

4.2.3. Применение упругого инструмента для проведения ппд
Идея поверхностного пластического деформирования может реализовываться инструментом несколько иной конструкции, которую можно условно назвать упругой /18/. В частности, эффективным является метод обработки металлической щеткой (рис. 30).

Рис. 30. Схема обработки деталей металлической щеткой:
1 - деталь; 2 - щетка
Щетки, используемые в качестве инструмента, характеризуются высокой стойкостью и низкой стоимостью. Они бывают цилиндрическими, торцевыми, с залитой ступенчатой частью, комбинированными. От обрабатывающих лезвийных инструментов - иглофрез - металлические щетки отличаются более высоким коэффициентом заполнения, существенно большей длиной свободного вылета ворса и меньшей толщиной проволоки.
Обработка деталей вращающимися металлическими щетками позволяет механизировать и автоматизировать целый ряд ручных трудоемких операций, значительно облегчает условия труда и улучшает качество деталей. Данный метод целесообразно применять для черновой обработки поверхности.
Схема статического ППД деталей с цилиндрической поверхностью с помощью цилиндрической пружины представлена на рис. 31.
В подшипниках 2 корпуса 1 установлен вал 3, на котором размещен деформирующий инструмент в виде цилиндрической пружины 4. Наружный диаметр пружины не кратен диаметру обрабатываемой цилиндрической поверхности детали 5.

Рис. 31. Схема ППД деталей цилиндрической пружиной
Сила деформирования создается в результате взаимодействия корпуса с упругим элементом 6. Обработку ППД осуществляют при вращении детали. При этом сам инструмент вращается за счет контактного трения.

Рис. 32. Вращающийся дисковый упрочняющий инструмент с плоскими пружинами
Недостатком таких пружинных деформирующих инструментов для ППД является то, что они предназначены, в основном, для обработки наружных цилиндрических поверхностей вращения. Более широкими возможностями обладает вращающийся дисковый упрочняющий инструмент с плоскими пружинами для обработки плоских и цилиндрических фасонных поверхностей (рис. 32). Этот инструмент имеет деформирующие утолщения 1, расположенные на концах отрезков 2 пружинной проволоки. Последние жестко закреплены на вращающемся диске 3, в результате чего деформирующие утолщения взаимодействуют с обрабатываемой поверхностью детали 4.
При проектировании инструментов для отделочно-упроч-няющей обработки ППД было предложено установить на дисковой державке свернутую в кольцо цилиндрическую пружину. Благодаря этому наружные части витков пружины стали играть роль деформирующих элементов. На рис. 33 показан вращающийся пружинный инструмент для динамического упрочнения ППД, а на рис. 34 - схема взаимодействия динамического пружинного инструмента с обрабатываемой поверхностью детали..
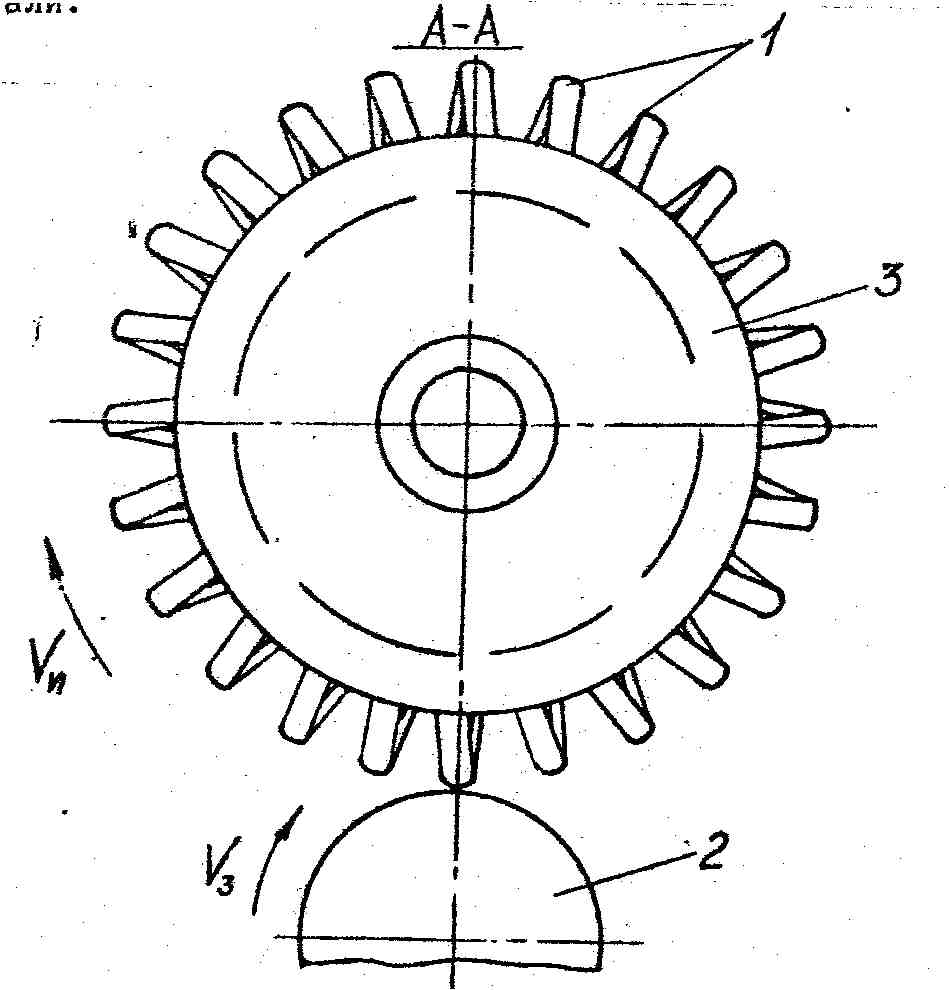


Рис. 33. Вращающийся пружинный инструмент для
динамического упрочнения
При такой обработке рабочее вращение передается от электродвигателя через редуктор и подшипниковый узел на дисковую державку 3, на наружной поверхности которой закреплена свернутая в кольцо цилиндрическая пружина. Отдельные витки 1 пружины при рабочем вращении державки инструмента играют роль деформирующих элементов, которые взаимодействуют с обрабатываемой поверхностью вращающейся детали 2, установленной на токарно-винторезном станке. Упрочняющий инструмент, расположенный на суппорте станка, имеет защитный кожух.
Особенностью контактного взаимодействия совокупности деформирующих элементов с обрабатываемой поверхностью детали является осуществление динамического удара с проскальзыванием. При этом на обработанной поверхности формируется микрорельеф в виде своеобразных каплевидных слоев обработки, которые, обеспечивая хорошее смазывание, повышают работоспособность.

Рис. 34. Схема взаимодействия динамического пружинного
инструмента с обрабатываемой поверхностью детали
Методы поверхностного пластического деформирования, представленные в денном разделе заменяют традиционные методы финишной обработки алмазно-абразивным инструментом. Они обеспечивают равные с ним качественно-точно-стные характеристики и позволяют повысить долговечность и надежность изделий за счет дополнительного наклепа поверхностного слоя, что само по себе является положительным фактором и должно способствовать внедрению этих методов. В ситуации, когда станочный парк малых предприятий невелик, а его структура тяготеет к использованию токарных, фрезерных и сверлильных станков, данное направление, позволяющее значительно расширить технологические возможности этих станков, становится в ряде случаев незаменимым.