

3.10.2. Формоизменяющие операции листовой штамповки
Формоизменяющими операциями называют такие, при помощи которых из плоской заготовки получают детали пространственной формы.
К основным формоизменяющим операциям относят гибку, вытяжку, отбортовку, обжим и формовку.
Гибка — операция, в результате которой изменяется направление оси заготовки (рис. 3.24, а). Деформация заготовки при гибке происходит в зоне изгиба. Сечение заготовки в зоне деформации при гибке искажается (рис. 3.24, б). Это особенно заметно при гибке узких образцов.
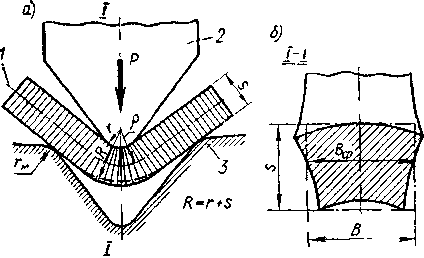
Рис. 3.24. Схема процесса гибки а и искажение
сечения заготовки б: 1 — нейтральный слой;
2 — пуансон; 3 — матрица
При проектировании технологического процесса гибки основными параметрами являются: внутренний радиус гибки, положение нейтрального слоя, пружинение, усилие гибки, а также расположение плоскости гибки относительно направления волокон материала.
Минимальное значение внутреннего радиуса гибки r зависит от пластичности материала и устанавливается обычно опытным путем по предельно-допустимым деформациям волокон растянутого слоя при условии отсутствия трещин.
В
местах изгиба внешние слои заготовки
растягиваются, а внутренние сжимаются.
Между ними находится нейтральный слой,
длина которого равна длине исходной
плоской заготовки. В месте изгиба он
не проходит по средней линии заготовки,
а смещается в сторону меньшего радиуса
гибки. Чем меньше отношение внутреннего
радиуса гибки r
к толщине заготовки
s,
тем больше смещение
нейтрального слоя от средней линии
заготовки. При
![]() смещением обычно пренебрегают и считают,
что нейтральный слой совпадает со
средней линией.
смещением обычно пренебрегают и считают,
что нейтральный слой совпадает со
средней линией.
Пластическая деформация при гибке сопровождается упругой деформацией, поэтому форма детали после гибки не соответствует форме штампа. Это несоответствие называют пружинением и его следует учитывать при проектировании штампов. Пружинение зависит от механических свойств и толщины материала, радиуса гибки, формы детали, типа штампа и других факторов. Величина пружинения оценивается углом пружинения, который представляет собой разность между углом детали после гибки и углом гибочного пуансона.
Вытяжкой (рис. 3.25) называют операцию, при которой плоская заготовка превращается в полое изделие или полуфабрикат. По характеру формоизменения вытяжка может быть без утонения и с утонением стенок.
Вытяжка без утонения происходит без заметного изменения толщины стенок [зазор z = (l,l…l,3)s]. В результате сложного напряженного состояния при вытяжке создается некоторая неравномерность толщины стенки: у дна она меньше, а у открытого конца больше толщины плоской заготовки.
Таким образом, опасным является сечение стенки, прилегающее ко дну выше места сопряжения, где металл вследствие незначительной степени деформации почти не упрочнен, а величина утонения достигает 10…25%. При вытяжке без утонения стенки цилиндрического стакана (рис. 3.25) из плоской заготовки пуансон втягивает заготовку в зазор между пуансоном и матрицей, а наружный диаметр заготовки непрерывно уменьшается.
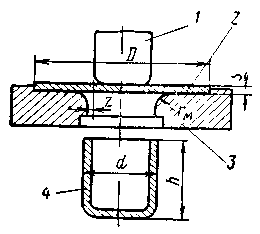
Рис. 3.25. Схема вытяжки цилиндрического стакана:
1 — пуансон, 2 — заготовка; 3 — вытяжная матрица, 4 — деталь
При глубокой вытяжке тонколистового материала часто возникают гофры (складки), нарушающие нормальный ход процесса. Для предотвращения складкообразования часть заготовки, находящаяся за контуром вытяжного пуансона, должна быть прижата.
Для получения полых деталей, у которых толщина стенки меньше толщины дна, применяют вытяжку с утонением стенки. В этом случае зазор между пуансоном и матрицей должен быть меньше толщины заготовки. Увеличение высоты изделия происходит в основном за счет уменьшения толщины стенки без значительного изменения диаметров полой заготовки. Вытяжку с утонением ведут из полой заготовки, полученной вытяжкой без утонения или, начиная с первой операции, из плоской заготовки получают полуфабрикат с меньшей толщиной стенки.
Вследствие упрочнения металла при вытяжке пластичность его понижается, следовательно, степень деформации при последующих операциях вытяжки должна приниматься меньшей. Для восстановления пластических свойств между операциями вытяжки применяют промежуточные отжиги полуфабрикатов.
Отбортовкой называют образование бортов по замкнутому наружному контуру листовой заготовки или вокруг заранее пробитых (технологических) отверстий. Схема отбортовки отверстия приведена на рис. 3.26.
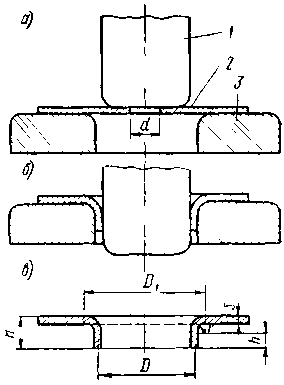
Рис. 3.26. Схема отбортовки отверстия:
а — начало процесса, б —конец процесса, в — готовая
деталь, 1 – пуансон, 2 — полуфабрикат, 3 - матрица
Отбортовку применяют в основном для образования горловин у плоских деталей, необходимых для нарезания резьбы, сварки или сборки, а также вместо вытяжки с последующей обрезкой дна. При отбортовке отверстий уменьшается толщина материала, особенно у края горловины.
Обжимом называют операцию уменьшения диаметра трубной или вытянутой полой заготовки. Получаемая при обжиме конфигурация зависит от формы штампа. Диаметр заготовки может быть уменьшен не более чем на 20…30%. При большем уменьшении образуются складки. Размеры заготовки для обжима рассчитывают, исходя из равенства поверхностей заготовки и детали.
Формовкой называют операцию, при которой изменяется форма заготовки в результате растяжения отдельных ее участков при сохранении конфигурации наружного контура детали. Формовка происходит за счет местного утонения материала. Примером применения формовки может служить изготовление ребер жесткости, местных выступов и т.п.