

7.5. Револьверные сверлильные головки
Эти головки применяются на сверлильных станках, когда необходимо обрабатывать отверстия в заготовке последовательно несколькими инструментами. Чаще всего головки имеют четыре или шесть позиций. Обычно в головке устанавливаются сменные шпиндели, которые располагают в технологическом порядке, т.е. в соответствии с очередностью выполнения перехода в данной операции. Это дает возможность без остановки и переналадки станка производить сверление ступенчатых отверстий, подрезку торцов, снятие фасок, зенкерование, развертывание и т.п.
Такие головки получали широкое распространение в мелкосерийном производстве. Повышение производительности обработки происходит за счет сокращения вспомогательного времени на смену инструмента и на управление станком. Позиционные головки работают в комплекте с кондуктором. Проектируют головки с автоматическим или ручным поворотом шпинделя в следующую позицию.
На рис. 89 представлена головка с автоматическим поворотом рабочего шпинделя в вертикальное положение без остановки станка /53/.
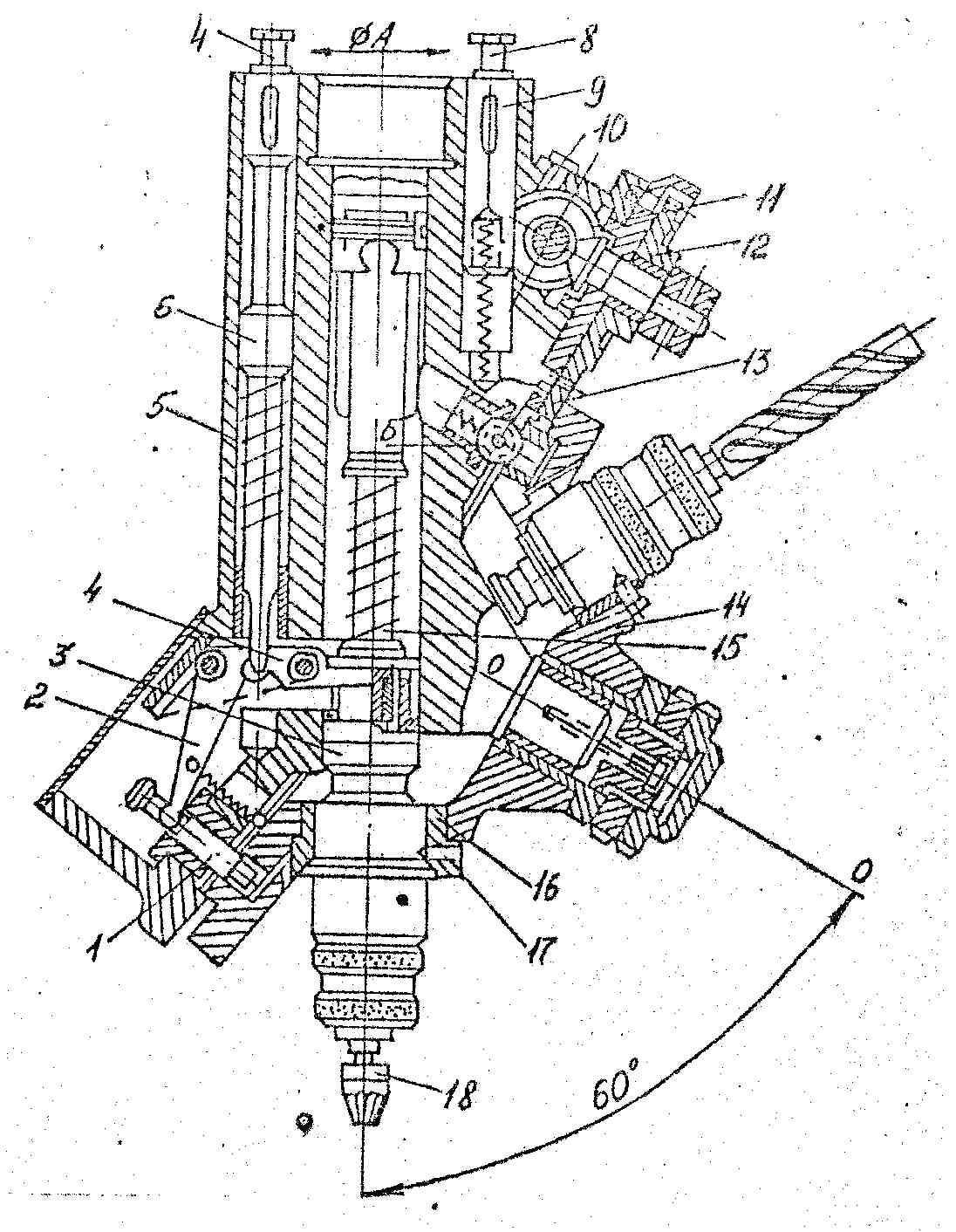
Рис. 89. Сверлильная револьверная головка
Головка центрируется поверхностью диаметра А и закрепляется клеммным зажимом на пиноли вертикально-сверлильного станка. Вращение сменному шпинделю, находящемуся в рабочей позиции, передается от шпинделя станка через передник, валик 15 и муфту 3 с торцовыми шлицами. Поворот головки и установление следующего шпинделя в рабочее положение осуществляется следующим образом: при подъеме головни регулировочный болт 7 упирается в торец шпиндельной бабки и начинает перемещать вниз стержень 6, который, нажимает на рычаг 4. Рычаг, поднимая муфту 3 и рабочий шпиндель, перестает вращаться. Затем стержень 6 нажимает на рычаг 2, который, поворачиваясь, выводит фиксатор 1 из втулки. При дальнейшем подъеме регулировочный болт 8 упирается в торец шпиндельной бабки и опускает стержень 9 с зубчатой рейкой. Рейка вращает зубчатое колесо 10, которое через пару конических зубчатых колес 11 и храповой механизм, в свою очередь, поворачивает зубчатое колесо 12 и находящееся с ним в зацеплении зубчатое колесо 13; последнее поворачивает корпус 14 с соответствующим шпинделем в вертикальное рабочее положение. Шариковый фиксатор Б предварительно фиксирует положение головки.
