают взрывчатое вещество 2 толщиной Н, а со стороны, находящейся над вершиной угла, устанавливают детонатор 1.Сваривают на жесткой опоре. Давление, возникающее при взрыве, сообщает импульс расположенной под зарядом пластине. Детонация взрывчатого вещества с выделением газов и теплоты происходит с большой скоростью (несколько тысяч метров в секунду).
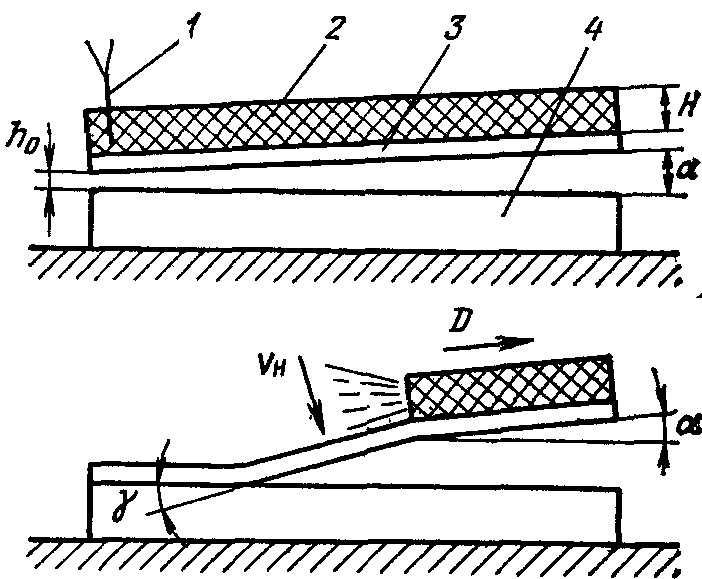
Рис. 4.16. Схема сварки взрывом
В месте соударения метаемой пластины с основанием образуется угол γ, который перемещается вдоль соединяемых поверхностей. При соударении из вершины угла выдуваются тонкие поверхностные слои, оксидные пленки и другие загрязнения. Соударение пластин вызывает течение металла в их поверхностных слоях. Поверхности сближаются до расстояния действия межатомных сил взаимодействия, и происходит схватывание по всей площади соединения. Продолжительность сварки взрывом не превышает нескольких микросекунд.
Прочность соединений, выполненных сваркой взрывом, выше прочности соединяемых материалов. Разрушение при испытании происходит на некотором расстоянии от плоскости соединения по наименее прочному металлу. Это объяснятся упрочнением тонких слоев металла, прилегающих к соединенным поверхностям, при их пластической деформации.
Сварку взрывом используют при изготовлении заготовок для проката биметалла, плакирования поверхностей конструкционных сталей металлами и сплавами с особыми физическими и химическими свойствами, при сварке заготовок из разнородных материалов.
4.6.5. Магнитоимпульсная сварка
Соединение образуется в результате соударения соединяемых частей, вызванного воздействием импульсного магнитного поля. Детали устанавливают так, чтобы свариваемые поверхности находились внахлестку под углом друг к другу и с зазором между ними. Магнитная катушка образует магнитное поле. Его силовые линии пересекают одну из деталей и индуцируют в ней вихревые токи. Последние создают собственное магнитное поле вокруг детали. Взаимодействие магнитных полей катушки и детали приводит к отталкиванию детали от катушки. В результате возникает сила, которая придает ускорение этой детали в направлении второй. При их соударении достигается давление, необходимое для сварки. Кратковременностью действия импульса, динамическим характером процесса магнитоимпульсная сварка напоминает сварку взрывом. Строение металла в зоне контакта после сварки этими методами тоже имеет много общего. Так, в обоих случаях соединение получается волнистым. Очевидно, схожим должен быть и механизм удаления оксидной пленки и образования металлических связей. Длительность импульсов при магнитоимпульсной сварке и сварке взрывом составляет 10…100 мкс, т. е. они примерно одинаковы, однако давление при сварке взрывом на порядок выше.
Кроме сварки деталей из одинаковых металлов возможна сварка разнородных материалов, таких, как алюминий — медь, алюминий — коррозионностойкая сталь, цирконий — коррозионностойкая сталь. Кроме того, магнитоимпульсная сварка (по сравнению со сваркой взрывом) проще с точки зрения соблюдения техники безопасности.