

5.3.2. Переналаживаемые зажимные патроны
Многочисленные конструкции зажимных приспособлений для токарных станков окатывают большинство производственных ситуаций. Наибольший интерес применительно к условиям малых предприятий представляют переналаживаемые приспособления. На рис. 56 представлен автоматический самоцентрирующий зажимной патрон /33/.
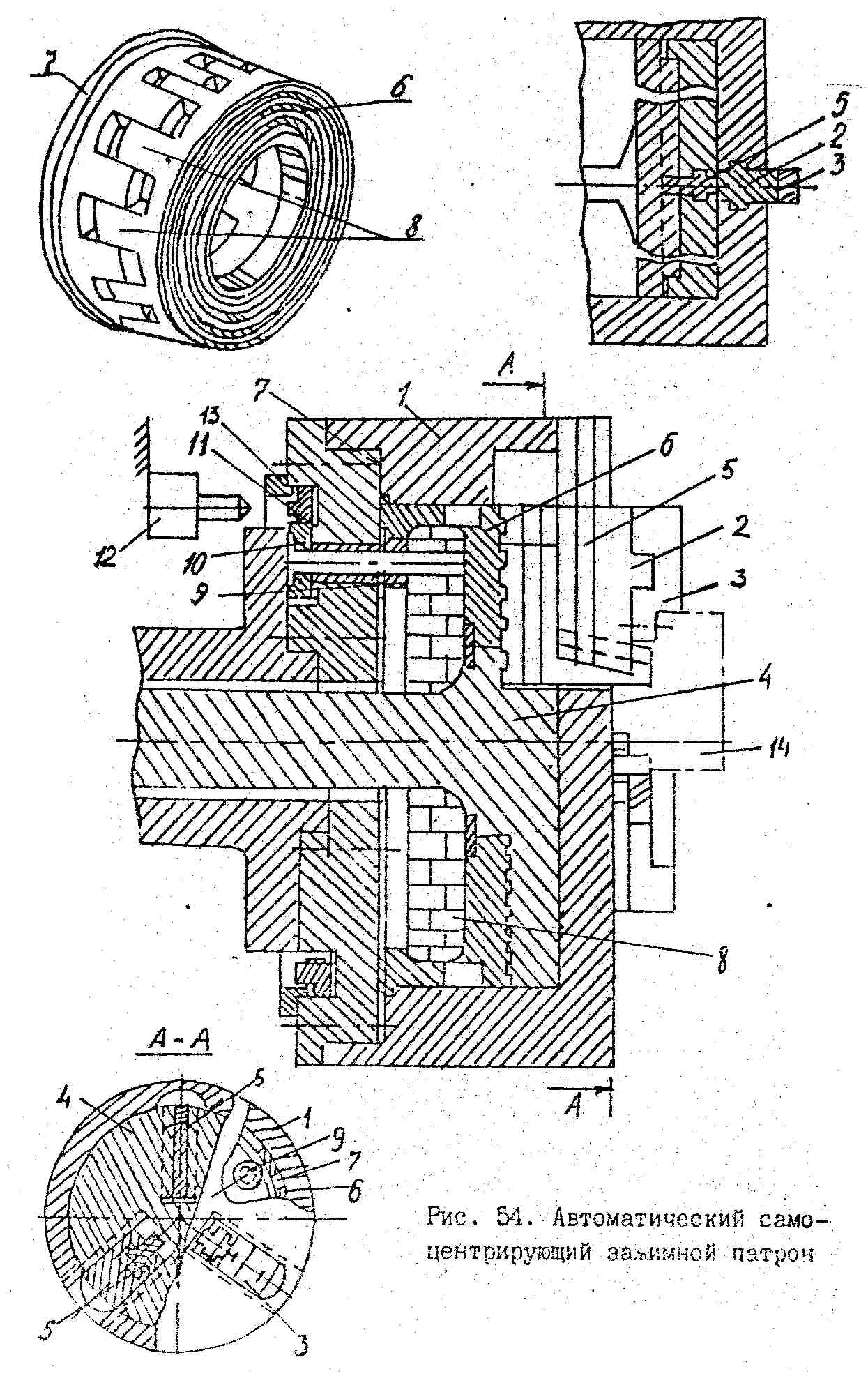

Рис. 56. Автоматический самоцентрирующий зажимной патрон
Патрон содержит корпус 1, радиально перемещаемые в нем наружные зажимные кулачки 2, на которых закреплены зажимные губки 3. Внутри корпуса размещен ползун 4, с которым радиально перемещаются внутренние кулачки 5, каждый из которых сопряжен посредством клинового соединения с одним из зажимных кулачков 2.
