

5.3. Переналаживаемая технологическая оснастка
для токарных работ
5.3.1. Переналаживаемый инструмент
для обработки отверстий
Классическим инструментом для растачивания отверстий на токарных станках являются расточные державочные резцы. Более прогрессивными однолезвийными расточными инструментами являются расточные сборные головки, оснащенные сменными многогранными твердосплавными пластинами. На рис. 53 представлена типичная конструкция однозубых расточных головок диаметром 30-150 мм /32/.
На передней части корпуса 2 имеется угловой паз типа "ласточкин хвост". В пазу по точной посадке размещена державка 1, имеющая возможность радиального перемещения. В базирующем гнезде державки закреплена многогранная (трех- и четырехгранной формы) твердосплавная пластина 3 с задними углами. Крепление пластины в зависимости от ее конструкции производится с помощью прихвата и винта или с помощью одного винта через отверстие в пластине.
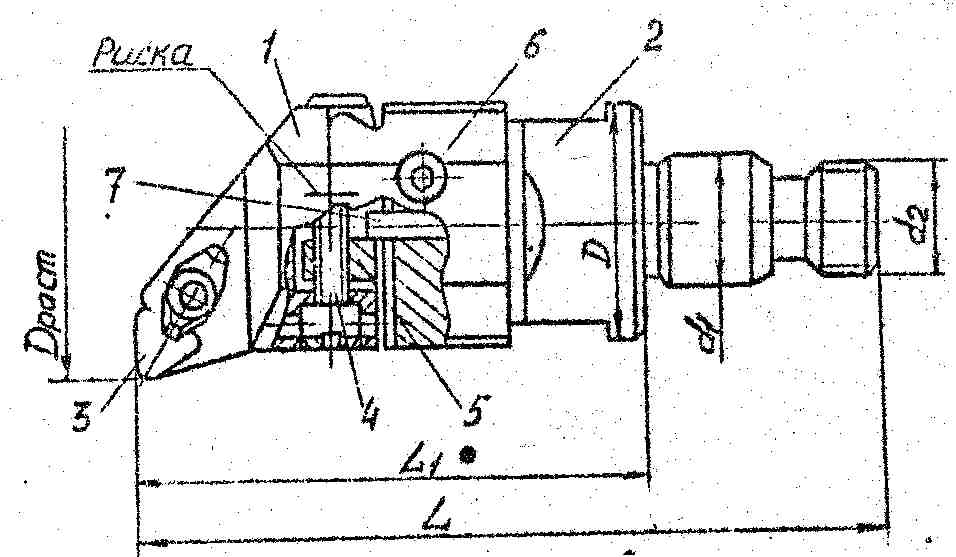
Рис. 53. Переналаживаемый расточной резец
Корпус расточной головки снабжен регулировочным винтом 4, по которому перемещается ползушка 5, служащая упором для державки 1. При вращении винта 4 ползушка 5 воздействует на штифт 7, а державка 1 перемещается в радиальном направлении, в результатечего обеспечивается точная настройка расточной головки на требуемый размер обработки. После этого державка 1 жестко фиксируется в пазу за счет упругой деформации корпуса 2 при затягивании винтом 6. Для обеспечения возможности деформации паза типа "ласточкин хвост" корпус расточной головки имеет продольную прорезь.
Расточная головка для обработки отверстий диаметром 130-250 мм представлена на рис. 54 /32/.
Для увеличения диаметра растачивания в этой конструкции предусмотрена дополнительная деталь - кронштейн 4, закрепленный между корпусом 2 и резцедержателем 1 с помощью соединения типа "ласточкин хвост". Штифты 3 и 7 служат жесткими упорами, предохраняющими кронштейн от радиального перемещения. При наладке расточной головки на требуемый диаметр обработки резцедержатель 1 перемещается относительно кронштейна 4 вдоль направляющих посредством винта 6 и ползушки 8. Винты 5 служат для закрепления соединений типа "ласточкин хвост".