При перемещении вниз механизм головки работает в обратной последовательности и фиксатор 1 под действием пружины фиксирует точное положение поворотной чести головки и шпинделя с инструментом 18. Корпус головки не может повернуться в обратную сторону, т.к. храповой механизм работает вхолостую. Пружина, установленная на валике 15, включает муфту 3, и шпиндель начинает вращаться, производя соответствующий переход.
Наибольший диаметр сверла, устанавливаемого в сменном шпинделе головки, составляет 15 мм. Сменные шпиндели расположены йод углом 30° к плоскости разъема корпусов 5 и 14 и веером под углом 60° к оси вращения 0-0 поворотного корпуса 14 головки. Сменные шпиндели крепятся винтом I7 во втулка 16, запрессованной в корпусе 14.
Позиционная головка с ручным поворотам с постоянными шпинделями изображена на рис. 90 /53/.
Корпус 1 головки закрепляется на пиноли сверлильного станка. Вращение от шпинделя станка через хвостовик передается на переходник 2, валик 3 с торцовыми шлицами и муфту 8, соединенную со шпинделем головки 11, на конусном конце которого закрепляется патрон с инструментом. Шпиндели размещаются на поворотном корпусе 13. Корпус 13 вместе со шпинделями поворачивается относительно оси валиков 12. Поворот осуществляется следующим образом.
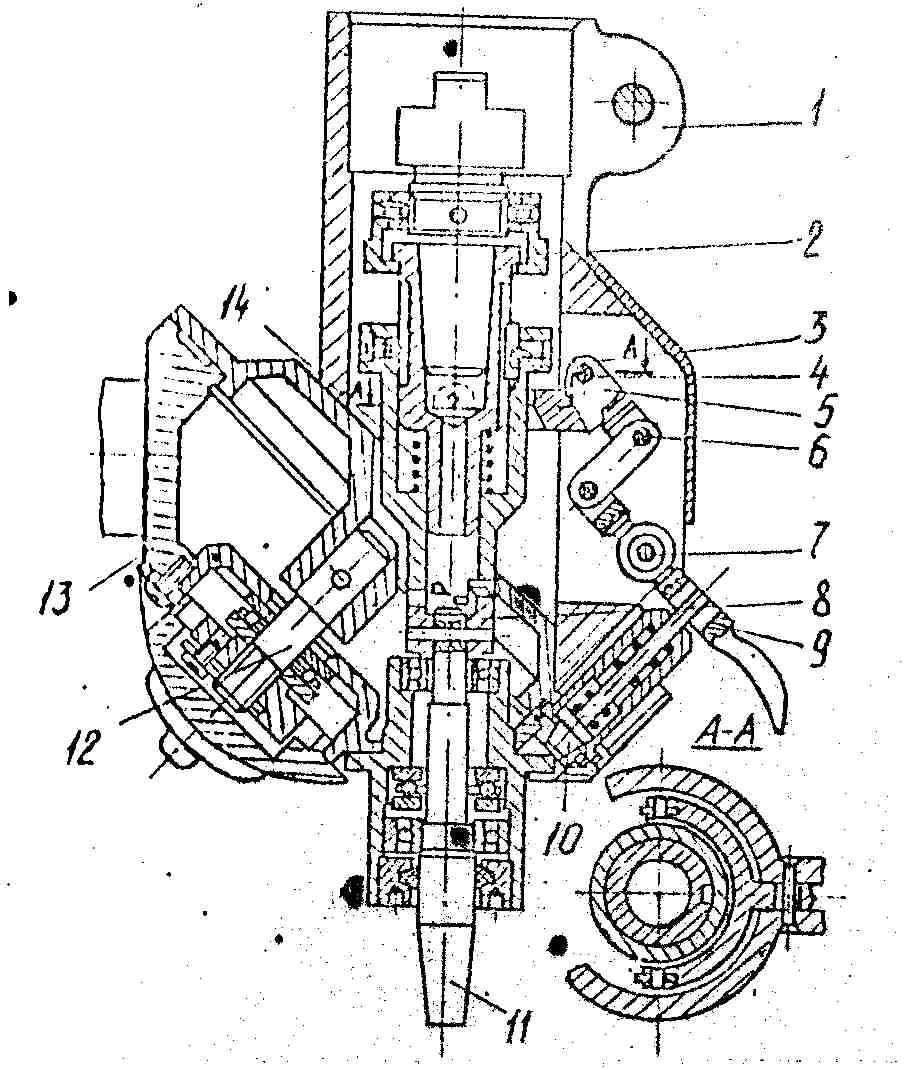

Рис. 90. Сверлильная револьверная головка
При нажиме снизу на рукоятку рычаг 9 поворачивается на оси 7, при этом фиксатор 10 выходит из гнезда поворотного корпуса 13 и перемещает серьгу 6 вниз, которая поворачивает на оси 4 вилку 5. Вилка поднимает валик 3 и разъединяет муфту 8. Затем производит поворот головки в следующую позицию. Опуская рычаг 9, фиксатор 10 точно определяет вертикальное положение рабочего шпинделя, а пружина 14 соединяет муфту 8.