На ползуне установлен с возможностью вращения относительно него спиральный диск 6, спираль которого взаимодействует с зубьями внутренних кулачков 5.
Внутри корпуса размещен зубчатый венец 7 посредством поводков 8 (выходное звено привода), взаимодействующий со спиральным диском. Зубчатый венец 7 находится в зацеплении с шестерней 9, вращающейся вместе с шестерней 10, которая находится в зацеплении с ведущим зубчатым венцом (входное звено) 11, расположенным на внешней поверхности корпуса и взаимодействующим с нормально открытым, фиксатором 12. Осевое перемещение ведущего зубчатого венца (входного звена) 11 ограничено фланцем 13. Фиксатор 12 связан с системой управления патроном.
Операция зажима заготовки происходит при невращающемся патроне. Ползун 4 находится, в крайнем правом положении. Обрабатываемая заготовка 14 перемещается, в пространство между губками 3, включается привод механизма зажима (не показан) и ползун 4 перемещается влево. Вместе с ползуном перемещается спиральный диск 6 и внутренние кулачки 5. Наружные зажимные кулачки 2, сопряженные с внутренними кулачками 5 посредством клинового соединения, при этом перемещаются радиально в направлении к центру и зажимают заготовку 14 губками 3. Разжатие заготовки осуществляется при перемещении ползуна 4 вправо.
Операция переналадки кулачков на другой диаметр закрепления производится при невращающемся патроне. Фиксатор 12 перемещается вправо и взаимодействует с зубчатым сектором 11. Посредством системы управления включается медленное вращение патрона. При этом зубчатый венец 11 остается неподвижным относительно фиксатора 12. Корпус 1 патрона вращается относительно зубчатого венца 11. При этом шестерня 10 обегает зубчатый венец 11, передает вращение через шестерню 9 на внутренний зубчатый венец 7, который начинает вращаться относительно корпуса и через поводки 8 передает вращение на спиральный диск 6. Спираль спирального диска при вращении, взаимодействуя с зубьями внутренних кулачков 5, перемещает кулачки 5 и сцепленные с ними зажимные кулачки 2 в радиальном направлении до установки их на требуемый диаметр закрепления. После этого вращение патрона прекращается. Фиксатор 12 выходит из зацепления с зубчатым венцом 11. Патрон готов к зажиму заготовки. Перемещение кулачков в обратном направлении (разведение) осуществляется реверсированием вращения патрона.
Если предприятие имеет станки с ЧПУ, то вопрос переналадки приспособлений является первоочередным. Предлагаются конструкции следующих переналаживаемых патронов.
Схема патрона реечного типа представлена на рис. 57 /34/.