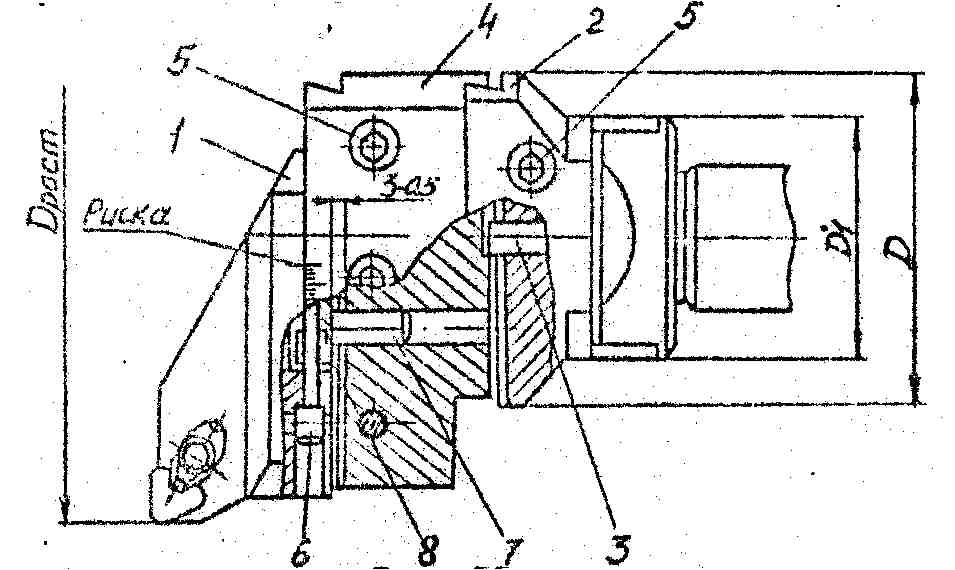
Рис. 54. Переналаживаемая расточная головка
Для более производительной обработки отверстий при пониженных требованиях к точности положения их осей целесообразно применять расточные головки, имеющие два радиально расположенных режущих зуба. В этом случае подача может быть увеличена вдвое по сравнению с однозубыми головками. На рис. 55 представлена конструкция двухзубой головки, разработанная во ВНИИинструменте в результате обобщения отечественного и зарубежного опыта /32/.
На передней части корпуса 2 выполнен угловой паз типа "ласточкин хвост". В пазу расположены две державки 1, которые могут перемещаться в радиальном направлении под действием регулировочных винтов 4 (воздействие передается через штифты, запрессованные в державке). Закрепление каждой державки в требуемом положении осуществляется за счет упругой деформации корпуса.
Расточные головки оснащены сменными многогранными пластинами 3 из твердого сплава, которые расположены в базирующих гнездах и закреплены с помощью прихвата или винта 5, проходящего через центральное отверстие, в зависимости от типа применяемых пластин. Конструкция сменных пластин и способы их крепления, используемые в случае двухзубых и однозубых головок, идентичны.
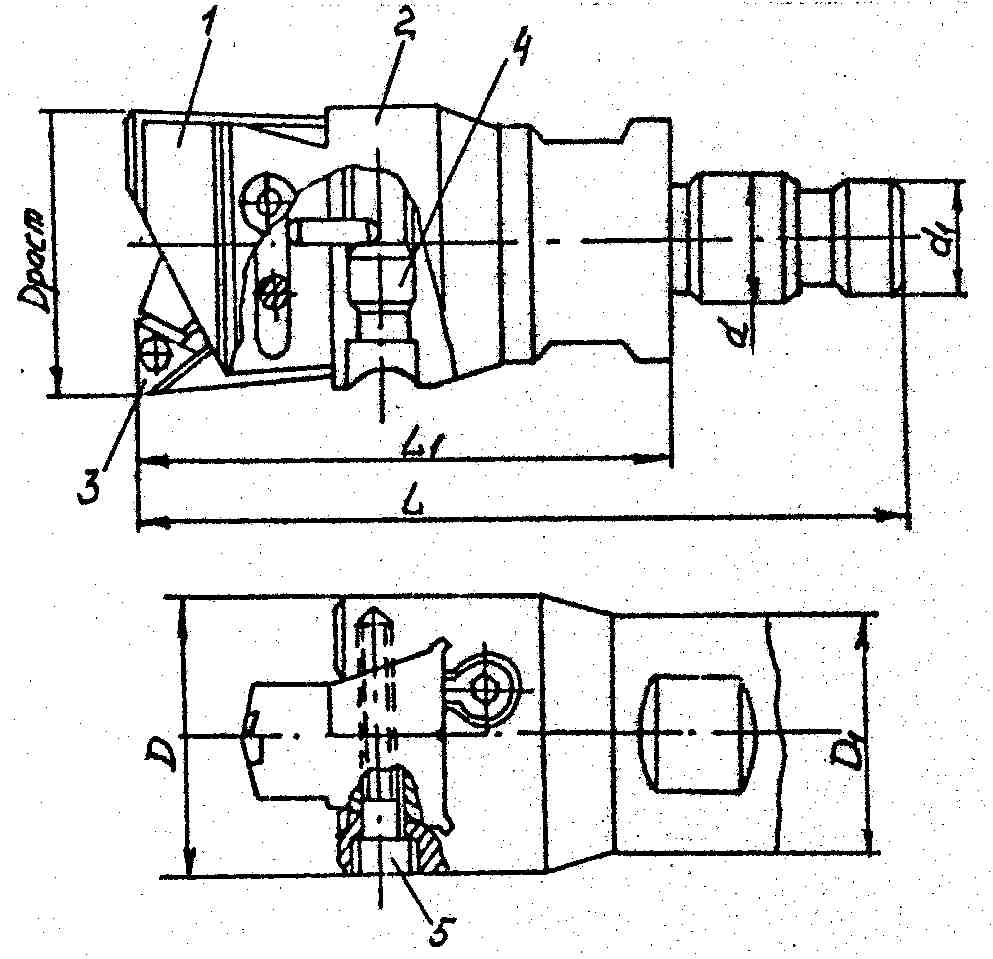
Рис. 55. Переналаживаемый расточной блок