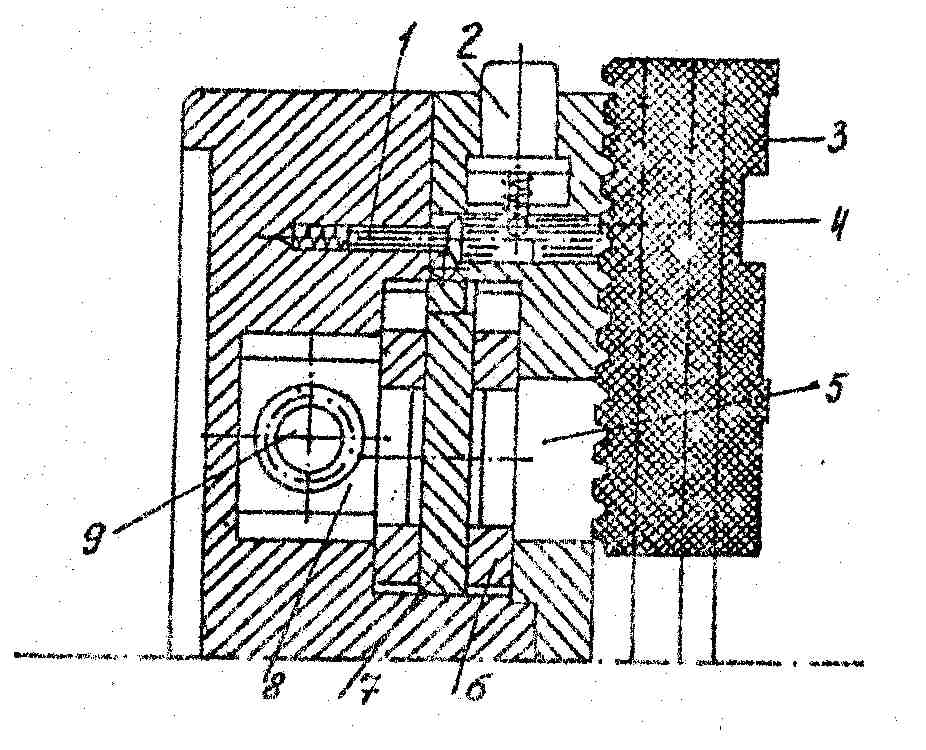
Рис. 57. Быстропереналаживаемый патрон реечного типа
В этом патроне три рейки 5 соединены с центральным кольцом 7 цапфами и сухарями 6. При вращении винта 9 гайка 8, шарнирно соединенная с центральным кольцом 7, вращает его, в результате чего косозубые рейки 5 получают синхронное перемещение в пазах корпуса и, взаимодействуя с рейками, выполненными на кулачках 3, перемещают последние к центру или к периферии патрона для закрепления заготовки. Для смены кулачков винт вращают до тех пор, пока рейки 5 не переместятся в крайнее положение. При этом зубья выйдут из зацепления с зубьями кулачков 3. Нажимая на подпружиненную кнопку 2, шариковый наконечник 4 выводит фиксатор 1 из зацепления с зубьями кулачка, после чего кулачок быстро вынимают, переустанавливают или заменяют. Подпружиненный фиксатор 1 фиксирует положение кулачка. После переустановки или замены кулачков вращением винта 9 перемещают рейки 5, и они входят в зацепление с зубьями кулачков 3.
Для смены кулачка специальный ключ вставляют в отверстие эксцентрикового валика, установленного в отверстиях основного кулачка и зубчатого ползуна, и перемещают валик к центру патрона до тех пор, пока его конец не войдет в отверстие втулки, соединенной с рычагами, взаимодействующими с кулачками и поршнем гидроцилиндра, установленного на заднем конце шпинделя станка. Это положение валика фиксируется подпружиненным шариком. Таким образом, смена кулачков может быть осуществлена лишь после того, когда кулачки будут в положении разжима заготовки, т.е. втулка и поршень гидроцилиндра будут в крайнем правом положении. При этом устройство контроля хода поршня гидроцилиндра блокирует включение станка. При повороте ключа на 180° против часовой стрелки эксцентриковый валик переместит зубчатый ползун внутрь кулачка, в результате чего зубья ползуна выйдут из зацепления с зубьями кулачка. После этого кулачок может быть сдвинут к центру или от центра патрона, перевернут на 180° или заменен.
Для перестановки кулачка в радиальном направлении на требуемый диаметр на торце патрона нанесены линии с указанием диаметра. При переустановке или смене кулачка его положение фиксируется подпружиненным фиксатором. После переустановки или смены кулачка ключ поворачивают на 180° по часовой стрелке и вводят зубья ползуна в зацепление с зубьями кулачка. Таким образом, возвращение ключа в исходное положение гарантирует правильное закрепление ключа. Ключ может быть вынут из патрона только тогда, когда он находится в исходной позиции. Центральное отверстие патрона большого диаметра обеспечивает возможность обработки как штучных, так и прутковых заготовок. Патрон снабжен противовесами кулачков для снижения центробежных сил на силу зажима заготовок.
Для обработки на токарных станках заготовок деталей типа "фланец" и "вал" необходима замена самоцентрирующих трехкулачковых патронов поводковыми, на что затрачивается время, обусловливающее значительные простои дорогостоящих станках с ЧПУ. Для сокращения времени переналадки станка с патронных на центровые работы применяют универсально-наладочные патроны, обеспечивающие быструю переналадку патронов с самоцентрирующих на поводковые за счет смены вставок, устанавливаемых в отверстие патрона, не снимая последний со станка.
В этом отношении интерес представляют универсально-наладочные клиновые патроны. На рис. 58 представлен патрон со вставкой для обработки заготовок деталей типа "вал".
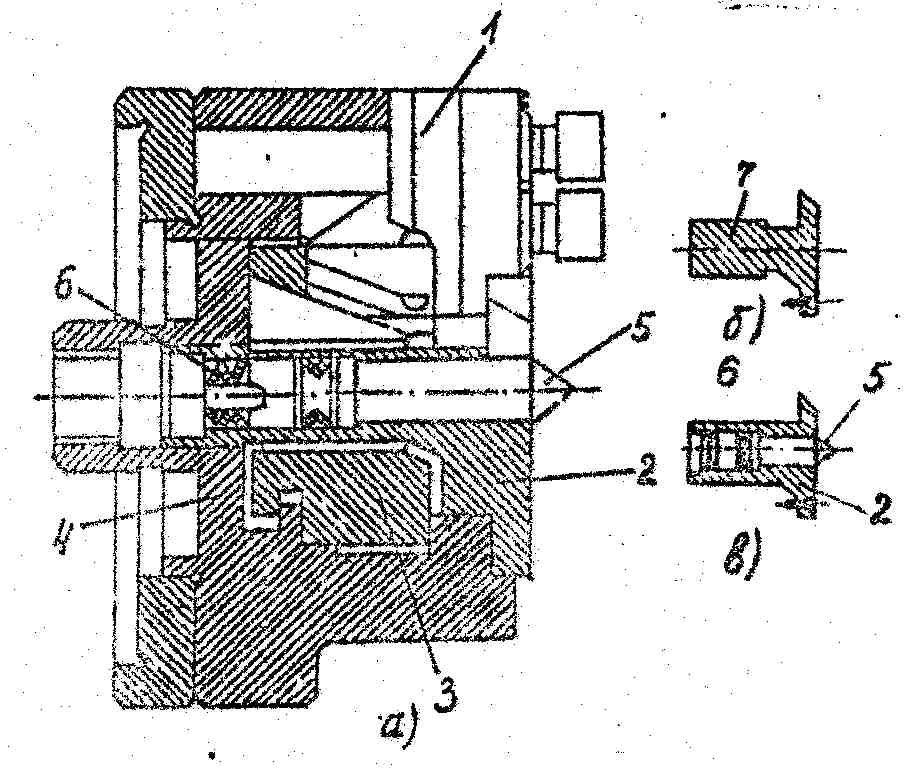
Рис. 58. Переналаживаемый клиновой патрон
После установки в патрон вставки 2 (рис. 58 в) с центром 5 и пружиной 6, он становится поводковым, поскольку его диаметр меньше диаметра отверстия втулки 3 на 3-7 мм (в зависимости от диаметра патрона).
Заготовку детали типа "вал" устанавливают по центровым гнездам в центры патрона 5 и задней бабки. При перемещении втулки 4 тягой, соединенной со штоком поршня вращающегося пневмо- или гидроцилиндра, перемещается втулка 3 с клиновыми скосами, которые перемещают кулачки 1 к центру патрона. При этом, благодаря зазору между хвостовиком вставки и отверстием во втулке 3, последняя будет плавающей, в результате чего кулачки патрона самоустанавливаются на наружной цилиндрической поверхности заготовки, не центрируя последнюю, а только передавая ее крутящий момент в процессе обработки. При замене вставки 2 вставкой 7 (рис. 58, б) патрон становится самоцентрирующим, поскольку хвостовик вставки 7 устанавливается в отверстие втулки 3 без зазора, и при ее перемещении приводом кулачки, двигаясь к центру патрона, центрируют и закрепляют заготовку.
На прецизионных станках необходимо обеспечить высокую соосность задетой в патроне заготовки оси шпинделя станка. Представляет интерес новая оригинальная конструкция самоцентрирующих трех- и шестикулачковых патронов /34/. Патрон содержит модуль, добавляемый к стандартному патрону. Он обеспечивает регулирование положения оси вращения патрона посредством трех, микрометрических винтов (рис. 59). Пои этом обеспечивается концентричность, соосность оси патрона и шпинделя в пределах 0,003 мм.
Разработана оригинальная конструкция накладных закаленных кулачков (рис. 60), контактирующих с цилиндрической поверхностью заготовки в двух точках. Они обеспечивает закрепление заготовок широкого диапазона диаметров одним комплектом кулачков (рис. 60, а); уменьшение деформации заготовки, поскольку контакт с тремя кулачками осуществляется в шести точках (рис. 60, б); регулирование длины кулачков за счет сменных опор различной высоты (рис. 60, в). При применении таких кулачков уменьшается их износ, а также влияние центробежных сил на силу зажима заготовки при больших частотах вращения из-за уменьшения массы кулачков.
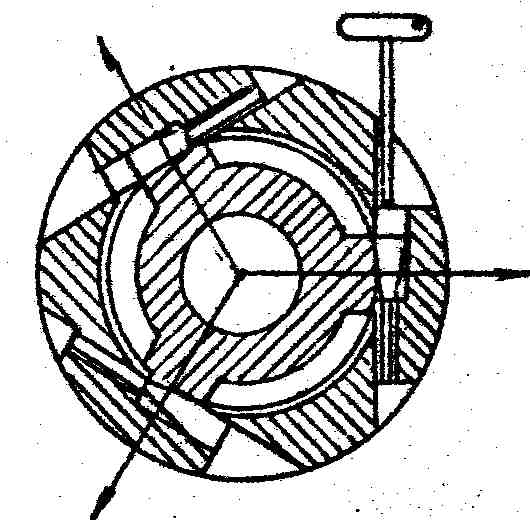
Рис. 59. Патрон модульного типа
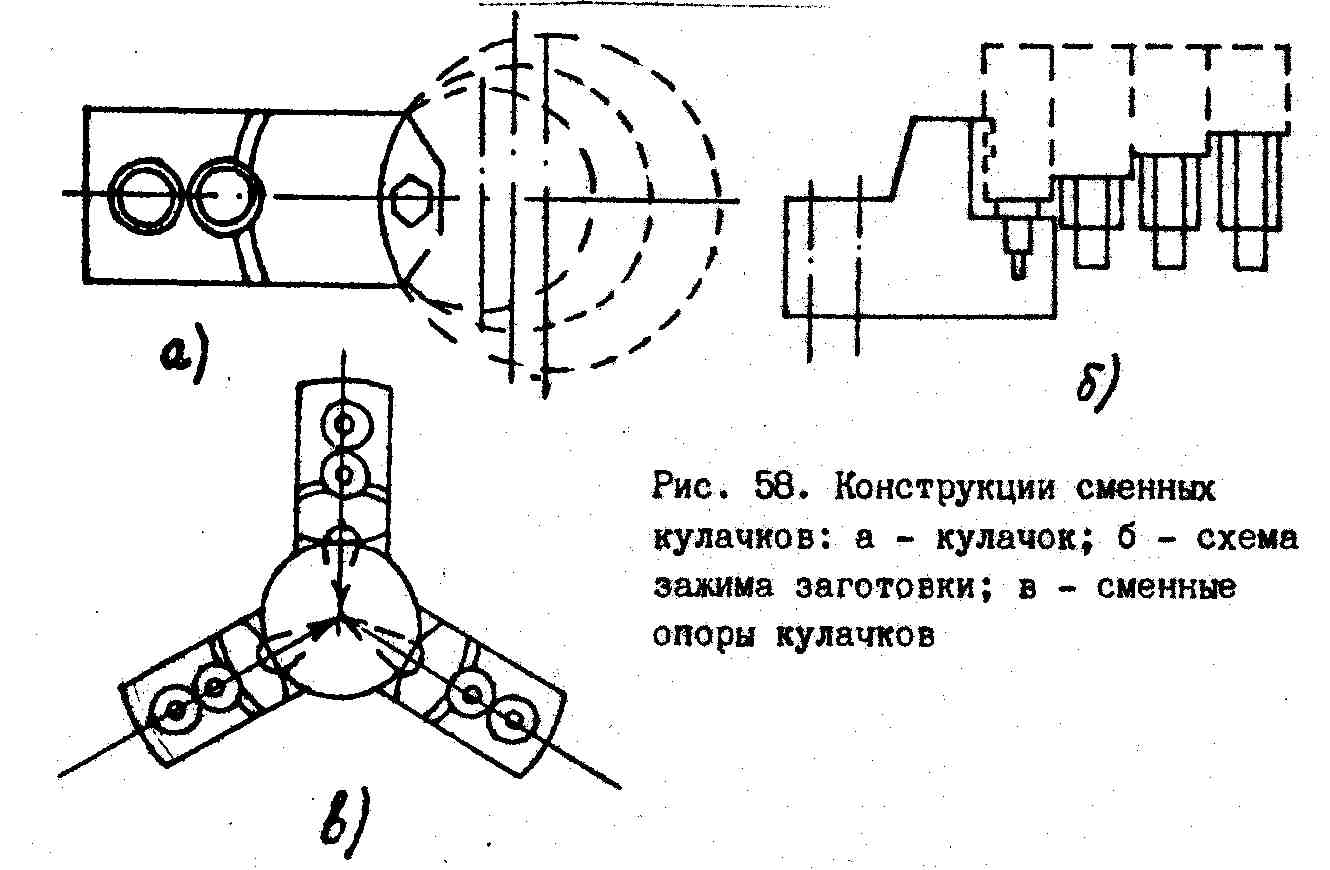

Рис. 60. Конструкции сменных кулачков:
а – кулачек; б – схема зажима заготовки;
в – сменные опоры кулачков
Для обработки валов применяют штырьковые поводковые патроны. При этом заготовка устанавливается центровыми гнездами на последний подпружиненный центр патрона и вращающийся центр задней бабки станка. Заготовка принимается вращающимся центром к штырькам, которые врезаются в ее торец на одинаковую глубину благодаря тому, что штырьки самоустанавливаются по торцу заготовки. При обработке заготовки крутящий момент передается штырьками /34/. Преимущество таких патронов - полная токарная обработка заготовки с одной установки. На рис. 61 представлена конструкция такого патрона.
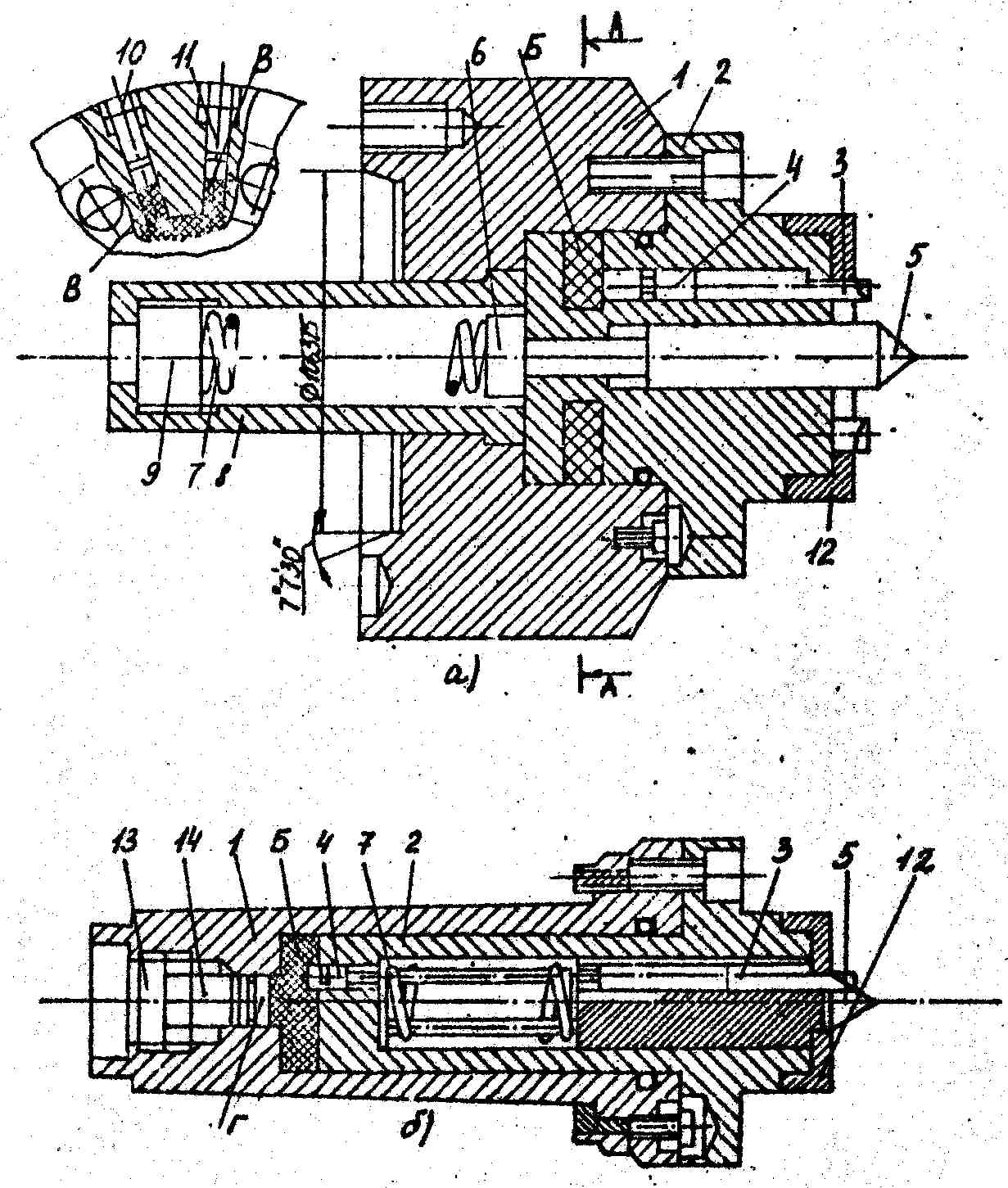
Рис. 61. Штырьковые поводковые патроны:
а – диаметром 40-60 мм; б – диаметром менее 40 мм
Корпус Патрона 1 имеет в зависимости от исполнения присоединительный конус Морзе или внутренний конус для крепления к шпинделю станка. К корпусу винтами крепится стакан 2, в котором устанавливается плавающий центр 6, штырьки 3 и плунжеры 4. Штырьки соединены между собой общей полостью Б, заполненной гидропластом. Толкатель 6 центра подпружинен пружиной 7, расположенной во втулке 8. Резьбовая пробка 9 предназначена для регулирования сжатия пружины. Для наполнения полости 5 гидропластом имеются отверстия В, закрытые пробками 10 и плунжерами 11.
Патрон Для установки валов диаметром до 40 мм показан на рис. 61 б. Заполнение гидропластом полости 5 производится через отверстие Г при снятых резьбовой пробке 13 и плунжере 14. Заготовка устанавливается на центр 5 и поджимается центром задней бабки станка. Центр утопает до величины, требуемой для врезания поводков 3 в торец заготовки. Крышка 12 исключает проворачивание поводков. После обработки и съема заготовки центр возвращается в исходное положение пружиной 7.